Das könnte Ihnen auch gefallen
- MazakDokument74 SeitenMazakphuongdx100% (1)
- MAZAK MatrixMillTurn EIA ProgManualDokument618 SeitenMAZAK MatrixMillTurn EIA ProgManuallastowlNoch keine Bewertungen
- Mazak Matrixmillturn Eia Progmanual PDFDokument618 SeitenMazak Matrixmillturn Eia Progmanual PDFCorey YoungNoch keine Bewertungen
- Mazak Alignment Procedure Integrex MK-IVDokument14 SeitenMazak Alignment Procedure Integrex MK-IVMauro S Cabral100% (2)
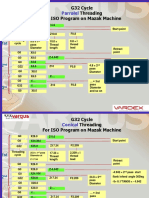
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelDokument4 SeitenG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50Noch keine Bewertungen
- Service Manual: SV01-NHX40AX03-01E NHX4000 MSX-853 Axis Adjustment Procedure of Z-Axis Zero Return PositionDokument5 SeitenService Manual: SV01-NHX40AX03-01E NHX4000 MSX-853 Axis Adjustment Procedure of Z-Axis Zero Return Positionmahdi elmay100% (3)
- Ball Screw Maintenance PDFDokument15 SeitenBall Screw Maintenance PDFSergio Trujillo CerroNoch keine Bewertungen
- MazakDokument2 SeitenMazakLuis Margaret Aldape100% (1)
- DD 129283005 CDokument79 SeitenDD 129283005 CTensaigaNoch keine Bewertungen
- Mazak Integrex ATC Alignment ProcedureDokument29 SeitenMazak Integrex ATC Alignment Procedureganesan 0011100% (1)
- Mazak Mill Backlash AdjustmentDokument4 SeitenMazak Mill Backlash AdjustmentKurma RaoNoch keine Bewertungen
- MAZAK Matrix2 EIA ProgManualDokument502 SeitenMAZAK Matrix2 EIA ProgManuallastowl50% (2)
- Mori Seiki GM CodeDokument10 SeitenMori Seiki GM CodevusvusNoch keine Bewertungen
- Doosan Puma MX Series PDFDokument68 SeitenDoosan Puma MX Series PDFGuillermo RamirezNoch keine Bewertungen
- Service Manual: SV01-NHX40AT03-01E NHX4000 NHX5000 ATC Adjustment of Spindle Orientation PositionDokument1 SeiteService Manual: SV01-NHX40AT03-01E NHX4000 NHX5000 ATC Adjustment of Spindle Orientation Positionmahdi elmay100% (1)
- SystemVarsAlpha List OkumaDokument16 SeitenSystemVarsAlpha List Okumaseb_dominique100% (2)
- MF640 MPro Alarm List H736SA0024EDokument98 SeitenMF640 MPro Alarm List H736SA0024Erain21cn163.comNoch keine Bewertungen
- 6-1. How To Adjust Spindle Orientation For Mitsubishi M520 - 140501Dokument4 Seiten6-1. How To Adjust Spindle Orientation For Mitsubishi M520 - 140501323ciNoch keine Bewertungen
- Doosan-Fanuc High Speed ModeDokument2 SeitenDoosan-Fanuc High Speed Modemarkoskitp100% (1)
- Macro " B " Programming: Makino Asia Pte LTD Application DepartmentDokument71 SeitenMacro " B " Programming: Makino Asia Pte LTD Application DepartmentS.Dharanipathy85% (13)
- Manual Guide: Turning ExamplesDokument116 SeitenManual Guide: Turning Examplessavoire et savoire faireNoch keine Bewertungen
- Okuma Manuals 329Dokument541 SeitenOkuma Manuals 329Yafim ZilberbergNoch keine Bewertungen
- EN - 840D SL - 5-Axis Training Manual - v26Dokument388 SeitenEN - 840D SL - 5-Axis Training Manual - v26emir_delic2810Noch keine Bewertungen
- Siemens 840D - Basic FunctionsDokument1.726 SeitenSiemens 840D - Basic FunctionsKikiKolakovicNoch keine Bewertungen
- CNC Mitsubishi Serie700-70 HandbookDokument368 SeitenCNC Mitsubishi Serie700-70 Handbooklcbohlke0% (1)
- Fanuc CNC Parts: Rigid Tapping TroubleshootingDokument6 SeitenFanuc CNC Parts: Rigid Tapping TroubleshootingTony AntonyNoch keine Bewertungen
- Variaxis I SeriesDokument22 SeitenVariaxis I Seriesbhandge8850% (2)
- Km-Nlx-A0en 1 L42165a01Dokument420 SeitenKm-Nlx-A0en 1 L42165a01JoeNoch keine Bewertungen
- Alarm Parameter ManualDokument459 SeitenAlarm Parameter ManualDenise Roper50% (2)
- Special Functions 840D 840di 810DDokument722 SeitenSpecial Functions 840D 840di 810Dstanalina00100% (1)
- Oprawki - Mazak Schite DeseneDokument32 SeitenOprawki - Mazak Schite DeseneStoian Valentin50% (2)
- Okuma OSP 5 Axis TrainingDokument49 SeitenOkuma OSP 5 Axis TrainingRick WilliamsNoch keine Bewertungen
- Mazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineDokument3 SeitenMazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineAlberto SabasNoch keine Bewertungen
- Star CNCDokument27 SeitenStar CNCNéstor CastilloNoch keine Bewertungen
- Calibrare Tool Eye MazakDokument1 SeiteCalibrare Tool Eye MazakqdarioNoch keine Bewertungen
