Das könnte Ihnen auch gefallen
- 5.2 La Utilización de Software para Administrar El Mantenimiento en Una EmpresaDokument7 Seiten5.2 La Utilización de Software para Administrar El Mantenimiento en Una EmpresaElisa MarielNoch keine Bewertungen
- Simulacion Act 3BDokument4 SeitenSimulacion Act 3BEmmanuel Ortega0% (1)
- Ejercicios Simulacion TareaDokument16 SeitenEjercicios Simulacion TareaCarlos Manuel Basurto HernandezNoch keine Bewertungen
- TP #5 - Herramientas de Calidad y Gráficas de Control (160447)Dokument7 SeitenTP #5 - Herramientas de Calidad y Gráficas de Control (160447)FervMssNoch keine Bewertungen
- Control estadístico de calidad. Resolución de problemas sobre las 7 herramientas básicasDokument14 SeitenControl estadístico de calidad. Resolución de problemas sobre las 7 herramientas básicasjats_zNoch keine Bewertungen
- Cuestionario CSSSSDokument1 SeiteCuestionario CSSSSSebas Diaz100% (1)
- Diagrama ComoDokument2 SeitenDiagrama ComoSayri Gabriel0% (1)
- Exa U2Dokument1 SeiteExa U2Erlen Campos100% (1)
- Ejericicios Seis SigmaDokument7 SeitenEjericicios Seis SigmaChinoSk8Noch keine Bewertungen
- Toyotismo: Aportaciones a la industria automotrizDokument1 SeiteToyotismo: Aportaciones a la industria automotrizesmeraldaNoch keine Bewertungen
- Exposicion (Ejercicio Mil - STD 105DDokument4 SeitenExposicion (Ejercicio Mil - STD 105DYobana VasquezNoch keine Bewertungen
- Etapa 4 Simulación ValdezLeandro CamposEvelyn GasparOtnielDokument21 SeitenEtapa 4 Simulación ValdezLeandro CamposEvelyn GasparOtnielEvelyn CamposNoch keine Bewertungen
- Problema RioDokument8 SeitenProblema RioAnnel CastilloNoch keine Bewertungen
- Cadenas de MarkovDokument13 SeitenCadenas de MarkovEazNoch keine Bewertungen
- Reporte GromersaDokument3 SeitenReporte GromersaDaniela Robledo100% (1)
- Acitivad 4.2 Planes de Muestreo de Aceptación PDFDokument2 SeitenAcitivad 4.2 Planes de Muestreo de Aceptación PDFJairo German PerezNoch keine Bewertungen
- Ejercicios Del Tema 4Dokument9 SeitenEjercicios Del Tema 4Cesar DiazNoch keine Bewertungen
- 1a Evaluación de Ergonomia - Pedraza Bautista Luis DiegoDokument7 Seiten1a Evaluación de Ergonomia - Pedraza Bautista Luis Diegoluis pedraza100% (1)
- Unidad 4Dokument46 SeitenUnidad 4Osvaldo CuevasNoch keine Bewertungen
- Actividad 1 U2 PDFDokument15 SeitenActividad 1 U2 PDFAbraham GonzalezNoch keine Bewertungen
- Unidad 3 Introduccion A La Programacion de Un Lenguaje EstructuradoDokument11 SeitenUnidad 3 Introduccion A La Programacion de Un Lenguaje EstructuradoYuliana Flores Martinez100% (1)
- 1.5.5 Diagrama de FlujoDokument3 Seiten1.5.5 Diagrama de FlujoAlexis Sanchez LoaizaNoch keine Bewertungen
- Control de Avance Simulación Lun-MiérDokument6 SeitenControl de Avance Simulación Lun-MiérAndrés Suaréz GilNoch keine Bewertungen
- U1 - A2 - Investigaciòn de Opereciónes IIDokument7 SeitenU1 - A2 - Investigaciòn de Opereciónes IIElizabethNoch keine Bewertungen
- CartaControlNPDokument4 SeitenCartaControlNPRafa Ambrocio MontesNoch keine Bewertungen
- Datos Estandares en Operaciones MaquinadoDokument6 SeitenDatos Estandares en Operaciones MaquinadoangelnfNoch keine Bewertungen
- 2.2. Ergonomía Ocupacional.Dokument2 Seiten2.2. Ergonomía Ocupacional.ALONDRA KAZANDRA LONGORIA ORTEGANoch keine Bewertungen
- Elaboración e Interpretación de Graficas Por AtributosDokument7 SeitenElaboración e Interpretación de Graficas Por Atributoserika del carmen perez vicenteNoch keine Bewertungen
- Preservacion ProgresivaDokument3 SeitenPreservacion ProgresivaLuis Daniel RodríguezNoch keine Bewertungen
- Aplicacion de Seis Sigma en Una Tortilleria 3 PDF FreeDokument117 SeitenAplicacion de Seis Sigma en Una Tortilleria 3 PDF FreePaola SanchezNoch keine Bewertungen
- ESTRATIFICACIONDokument4 SeitenESTRATIFICACIONAlicia Daniela Gallegos0% (1)
