Das könnte Ihnen auch gefallen
- Chapter 02Dokument23 SeitenChapter 02nawawybeehNoch keine Bewertungen
- Phy Moctet3Dokument12 SeitenPhy Moctet3KIEN NGUYENDACCHINoch keine Bewertungen
- Mine Ventilation PDFDokument29 SeitenMine Ventilation PDFLMNoch keine Bewertungen
- PIPING DESIGN MANUAL SECTION ON PIPE ATTACHMENTSDokument13 SeitenPIPING DESIGN MANUAL SECTION ON PIPE ATTACHMENTSVishwa ThopaNoch keine Bewertungen
- Aschrafi+Hirsch-Control of Wind-Induced Vibrations of Cable-Stayed Bridges - JEDokument12 SeitenAschrafi+Hirsch-Control of Wind-Induced Vibrations of Cable-Stayed Bridges - JEmocker1987Noch keine Bewertungen
- Talug On Small: and Aeifsnidea Flaws 95Dokument4 SeitenTalug On Small: and Aeifsnidea Flaws 95Viche CarsaNoch keine Bewertungen
- Kinetics Refresher WS Answer KeyDokument2 SeitenKinetics Refresher WS Answer KeyIchwan Permana MadaniNoch keine Bewertungen
- مصدر 8Dokument15 Seitenمصدر 8Alaa AskNoch keine Bewertungen
- PrecissionDokument23 SeitenPrecissionPankaj KamdiNoch keine Bewertungen
- Torispherical Dome Stresses PDFDokument9 SeitenTorispherical Dome Stresses PDFatifkhushnoodNoch keine Bewertungen
- Good Luck!: Mech 204 Thermodynaınics Midtermii May 6, 2008Dokument12 SeitenGood Luck!: Mech 204 Thermodynaınics Midtermii May 6, 2008ale.123Noch keine Bewertungen
- ABC AnalysisDokument3 SeitenABC Analysisvjpalan081Noch keine Bewertungen
- Final Time:3: Building Construction ExamDokument9 SeitenFinal Time:3: Building Construction ExamsosoNoch keine Bewertungen
- Pipe Stress Analysis SEMINAR COADEDokument463 SeitenPipe Stress Analysis SEMINAR COADEmmahadary100% (2)
- GEC DTT Biased Diff R-5116dDokument4 SeitenGEC DTT Biased Diff R-5116dLynskey1973Noch keine Bewertungen
- Mathematics Lab Manual (Activity 1)Dokument5 SeitenMathematics Lab Manual (Activity 1)Heeral SinghNoch keine Bewertungen
- Fracture Mechanics of Concrete Structures Proceedings FRAMCOS-3 AEDIFICA TIO Publishers, D-79104 Freiburg, GermanyDokument10 SeitenFracture Mechanics of Concrete Structures Proceedings FRAMCOS-3 AEDIFICA TIO Publishers, D-79104 Freiburg, Germanyno_milk_todayNoch keine Bewertungen
- Breaker - ABBDokument9 SeitenBreaker - ABBtalha0703097Noch keine Bewertungen
- 6th-SemDokument6 Seiten6th-Sempubghr321Noch keine Bewertungen
- IAS Mains Mechanical Engineering 2000Dokument9 SeitenIAS Mains Mechanical Engineering 2000Manu BhatNoch keine Bewertungen
- EENG302 TITLEDokument2 SeitenEENG302 TITLEha laNoch keine Bewertungen
- SP 105-2015-PartDokument14 SeitenSP 105-2015-Part2BA19CV059 Rakshita SarangmathNoch keine Bewertungen
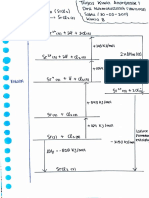
- Tugas Kimia AnorganikDokument2 SeitenTugas Kimia Anorganikdecii nikmatussarahNoch keine Bewertungen
- Ewald Summation Method for Calculating Ionic Crystal Configuration EnergiesDokument19 SeitenEwald Summation Method for Calculating Ionic Crystal Configuration Energieservina dwiNoch keine Bewertungen
- Double row ball bearings standardDokument4 SeitenDouble row ball bearings standardthachpnNoch keine Bewertungen
- SAE StandardDokument9 SeitenSAE StandardAzizol Wahab50% (4)
- PRESSUREMETER TESTS PREDICT SHALLOW FOUNDATION BEHAVIOR ON STIFF CLAYDokument14 SeitenPRESSUREMETER TESTS PREDICT SHALLOW FOUNDATION BEHAVIOR ON STIFF CLAYprisciliano1Noch keine Bewertungen
- Ad 761022Dokument114 SeitenAd 761022bassem smatiNoch keine Bewertungen
- 2241 001Dokument36 Seiten2241 001Amro Al-Hinai50% (2)
- Exam Math Review: Treatment Grades III & IVDokument6 SeitenExam Math Review: Treatment Grades III & IVPronab Kumar DasNoch keine Bewertungen
