Das könnte Ihnen auch gefallen
- Imindmap 11Dokument3 SeitenImindmap 11ahmustNoch keine Bewertungen
- Heidenhain FK-Programming TNC 530iDokument83 SeitenHeidenhain FK-Programming TNC 530itonybullough100% (1)
- Log4j2 Users Guide PDFDokument212 SeitenLog4j2 Users Guide PDFKavyaNoch keine Bewertungen
- 13 Internal Audit Procedure Integrated Preview enDokument3 Seiten13 Internal Audit Procedure Integrated Preview enBogdan CorneaNoch keine Bewertungen
- DMG-iTNC530 MillProgManual (533 190-23) PDFDokument789 SeitenDMG-iTNC530 MillProgManual (533 190-23) PDFMACKAY9999Noch keine Bewertungen
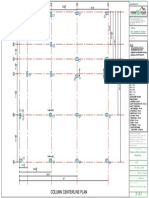
- 1 Column Centerline PlanDokument1 Seite1 Column Centerline PlankamleshyadavmoneyNoch keine Bewertungen
- Network ModelsDokument32 SeitenNetwork ModelsWesal RefatNoch keine Bewertungen
- CNC - Machines PresentationDokument31 SeitenCNC - Machines PresentationSascha SchranzNoch keine Bewertungen
- CNC Technology: Amasidda R ChinagundiDokument27 SeitenCNC Technology: Amasidda R Chinagundiabhijit biswasNoch keine Bewertungen
- The Use of Variables, Macros and Subroutines and Compatibility With FANUC Parametric Programming ......................... 3Dokument10 SeitenThe Use of Variables, Macros and Subroutines and Compatibility With FANUC Parametric Programming ......................... 3Jérôme GRANGENoch keine Bewertungen
- Programming MillDokument81 SeitenProgramming MillEddy ZalieNoch keine Bewertungen
- CNC Basic & Prog.Dokument89 SeitenCNC Basic & Prog.Christine BrownNoch keine Bewertungen
- (Lecture Notes in Computer Science 4488) JeongHee Cha, GyeYoung Kim, HyungIl Choi (auth.), Yong Shi, Geert Dick van Albada, Jack Dongarra, Peter M. A. Sloot (eds.)-Computational Science – ICCS 2007_ 7.pdfDokument1.284 Seiten(Lecture Notes in Computer Science 4488) JeongHee Cha, GyeYoung Kim, HyungIl Choi (auth.), Yong Shi, Geert Dick van Albada, Jack Dongarra, Peter M. A. Sloot (eds.)-Computational Science – ICCS 2007_ 7.pdfGaboGagNoch keine Bewertungen
- Ch-11 NC CNC DNC FMS Automation and RoboticsDokument143 SeitenCh-11 NC CNC DNC FMS Automation and RoboticsshafiqNoch keine Bewertungen
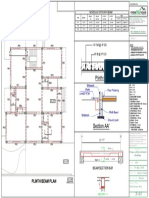
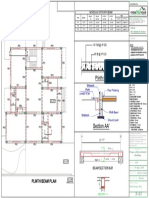
- 6 Plinth Beam PlanDokument1 Seite6 Plinth Beam PlankamleshyadavmoneyNoch keine Bewertungen
- Lecture Cad CamDokument84 SeitenLecture Cad Camismail_69Noch keine Bewertungen
- Post Processor ManualDokument16 SeitenPost Processor ManualVagner Aux CadNoch keine Bewertungen
- Toilet Detail DrawingsDokument1 SeiteToilet Detail Drawingskamleshyadavmoney100% (1)
- S.No1 CCIE-RS-BC-RevDokument230 SeitenS.No1 CCIE-RS-BC-RevMithilesh SharmaNoch keine Bewertungen
- 11 Cad Cam CNC Programming MVVDokument37 Seiten11 Cad Cam CNC Programming MVVbassem smatiNoch keine Bewertungen
- Overview of New and Modified Software Functions: NC Software 34059x-02 To 34059x-11Dokument133 SeitenOverview of New and Modified Software Functions: NC Software 34059x-02 To 34059x-11Langer MexicoNoch keine Bewertungen
- Heidenhain TNC 620 User ManualDokument48 SeitenHeidenhain TNC 620 User ManualBombacı MülayimNoch keine Bewertungen
- Milling Programming ManualDokument207 SeitenMilling Programming ManualAhmad Suffian IsmailNoch keine Bewertungen
- Remote Procedure CallsDokument104 SeitenRemote Procedure CallsxenonyodaNoch keine Bewertungen
- Project Synopsis RakeshDokument4 SeitenProject Synopsis RakeshRakesh Chopra100% (2)
- 6 Plinth Beam Plan PDFDokument1 Seite6 Plinth Beam Plan PDFkamleshyadavmoneyNoch keine Bewertungen
- Computer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentDokument43 SeitenComputer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentSreedhar PugalendhiNoch keine Bewertungen