- 4.4 Elementos Del Sistema JitDokument9 Seiten4.4 Elementos Del Sistema JitJosesiio ValdeezNoch keine Bewertungen
- C4 04 Diseño Cuadrado Latino - CL PDFDokument12 SeitenC4 04 Diseño Cuadrado Latino - CL PDFPaolo Chavez CernaNoch keine Bewertungen
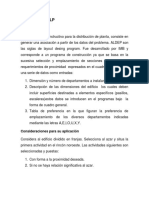
- ALDELPDokument2 SeitenALDELPDenis Arciniega SanchezNoch keine Bewertungen
- Cartas de Control Por AtributosDokument24 SeitenCartas de Control Por AtributosJeisson Octavio Bravo NeiraNoch keine Bewertungen
- Aplicaciones de MTM - 2 A Casos Prácticos: HistoriaDokument7 SeitenAplicaciones de MTM - 2 A Casos Prácticos: HistoriaAry Hdez CastroNoch keine Bewertungen
- Análisis Pareto de problemas de calidad en proceso de fabricación de válvulasDokument44 SeitenAnálisis Pareto de problemas de calidad en proceso de fabricación de válvulasBrian JaramilloNoch keine Bewertungen
- Metodo CameronDokument3 SeitenMetodo Cameroncarlos gNoch keine Bewertungen
- Taylorismo EnsayoDokument11 SeitenTaylorismo EnsayoAbdiel Aguilar Ponce100% (1)
- ACTIVIDAD 2.1 Gráficas de Control Por Variables-2-ResueltosDokument4 SeitenACTIVIDAD 2.1 Gráficas de Control Por Variables-2-ResueltosErnestoNoch keine Bewertungen
- Aplicación de Los Datos Estándar Estudio Del TrabajoDokument6 SeitenAplicación de Los Datos Estándar Estudio Del TrabajoJorge Del AngelNoch keine Bewertungen
- 1.2.2.-Diseño y Tipo de ControlesDokument11 Seiten1.2.2.-Diseño y Tipo de ControlesVianey GurubelNoch keine Bewertungen
- Muestreo Del Trabajo - Qué Es y Cómo Se Hace en 6 PasosDokument20 SeitenMuestreo Del Trabajo - Qué Es y Cómo Se Hace en 6 Pasososhea7Noch keine Bewertungen
- Cálculo de capacidad, utilización y eficiencia en plantas productivasDokument3 SeitenCálculo de capacidad, utilización y eficiencia en plantas productivasSAMUEL MORALESNoch keine Bewertungen
- 5.6 Caso Integrador - Barra y ArguellesDokument8 Seiten5.6 Caso Integrador - Barra y ArguellesJULIO ANDRES VINCENT ISLASNoch keine Bewertungen
- Unidad 3 - IO2Dokument48 SeitenUnidad 3 - IO2Xavii ZyanNoch keine Bewertungen
- 2.4 Obtencion de Numeros Pseudoaleatorios Utilizando Paquetes ComputacionalesDokument12 Seiten2.4 Obtencion de Numeros Pseudoaleatorios Utilizando Paquetes ComputacionalesAnthony LonginosNoch keine Bewertungen
- Evaluación 3 Sandoval Alvarado AlbertoDokument3 SeitenEvaluación 3 Sandoval Alvarado AlbertonooormaaahernaanndezNoch keine Bewertungen
- #Estudio de Caso #2 - TDDDokument1 Seite#Estudio de Caso #2 - TDDReyna García ChoqueNoch keine Bewertungen
- Taller ExtraclaseDokument12 SeitenTaller ExtraclaseYeison Camilo Zapata DavidNoch keine Bewertungen
- Redes de Prescedencia de Actividades en Los ArcosDokument1 SeiteRedes de Prescedencia de Actividades en Los ArcosAngelKBattlerNoch keine Bewertungen
- Actividad 15 Reporte Escrito Enfoque DeterministicoDokument7 SeitenActividad 15 Reporte Escrito Enfoque Deterministicoisael marcos matusNoch keine Bewertungen
- Simulacion Act 4ADokument4 SeitenSimulacion Act 4AUrielNoch keine Bewertungen
- Programación por metas para la optimización de la producción de 3 nuevos productosDokument5 SeitenProgramación por metas para la optimización de la producción de 3 nuevos productosCesar DiazNoch keine Bewertungen
- Simulación de reparación de máquinas en tienda pequeñaDokument1 SeiteSimulación de reparación de máquinas en tienda pequeñaJason AlexanderNoch keine Bewertungen
- Smed TerminadoDokument7 SeitenSmed Terminadoxavos0% (1)
- Unidad 1 INOP LLDokument7 SeitenUnidad 1 INOP LLJesus RoblesNoch keine Bewertungen
- PrácticaDokument4 SeitenPrácticaLeonel CayraNoch keine Bewertungen
- Econometría I: manual de Eviews: Estimulación de un modelo de exportaciónVon EverandEconometría I: manual de Eviews: Estimulación de un modelo de exportaciónNoch keine Bewertungen
