Das könnte Ihnen auch gefallen
- Panduan Aplikasi Promodel PDFDokument55 SeitenPanduan Aplikasi Promodel PDFradityobayuaji100% (1)
- Soal Test PromkesDokument8 SeitenSoal Test PromkessusenoNoch keine Bewertungen
- Teori LomcDokument7 SeitenTeori LomcDewi S Kencana SilabanNoch keine Bewertungen
- Pengendalian Kualitas StatistikDokument41 SeitenPengendalian Kualitas StatistikHarryadi Novry100% (1)
- Sampling PenerimaanDokument82 SeitenSampling PenerimaanRizqi Rahmawati Chotimah67% (3)
- RCCPDokument34 SeitenRCCPKev Adi0% (1)
- I-7 Sampling Penerimaan - RidaDokument89 SeitenI-7 Sampling Penerimaan - RidaFauzan End67% (9)
- Acceptance SamplingDokument20 SeitenAcceptance SamplingNovie Tyas Noegroho Ningroem100% (1)
- Master Production Schedule (MPS)Dokument33 SeitenMaster Production Schedule (MPS)N AoiNoch keine Bewertungen
- Ujian DinasDokument33 SeitenUjian Dinassuseno100% (1)
- Tugas Besar Pemodelan SistemDokument56 SeitenTugas Besar Pemodelan SistemAditya Dimas Iswandharu67% (3)
- Sampling PenerimaanDokument14 SeitenSampling PenerimaanGilang Nurzatti50% (4)
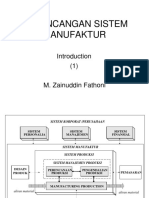
- PSM 1 Manufacturing SystemDokument44 SeitenPSM 1 Manufacturing SystemAldi IrawanNoch keine Bewertungen
- Laporan Praktikum Sistem Produksi - Perencanaan AgregatDokument42 SeitenLaporan Praktikum Sistem Produksi - Perencanaan Agregatarihanda83% (6)
- Laporan Praktikum SCMDokument37 SeitenLaporan Praktikum SCMMohamad NursetoNoch keine Bewertungen
- Peta KerjaDokument18 SeitenPeta Kerjahyani_hh4282100% (7)
- Diagram KontrolDokument14 SeitenDiagram KontrolINTANNoch keine Bewertungen
- Sampling PenerimaanDokument13 SeitenSampling PenerimaanHaris Naqihul AdibNoch keine Bewertungen
- C Dan U ChartDokument12 SeitenC Dan U ChartMuamal HamidiNoch keine Bewertungen
- Course 4 Model Persediaan Deterministik StatisDokument38 SeitenCourse 4 Model Persediaan Deterministik StatisEucharistia Yacoba NugrahaNoch keine Bewertungen
- Presentasi Oc CurveDokument28 SeitenPresentasi Oc CurveWilliam DansonNoch keine Bewertungen
- TugasDokument9 SeitenTugasChoirunisa AKNoch keine Bewertungen
- DODGE-ROMIG SamplingDokument10 SeitenDODGE-ROMIG SamplingAGUS PUTRADANA AMERTHANoch keine Bewertungen
- Pengendalian Kualitas Dan Reliabilitas ProdukDokument30 SeitenPengendalian Kualitas Dan Reliabilitas ProdukAnonymous rI4W6ob83% (6)
- Kelompok 7 The Dodge-Romig Sampling Plan Military StandardDokument17 SeitenKelompok 7 The Dodge-Romig Sampling Plan Military StandardZidane AriyandyNoch keine Bewertungen
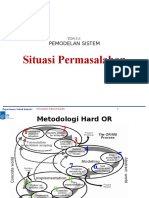
- 04 The Problem Situation (2017)Dokument37 Seiten04 The Problem Situation (2017)Elisabeth Bertania C0% (1)
- Contoh U ChartDokument5 SeitenContoh U ChartWahyu PratamaNoch keine Bewertungen
- Acceptance Sampling AtributDokument17 SeitenAcceptance Sampling AtributGema MahardhikaNoch keine Bewertungen
- Soal Uas Pengendalian KualitasDokument1 SeiteSoal Uas Pengendalian KualitasBagus FirmansyahNoch keine Bewertungen
- Bab V Design ToolingDokument30 SeitenBab V Design ToolingArif Budiyanto100% (1)
- Kelompok 1 Single Acceptance SamplingDokument16 SeitenKelompok 1 Single Acceptance SamplingZidane AriyandyNoch keine Bewertungen
- Grafik Pengendalian P, NP, U, CDokument9 SeitenGrafik Pengendalian P, NP, U, Cluluanata sanurNoch keine Bewertungen
- Pertemuan 3 Materi 7-9Dokument16 SeitenPertemuan 3 Materi 7-9Peter ChristianNoch keine Bewertungen
- Tugas Simulasi Sistem Dasar Simulasi - QueuDokument4 SeitenTugas Simulasi Sistem Dasar Simulasi - QueuAngga Mulana100% (3)
- Bab VI Peta KerjaDokument45 SeitenBab VI Peta KerjaArif Budiyanto100% (2)
- Materi-7B (AOQ - ATI - ASN)Dokument57 SeitenMateri-7B (AOQ - ATI - ASN)Deyana Banowati100% (3)
- Bank Soal Analisis Pengukuran KerjaDokument7 SeitenBank Soal Analisis Pengukuran KerjaRudy Virdiyanto100% (2)
- Shummard & WestinghouseDokument12 SeitenShummard & Westinghousemidoric_3Noch keine Bewertungen
- Bahan Kuliah PemodelanDokument256 SeitenBahan Kuliah PemodelanYudha Tama100% (1)
- Analisis Output SimulasiDokument19 SeitenAnalisis Output SimulasiAlmaash SuryakantaNoch keine Bewertungen