- CNC Programmer Job Description PostingDokument2 SeitenCNC Programmer Job Description Postingsmith9krNoch keine Bewertungen
- FANUC G Code of LatheDokument2 SeitenFANUC G Code of Latheteam1 M y B100% (1)
- CNC1Dokument91 SeitenCNC1Revana KadurNoch keine Bewertungen
- Comparative Study of CNC Controllers Used in CNC Milling MachineDokument9 SeitenComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALNoch keine Bewertungen
- Introduction of CNC Milling To First-Year Engineering Students With Interests inDokument10 SeitenIntroduction of CNC Milling To First-Year Engineering Students With Interests ineliiiiiiNoch keine Bewertungen
- CNC Codes and LettersDokument48 SeitenCNC Codes and LettersIvo DimitrovNoch keine Bewertungen
- Touch Probe Cycles: Product InformationDokument6 SeitenTouch Probe Cycles: Product Informationsonnv_hcmuteNoch keine Bewertungen
- Mba-058-En 02 1310 Cert Education MedDokument12 SeitenMba-058-En 02 1310 Cert Education Medchristian111Noch keine Bewertungen
- CNC HistoryDokument26 SeitenCNC HistoryBas RamuNoch keine Bewertungen
- CNC Common Terms PDFDokument2 SeitenCNC Common Terms PDFShaival JhaNoch keine Bewertungen
- Jyoti CNCDokument46 SeitenJyoti CNCAmit Vora100% (1)
- Part Programming Manual PDFDokument80 SeitenPart Programming Manual PDFTejas KumarNoch keine Bewertungen
- Program Structure of CNC Machines According To PALDokument16 SeitenProgram Structure of CNC Machines According To PALmanuel_plfNoch keine Bewertungen
- CNC Mill ProgrammingDokument24 SeitenCNC Mill ProgrammingZahidah AmaninaNoch keine Bewertungen
- CNC Milling Sample ProgramDokument16 SeitenCNC Milling Sample ProgramjayyadavvpcNoch keine Bewertungen
- DIN ISO Programming USer Manual 2010Dokument618 SeitenDIN ISO Programming USer Manual 2010Reymondo BundocNoch keine Bewertungen
- iTNC 530: User's Manual Heidenhain Conversational ProgrammingDokument729 SeiteniTNC 530: User's Manual Heidenhain Conversational ProgrammingCarlos Aguilar MontemayorNoch keine Bewertungen
- CNC TurningDokument13 SeitenCNC TurningJAMES JUDYNoch keine Bewertungen
- CNC Lab ManualDokument40 SeitenCNC Lab ManualPavaniNoch keine Bewertungen
- CNCDokument98 SeitenCNCRohit SinghNoch keine Bewertungen
- Unit 7 - CNC - Lecture 1Dokument20 SeitenUnit 7 - CNC - Lecture 1RakshithNoch keine Bewertungen
- Invo MillingDokument8 SeitenInvo MillingOvidiu StoianNoch keine Bewertungen
- MTM Lab PresentationDokument26 SeitenMTM Lab PresentationMuhammad WaseemNoch keine Bewertungen
- VericutDokument20 SeitenVericutStanko Radovanovic0% (1)
- My CNC TurningDokument7 SeitenMy CNC Turningde_stanszaNoch keine Bewertungen
- APT (Programming Language) - Wikipedia, The Free EncyclopediaDokument3 SeitenAPT (Programming Language) - Wikipedia, The Free EncyclopediaAhmed JahaNoch keine Bewertungen
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Dokument11 SeitenIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaNoch keine Bewertungen
- Cutting Force of End Cutting Tool Milling MachiningDokument24 SeitenCutting Force of End Cutting Tool Milling MachiningGabryel BogdanNoch keine Bewertungen
- Deep Hole Machining ENGDokument150 SeitenDeep Hole Machining ENGCristian Fuentes100% (1)
- Cam Lab ManualDokument14 SeitenCam Lab Manualelangandhi0% (1)
- CNC RoboticsDokument17 SeitenCNC RoboticsKunal DuttNoch keine Bewertungen
- HMC BasicDokument14 SeitenHMC BasicShashankNoch keine Bewertungen
- Cim Lab Exam Q SDokument17 SeitenCim Lab Exam Q SMohammed ImranNoch keine Bewertungen
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Dokument8 SeitenDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNoch keine Bewertungen