- Compre SolutionDokument11 SeitenCompre SolutionParth GoyalNoch keine Bewertungen
- 2008 - Dec.08-Jan.09-ME45Dokument3 Seiten2008 - Dec.08-Jan.09-ME45nitte5768Noch keine Bewertungen
- Apollo Saturn V Systems FamiliarizationDokument59 SeitenApollo Saturn V Systems FamiliarizationBob Andrepont100% (6)
- Key-Ohms Law Problems Set 2Dokument1 SeiteKey-Ohms Law Problems Set 2RAVICHANDRAN SRINIVASANNoch keine Bewertungen
- Spe 10561 MsDokument22 SeitenSpe 10561 MsJose Manuel Lezama SantaellaNoch keine Bewertungen
- S Eventh Semester B.E. Degree Examination, December 201 : Operations ResearchDokument7 SeitenS Eventh Semester B.E. Degree Examination, December 201 : Operations ResearchBhimappa YadahalliNoch keine Bewertungen
- A01347756 del Mundo - BSCI 9000 Assignment #2Dokument4 SeitenA01347756 del Mundo - BSCI 9000 Assignment #2Caleb del MundoNoch keine Bewertungen
- Zns-Preparation-Pdf 29-Oct-2022 09-41-19Dokument5 SeitenZns-Preparation-Pdf 29-Oct-2022 09-41-19Cristians VivasNoch keine Bewertungen
- SEO-OPTIMIZED TITLE FOR BASIC ELECTRONICS EXAMINATION PAPERDokument2 SeitenSEO-OPTIMIZED TITLE FOR BASIC ELECTRONICS EXAMINATION PAPERGagan SLNoch keine Bewertungen
- MalteseDokument122 SeitenMalteseirena34Noch keine Bewertungen
- Libro Crawley 4Dokument50 SeitenLibro Crawley 4Brian AguilarNoch keine Bewertungen
- Simple Method for Analyzing Liquefaction of Sand Deposits During EarthquakesDokument17 SeitenSimple Method for Analyzing Liquefaction of Sand Deposits During EarthquakesUdo SantosNoch keine Bewertungen
- Fluids Mechanics HomeworkDokument92 SeitenFluids Mechanics Homeworkm3994794% (31)
- Civil Engineering Second Semester Structural Reliability ExamDokument2 SeitenCivil Engineering Second Semester Structural Reliability ExamVidya Sagar BodapatiNoch keine Bewertungen
- End Semester Examinatlbn Pe-215 Thermal System-Ii: Time:3:00 HourDokument2 SeitenEnd Semester Examinatlbn Pe-215 Thermal System-Ii: Time:3:00 HourClash GodNoch keine Bewertungen
- IES Civil Engineeering 2015Dokument48 SeitenIES Civil Engineeering 2015Vishal BabuNoch keine Bewertungen
- PT - 09Dokument7 SeitenPT - 09261217raghavsharmaNoch keine Bewertungen
- Transmision Power Shift ZF WGDokument9 SeitenTransmision Power Shift ZF WGjccla85% (34)
- O level Physics Questions And Answer Practice Papers 2Von EverandO level Physics Questions And Answer Practice Papers 2Bewertung: 5 von 5 Sternen5/5 (1)
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysVon EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysBewertung: 1 von 5 Sternen1/5 (1)
- Solution Manual for The Elements of Polymer Science and EngineeringVon EverandSolution Manual for The Elements of Polymer Science and EngineeringBewertung: 4 von 5 Sternen4/5 (3)
- Introduction to Non-Linear Mechanics. (AM-11), Volume 11Von EverandIntroduction to Non-Linear Mechanics. (AM-11), Volume 11Noch keine Bewertungen
- Common Rail Fuel Injection Technology in Diesel EnginesVon EverandCommon Rail Fuel Injection Technology in Diesel EnginesNoch keine Bewertungen
- Silicon Integrated Circuits: Advances in Materials and Device ResearchVon EverandSilicon Integrated Circuits: Advances in Materials and Device ResearchDawon KahngNoch keine Bewertungen
- Nozzles on cylinders - Assessing stresses from internal pressure and external loadsDokument18 SeitenNozzles on cylinders - Assessing stresses from internal pressure and external loadsFelipeNoch keine Bewertungen