- Laporan PPICDokument52 SeitenLaporan PPICwahyuparwakhidNoch keine Bewertungen
- Fitria Maulida (1910312220036) - QuizStatistikaDokument3 SeitenFitria Maulida (1910312220036) - QuizStatistikafitria maulidaNoch keine Bewertungen
- Activity Relationship Chart (ArcDokument32 SeitenActivity Relationship Chart (ArcfadillahNoch keine Bewertungen
- Laporan Tugas Besar Simulasi Kelompok 7 Universitas TanjungpuraDokument83 SeitenLaporan Tugas Besar Simulasi Kelompok 7 Universitas TanjungpuraSakinah HbNoch keine Bewertungen
- Pengertian Work SamplingDokument10 SeitenPengertian Work SamplingMauliansyah SyachzeroNoch keine Bewertungen
- Rich Picture DiagramDokument1 SeiteRich Picture DiagramJessica NovitaNoch keine Bewertungen
- Bab I Pendahuluan 1.1 Latar Belakang: Statistical Process Control (SPC) Adalah Suatu Alat Kendali Proses YangDokument5 SeitenBab I Pendahuluan 1.1 Latar Belakang: Statistical Process Control (SPC) Adalah Suatu Alat Kendali Proses YangOyeekNoch keine Bewertungen
- Tugas 2 Bill of Material Sebuah ProdukDokument3 SeitenTugas 2 Bill of Material Sebuah ProdukBima PranajayaNoch keine Bewertungen
- Pengendalian Kualitas - Rencana Penerimaan Sampel Data Variabel Bagian 1Dokument24 SeitenPengendalian Kualitas - Rencana Penerimaan Sampel Data Variabel Bagian 1Tomi Rizki100% (1)
- Opc Mainan MobilDokument1 SeiteOpc Mainan MobilEja Suteja67% (3)
- Program Linear - Metode GrafikDokument42 SeitenProgram Linear - Metode GrafikDaffa AjiNoch keine Bewertungen
- Pro ModelDokument29 SeitenPro ModelnuryaandiNoch keine Bewertungen
- Tabel MTM PrintDokument12 SeitenTabel MTM PrinttokosaudaraNoch keine Bewertungen
- Route SheetDokument11 SeitenRoute SheetqonilalaurizaNoch keine Bewertungen
- Data Dimensi Produk ReferensiDokument8 SeitenData Dimensi Produk ReferensiAnton WijanarkoNoch keine Bewertungen
- Goal ProgrammingDokument18 SeitenGoal ProgrammingSyarif GadyNoch keine Bewertungen
- JAWABAN KUIS PERTEMUAN 14 (Online 5 - Penjadwalan Produksi Mesin Serial Dan Paralel)Dokument6 SeitenJAWABAN KUIS PERTEMUAN 14 (Online 5 - Penjadwalan Produksi Mesin Serial Dan Paralel)Wiwid Afdalliani PutriNoch keine Bewertungen
- Peta Kendali C Dan UDokument7 SeitenPeta Kendali C Dan UAnissaNoch keine Bewertungen
- Pengendalian KualitasDokument46 SeitenPengendalian KualitasNovita Ratna PrimantariNoch keine Bewertungen
- Toledo Manufacturing Case FinalDokument8 SeitenToledo Manufacturing Case Finalmuhammad yusuf0% (2)
- APSKDokument9 SeitenAPSKMabruri AliNoch keine Bewertungen
- Aplikasi Grafik Pengendali X Bar 662008009Dokument6 SeitenAplikasi Grafik Pengendali X Bar 662008009Defiyanto FirmansahNoch keine Bewertungen
- Peraturan Bupati TarifDokument13 SeitenPeraturan Bupati TarifsusenoNoch keine Bewertungen
- SK Petugas KeamananDokument2 SeitenSK Petugas KeamanansusenoNoch keine Bewertungen
- POKOK Pokok Materi UU ASNDokument4 SeitenPOKOK Pokok Materi UU ASNsusenoNoch keine Bewertungen
- SPTJM GumukmasDokument4 SeitenSPTJM Gumukmasविश्वासी एक पूर्णNoch keine Bewertungen
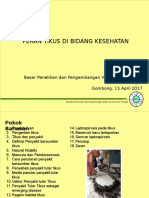
- Peran Tikus Dalam Bidang Kesehatan-Kebumen 2017Dokument22 SeitenPeran Tikus Dalam Bidang Kesehatan-Kebumen 2017susenoNoch keine Bewertungen
- Analisis Multidimensional ScalingDokument11 SeitenAnalisis Multidimensional ScalingsusenoNoch keine Bewertungen
- Makalah Konsep Model Keperawatan Teori FlorenceDokument11 SeitenMakalah Konsep Model Keperawatan Teori Florencesuseno0% (1)
- Workshop Mutu Puskesmas Dan Keselamatan PasienDokument7 SeitenWorkshop Mutu Puskesmas Dan Keselamatan PasiensusenoNoch keine Bewertungen
- Analisis DiskriminanDokument13 SeitenAnalisis DiskriminansusenoNoch keine Bewertungen
- Persyaratan BPJS PersalinanDokument3 SeitenPersyaratan BPJS PersalinansusenoNoch keine Bewertungen
- Validitas Dan ReliabilitasDokument6 SeitenValiditas Dan ReliabilitassusenoNoch keine Bewertungen
- Membuat Tabel Statistik Dengan SpssDokument4 SeitenMembuat Tabel Statistik Dengan SpsssusenoNoch keine Bewertungen
- Pengenalan WarpPLSDokument6 SeitenPengenalan WarpPLSsusenoNoch keine Bewertungen