- Common G Codes and M Codes For CNC Machine ControlsDokument2 SeitenCommon G Codes and M Codes For CNC Machine ControlsVidyut KumarNoch keine Bewertungen
- CNC CodexDokument10 SeitenCNC CodexAmar AshrafNoch keine Bewertungen
- Ch4capp AptDokument28 SeitenCh4capp AptRajesh VermaNoch keine Bewertungen
- CNC Stands For Computer Numerical Control, And: G-Code. CNC Was Developed inDokument4 SeitenCNC Stands For Computer Numerical Control, And: G-Code. CNC Was Developed inKhateeb Ul Islam QadriNoch keine Bewertungen
- 01 Introduction To CNC TechnologyDokument46 Seiten01 Introduction To CNC TechnologyNeil RobertsNoch keine Bewertungen
- Feed Rate CalculationsDokument4 SeitenFeed Rate CalculationsJesus Said Mercado VegaNoch keine Bewertungen
- Economics of Metal Cutting OperationsDokument64 SeitenEconomics of Metal Cutting OperationsrohanNoch keine Bewertungen
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryVon EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Ch-11 NC CNC DNC FMS Automation and RoboticsDokument143 SeitenCh-11 NC CNC DNC FMS Automation and RoboticsShafiq AhmadNoch keine Bewertungen
- NC - CNC - DNCDokument99 SeitenNC - CNC - DNCsanjeevani rawatNoch keine Bewertungen
- Sub:Risk Assumption Letter: Insured Vehicles DetailsDokument4 SeitenSub:Risk Assumption Letter: Insured Vehicles DetailskamleshyadavmoneyNoch keine Bewertungen
- Foundation ScheduleDokument1 SeiteFoundation SchedulekamleshyadavmoneyNoch keine Bewertungen
- Croma - Campus - Ceaser II Training CurriculumDokument3 SeitenCroma - Campus - Ceaser II Training CurriculumkamleshyadavmoneyNoch keine Bewertungen
- Client Mr. Kamlesh Yadav: NotesDokument1 SeiteClient Mr. Kamlesh Yadav: NoteskamleshyadavmoneyNoch keine Bewertungen
- F.F. & S.F. Kamlesh Yadav Triplex Complete Set-Plan-1Dokument1 SeiteF.F. & S.F. Kamlesh Yadav Triplex Complete Set-Plan-1kamleshyadavmoneyNoch keine Bewertungen
- Terrace Slab DetailsDokument1 SeiteTerrace Slab DetailskamleshyadavmoneyNoch keine Bewertungen
- Column Centerline PlanDokument1 SeiteColumn Centerline PlankamleshyadavmoneyNoch keine Bewertungen
- FF Slab Details PDFDokument1 SeiteFF Slab Details PDFkamleshyadavmoneyNoch keine Bewertungen
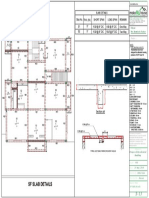
- SF Slab DetailsDokument1 SeiteSF Slab DetailskamleshyadavmoneyNoch keine Bewertungen
- FF Column Plan PDFDokument1 SeiteFF Column Plan PDFkamleshyadavmoneyNoch keine Bewertungen
- Staircase DetailsDokument1 SeiteStaircase DetailskamleshyadavmoneyNoch keine Bewertungen
- Plant Design and Management System PDMS - An Overview PDFDokument9 SeitenPlant Design and Management System PDMS - An Overview PDFkamleshyadavmoneyNoch keine Bewertungen
- Client Mr. Kamlesh Yadav: NotesDokument1 SeiteClient Mr. Kamlesh Yadav: NoteskamleshyadavmoneyNoch keine Bewertungen
- Mr. Kamlesh - Yadav-10. Section A-A'Dokument1 SeiteMr. Kamlesh - Yadav-10. Section A-A'kamleshyadavmoneyNoch keine Bewertungen
- Evdt 219 Wdu 1901 PDFDokument1 SeiteEvdt 219 Wdu 1901 PDFkamleshyadavmoneyNoch keine Bewertungen
- GF Slab DetailsDokument1 SeiteGF Slab DetailskamleshyadavmoneyNoch keine Bewertungen
- Tank DesignDokument2 SeitenTank DesignkamleshyadavmoneyNoch keine Bewertungen
- Mr. Kamlesh - Yadav-18. G. Floor Electrical LayoutDokument1 SeiteMr. Kamlesh - Yadav-18. G. Floor Electrical LayoutkamleshyadavmoneyNoch keine Bewertungen
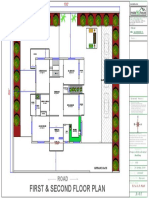
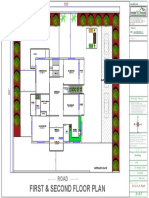
- First & Second Floor Plan: Client Mr. Kamlesh YDokument1 SeiteFirst & Second Floor Plan: Client Mr. Kamlesh YkamleshyadavmoneyNoch keine Bewertungen