- Montaje y reparación de los sistemas mecánicos. FMEE0208Von EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Bewertung: 4 von 5 Sternen4/5 (1)
- Nivel de conocimiento en el diseño de prótesis parcial removibleDokument105 SeitenNivel de conocimiento en el diseño de prótesis parcial removibleSpencer David Pari JimenezNoch keine Bewertungen
- Limites TrigonometricosDokument2 SeitenLimites TrigonometricosJAVIERNoch keine Bewertungen
- Capitulo III Elementos de La Administracion XXDokument12 SeitenCapitulo III Elementos de La Administracion XXJesus Martin LopezNoch keine Bewertungen
- TFMB 131Dokument125 SeitenTFMB 131Boda Inigo MariaNoch keine Bewertungen
- Aporte Estructura MolecularDokument3 SeitenAporte Estructura MolecularMartha Echeverri TrochezNoch keine Bewertungen
- 1 Sobre La Aplicacion de Las Penas. Art. 67 CPDokument3 Seiten1 Sobre La Aplicacion de Las Penas. Art. 67 CPBoris LeivaNoch keine Bewertungen
- Simulación Examen UNAMDokument23 SeitenSimulación Examen UNAMOmar Velasco100% (1)
- Proyecto Modelo para Producto de Cca IIIDokument9 SeitenProyecto Modelo para Producto de Cca IIIMilagros del RosarioNoch keine Bewertungen
- Ensayo Dalai LamaDokument6 SeitenEnsayo Dalai LamaOscar J. ReyesNoch keine Bewertungen
- Biologia Examen Modelo 2Dokument2 SeitenBiologia Examen Modelo 2Lorena Soriano HernandezNoch keine Bewertungen
- Organizacion CelularDokument8 SeitenOrganizacion CelularjejeNoch keine Bewertungen
- Taller Excel Avanzado 1Dokument9 SeitenTaller Excel Avanzado 1leonardoduarteNoch keine Bewertungen
- Informe Practicas IDokument32 SeitenInforme Practicas IEdson MostacerogyNoch keine Bewertungen
- Tema 4.1 Correlaciones de Flujo en Tuberias Verticales - DiapositivasDokument30 SeitenTema 4.1 Correlaciones de Flujo en Tuberias Verticales - DiapositivasMaria Hernández50% (2)
- Curso Peinados TimizaDokument2 SeitenCurso Peinados Timizakaren linaresNoch keine Bewertungen
- PANSIDokument4 SeitenPANSIAna MarcelaNoch keine Bewertungen
- Derecho LaboralDokument33 SeitenDerecho LaboralKelly Leon RodriguezNoch keine Bewertungen
- Texto Argumentativo Del NarcotraficoDokument2 SeitenTexto Argumentativo Del NarcotraficoRenato SanchezNoch keine Bewertungen
- Critica Constructiva de Los Sistemas de Gestion de La Calidad Bajo La Norma ISO 9001Dokument10 SeitenCritica Constructiva de Los Sistemas de Gestion de La Calidad Bajo La Norma ISO 9001Katherine FuentesNoch keine Bewertungen
- Dilataciòn TèrmicaDokument10 SeitenDilataciòn TèrmicaJavier CoronadoNoch keine Bewertungen
- La Escuela de La PatriaDokument2 SeitenLa Escuela de La PatriaFranco WalterNoch keine Bewertungen
- Clase 3 Genero DramaticoDokument5 SeitenClase 3 Genero DramaticoRafa FuentesNoch keine Bewertungen
- Proyecto de Vida FamiliarDokument5 SeitenProyecto de Vida FamiliarSISTEGRAF Sistemas gráficos0% (1)
- Modulo 1 Planificación Estratégica Situacional ParticipativaDokument32 SeitenModulo 1 Planificación Estratégica Situacional ParticipativaAdrianaNoch keine Bewertungen
- Liderazgo Antecedentes Tendencias y Perspectivas D... - (Capítulo 1)Dokument6 SeitenLiderazgo Antecedentes Tendencias y Perspectivas D... - (Capítulo 1)Gabriel Antonio Rodriguez OteroNoch keine Bewertungen
- EJ CLASE-U III-enviarDokument1 SeiteEJ CLASE-U III-enviarAzael Cortes LopezNoch keine Bewertungen
- II Ciclo Básico, Música, Unidad II, Guía de Trabajo N°2°Dokument1 SeiteII Ciclo Básico, Música, Unidad II, Guía de Trabajo N°2°Amelia Orellana PerezNoch keine Bewertungen
- Diseño de AntenaDokument48 SeitenDiseño de AntenaJonas Emanuel Guardia AndradeNoch keine Bewertungen
- Sesión de Aprendizaje de Arte y Cultura 30 de JunioDokument5 SeitenSesión de Aprendizaje de Arte y Cultura 30 de JunioBEKSY MARTINEZ CRISTOBAL100% (1)
- Comunicado Siness Fed Cut FinalDokument2 SeitenComunicado Siness Fed Cut FinalSINESSS Sindicato Nacional de Enfermeras del Seguro Social de SaludNoch keine Bewertungen