- Paper 86 GHG10 Carbon Capture Plants As SubmittedDokument8 SeitenPaper 86 GHG10 Carbon Capture Plants As Submittedm5416Noch keine Bewertungen
- Torque Tightening DeterminationDokument4 SeitenTorque Tightening Determinationm5416Noch keine Bewertungen
- Cladding Protects Vessel From Sulfide Stress Cracking in Sour ServiceDokument4 SeitenCladding Protects Vessel From Sulfide Stress Cracking in Sour Servicem5416Noch keine Bewertungen
- Osaka UniversityDokument24 SeitenOsaka UniversityAhmad Ghaniy MuzakkiNoch keine Bewertungen
- Practical Limitations For Reviewing Qualification DocumentsDokument2 SeitenPractical Limitations For Reviewing Qualification Documentsm5416Noch keine Bewertungen
- Heat Treating Titanium and Its AlloysDokument8 SeitenHeat Treating Titanium and Its Alloysm5416Noch keine Bewertungen
- Hydrogen Embrittlement PDFDokument4 SeitenHydrogen Embrittlement PDFVenu Prasad100% (1)
- Applying ASME Boiler Code To Steam Generation SystemsDokument4 SeitenApplying ASME Boiler Code To Steam Generation Systemsm5416Noch keine Bewertungen
- Welded Stainless Steel Tubes and Pipes Vs Seamless Acom PDFDokument12 SeitenWelded Stainless Steel Tubes and Pipes Vs Seamless Acom PDFktsnlNoch keine Bewertungen
- Wet H2S Service - Total's RequirementsDokument7 SeitenWet H2S Service - Total's Requirementsm5416100% (2)
- Practical Advice On Expansion Joints by Greg PerkinsDokument1 SeitePractical Advice On Expansion Joints by Greg Perkinsnaruto256Noch keine Bewertungen
- Stainless Steel Cladding and Weld Overlays PDFDokument13 SeitenStainless Steel Cladding and Weld Overlays PDFm5416Noch keine Bewertungen
- Sour service steel plate requirementsDokument10 SeitenSour service steel plate requirementsm5416Noch keine Bewertungen
- ABSA FEA ReqtDokument2 SeitenABSA FEA ReqtcorreenNoch keine Bewertungen
- The Effect of Stress Relief Parameters On The Mechancial Properties of Pressure Vessel Steels and WeldmentsDokument17 SeitenThe Effect of Stress Relief Parameters On The Mechancial Properties of Pressure Vessel Steels and Weldmentsm5416Noch keine Bewertungen
- HEI Surface Condenser Tubesheet Design MethodDokument7 SeitenHEI Surface Condenser Tubesheet Design Methodm5416100% (1)
- Beams On Elastic Foundation by HetenyiDokument134 SeitenBeams On Elastic Foundation by Hetenyim541698% (52)
- 051349-0002 Heating Coil Calculations For Oil TanksDokument4 Seiten051349-0002 Heating Coil Calculations For Oil Tanksm5416Noch keine Bewertungen
- 051350-0001 Determining The Pressure of Surge Stored in SilosDokument9 Seiten051350-0001 Determining The Pressure of Surge Stored in Silosm5416Noch keine Bewertungen
- Watts - Stresses in A Pressure Vessel With A Conical HeadDokument13 SeitenWatts - Stresses in A Pressure Vessel With A Conical Headm5416100% (2)
- A Review of Postweld Heat Treatment Code ExemptionsDokument7 SeitenA Review of Postweld Heat Treatment Code Exemptionsm5416Noch keine Bewertungen
- Bending Moments and Leakage at Flanged Joints Part 1 3Dokument12 SeitenBending Moments and Leakage at Flanged Joints Part 1 3m5416100% (8)
- Modeling of Internal Pressure and Thrust Load On Nozzles Using WRC 368Dokument5 SeitenModeling of Internal Pressure and Thrust Load On Nozzles Using WRC 368m5416Noch keine Bewertungen
- FreeseDokument15 SeitenFreeseBrandon HaleNoch keine Bewertungen
- Designing For Torsional Loading (From Design of Welded Structure)Dokument25 SeitenDesigning For Torsional Loading (From Design of Welded Structure)m5416Noch keine Bewertungen