- Client Mr. Kamlesh Yadav: NotesDokument1 SeiteClient Mr. Kamlesh Yadav: NoteskamleshyadavmoneyNoch keine Bewertungen
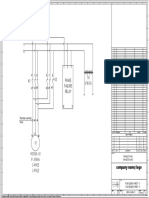
- Company Name/logo: REV Description Drn. Date Chkd. AppdDokument1 SeiteCompany Name/logo: REV Description Drn. Date Chkd. AppdkamleshyadavmoneyNoch keine Bewertungen
- 6 SWR Drainage SystemDokument4 Seiten6 SWR Drainage SystemkamleshyadavmoneyNoch keine Bewertungen
- S.N. Tag Number Instrument Type Service LocationDokument6 SeitenS.N. Tag Number Instrument Type Service LocationkamleshyadavmoneyNoch keine Bewertungen
- Gr.A 1 Flat Bar 25 X 3 THK. X 470m LG. IS-2062 Gr. B GR.B 1 Square Bar 5 X 5 X 420 M Lg. IS-2062 Gr. B Total Weight (KG.)Dokument2 SeitenGr.A 1 Flat Bar 25 X 3 THK. X 470m LG. IS-2062 Gr. B GR.B 1 Square Bar 5 X 5 X 420 M Lg. IS-2062 Gr. B Total Weight (KG.)kamleshyadavmoneyNoch keine Bewertungen
- Designation:-Stack Detail Drg No 460SK1 Rev No φ1600 Tot Wt (Kgs) S. No. Description Item No QtyDokument28 SeitenDesignation:-Stack Detail Drg No 460SK1 Rev No φ1600 Tot Wt (Kgs) S. No. Description Item No QtykamleshyadavmoneyNoch keine Bewertungen
- Proyek Robotika - Mobile Robot MechanismDokument14 SeitenProyek Robotika - Mobile Robot MechanismSatriyoAriezNoch keine Bewertungen
- What Are The Undecidable Problems in TOCDokument7 SeitenWhat Are The Undecidable Problems in TOCsudulagunta aksharaNoch keine Bewertungen
- Indian National Olympiad in Informatics, 2015Dokument6 SeitenIndian National Olympiad in Informatics, 2015Fian IlhamNoch keine Bewertungen
- Csit EssayDokument4 SeitenCsit Essayapi-311617581Noch keine Bewertungen
- Laplace Transform Table: Appendix DDokument4 SeitenLaplace Transform Table: Appendix DHKVMVPVPV021511Noch keine Bewertungen
- Courier Delivery ExectiveDokument3 SeitenCourier Delivery ExectiveKarthikeyan TNoch keine Bewertungen
- 2.1 WorkbookDokument33 Seiten2.1 Workbookbaroliy775Noch keine Bewertungen
- Caterpillar Engine Delivery Service Record: Filling InstructionsDokument4 SeitenCaterpillar Engine Delivery Service Record: Filling InstructionsIgnacio Alejandro Jose Helo VarelaNoch keine Bewertungen
- Mesh Intro 18.0 WS4.1 CFD Workshop Instructions Local Mesh ControlsDokument33 SeitenMesh Intro 18.0 WS4.1 CFD Workshop Instructions Local Mesh Controlsrodrigoq1Noch keine Bewertungen
- Data Visualization Flyer - Protiviti - 230817Dokument1 SeiteData Visualization Flyer - Protiviti - 230817Ashwin LeonardNoch keine Bewertungen
- Introduction To DVB-T2Dokument142 SeitenIntroduction To DVB-T2arsenaldoNoch keine Bewertungen
- Adobe Photoshop Multiple-Choice Questions (MCQS)Dokument31 SeitenAdobe Photoshop Multiple-Choice Questions (MCQS)Harshal ThakurNoch keine Bewertungen
- Comp 2Dokument2 SeitenComp 2Giovanni de los SantosNoch keine Bewertungen
- Sfswmso13 Part 03Dokument156 SeitenSfswmso13 Part 03Gustavo Tromper Trimpis100% (1)
- Sarscape For EnviDokument44 SeitenSarscape For EnviMaria DiamantopoulouNoch keine Bewertungen
- Additional MathematicsDokument5 SeitenAdditional MathematicsAdam NaqibNoch keine Bewertungen
- 12 Creating and Deploying Administrative TemplatesDokument26 Seiten12 Creating and Deploying Administrative TemplatesAlexandreAntunesNoch keine Bewertungen
- 1 PBDokument9 Seiten1 PBrisnandarama123Noch keine Bewertungen
- Image File FormatsDokument22 SeitenImage File FormatsAyano MiyuzakiNoch keine Bewertungen
- PCI and RSI Collisions-Rodrigo Verissimo Extended AbstractDokument8 SeitenPCI and RSI Collisions-Rodrigo Verissimo Extended Abstractfatemeh sameniNoch keine Bewertungen
- IDS I10 User Manual Rev DDokument276 SeitenIDS I10 User Manual Rev DRoy LuoNoch keine Bewertungen