- Mitsubishi Meldas 60 SeriesDokument443 SeitenMitsubishi Meldas 60 SeriesFelipe Cordeiro100% (3)
- Mazak Integrex MK-IV Alignment NotesDokument22 SeitenMazak Integrex MK-IV Alignment NotesjaniNoch keine Bewertungen
- Fanuc Manual GuideDokument172 SeitenFanuc Manual GuidemarianhainarosieNoch keine Bewertungen
- TCP FanucDokument51 SeitenTCP FanucAnonymous PJP78mSx33% (3)
- Specifications: FANUC Series 16/18-MB/TB/MC/TC FANUC Series 16Dokument15 SeitenSpecifications: FANUC Series 16/18-MB/TB/MC/TC FANUC Series 16avalente112Noch keine Bewertungen
- SINUMERIK 840D - 840di SINUMERIK 810D - FM - NC HMI PDFDokument574 SeitenSINUMERIK 840D - 840di SINUMERIK 810D - FM - NC HMI PDFVladimirAgeev100% (3)
- Applications Training For Integrex-100 400MkIII Series Mazatrol FusionDokument89 SeitenApplications Training For Integrex-100 400MkIII Series Mazatrol FusionjaniNoch keine Bewertungen
- Okuma Scheduled MaintenanceDokument29 SeitenOkuma Scheduled MaintenanceSergio Trujillo CerroNoch keine Bewertungen
- Mazak 640M PLC Edit ProcedureDokument1 SeiteMazak 640M PLC Edit ProcedureRMK BrothersNoch keine Bewertungen
- Operating Manual: Mazatrol SmoothcDokument84 SeitenOperating Manual: Mazatrol SmoothcLuis VargasNoch keine Bewertungen
- FANUC Macro Program ProgrammingDokument16 SeitenFANUC Macro Program ProgrammingVinsensius Herdani Agung Nugroho50% (4)
- ATC Rescue Fanuc 0i ControllerDokument6 SeitenATC Rescue Fanuc 0i ControllerThao Lequang100% (1)
- CD30MA0012EDokument130 SeitenCD30MA0012EMichael Naím Dévora QuintanarNoch keine Bewertungen
- Okuma Osp p300s p300l Gauging Systems Instruction Manual Application Le61 497 R01a PDFDokument191 SeitenOkuma Osp p300s p300l Gauging Systems Instruction Manual Application Le61 497 R01a PDFseb_dominiqueNoch keine Bewertungen
- Programming Manual: Mazatrol Matrix NexusDokument350 SeitenProgramming Manual: Mazatrol Matrix NexusMilton Righetto Nass100% (1)
- VRX J Series 99j266313e0-1309Dokument28 SeitenVRX J Series 99j266313e0-1309bhandge880% (1)
- Mitsubishi Manuals 924 PDFDokument46 SeitenMitsubishi Manuals 924 PDFPablo M. Estrada Aguilar0% (1)
- Mazak Int MarkIV ATC Operation Menu and Recovery ProceduresDokument11 SeitenMazak Int MarkIV ATC Operation Menu and Recovery ProceduresArturo LopezNoch keine Bewertungen
- Okuma OSP P300S Tool Magazine Instruction ManualDokument61 SeitenOkuma OSP P300S Tool Magazine Instruction Manualsunhuynh100% (1)
- U W CNC Lathe CNC Program ExamplesDokument30 SeitenU W CNC Lathe CNC Program ExamplesTrần Xuân Thanh100% (1)
- CNC TRAINDokument124 SeitenCNC TRAINakshat naiduNoch keine Bewertungen
- CNC ProgrammingDokument62 SeitenCNC ProgrammingSanjog Maiti100% (1)
- CNC ProgramsDokument5 SeitenCNC ProgramsBravo VermaNoch keine Bewertungen
- CNC Programs ExamplesDokument5 SeitenCNC Programs ExamplesNemikumar GandhiNoch keine Bewertungen
- CH 15Dokument42 SeitenCH 15mah b0% (1)
- Unitec Research Committee Final Report: Researcher: Project Title: Project Code: Date of ReportDokument6 SeitenUnitec Research Committee Final Report: Researcher: Project Title: Project Code: Date of ReportRiya JosephNoch keine Bewertungen
- Window Pane Reflection ProblemDokument8 SeitenWindow Pane Reflection ProblemLee GaoNoch keine Bewertungen
- Xie-Ye Polymerization CatalysisDokument47 SeitenXie-Ye Polymerization CatalysisjasvindersinghsagguNoch keine Bewertungen
- Finding The Right Materials ESPDokument8 SeitenFinding The Right Materials ESPEdison Dela Cruz Jr.100% (1)
- ROLAN BART Zadovoljstvo U TekstuDokument56 SeitenROLAN BART Zadovoljstvo U Tekstujokokokl100% (18)
- AT Lab Experiment 3 Morse TestDokument5 SeitenAT Lab Experiment 3 Morse TestADITYA DWIVEDINoch keine Bewertungen
- Be11 enDokument12 SeitenBe11 enSaqlain Mir100% (1)
- WellCAD Logs OverviewDokument9 SeitenWellCAD Logs OverviewpankuNoch keine Bewertungen
- Tracing The Location of A Typhon Lesson PlanDokument4 SeitenTracing The Location of A Typhon Lesson PlanJoh A Nna100% (2)
- Fmparente Erftc Porto 20090605Dokument78 SeitenFmparente Erftc Porto 20090605ChiefpereraNoch keine Bewertungen
- Epf011acd Ug V02-7302Dokument124 SeitenEpf011acd Ug V02-7302sluz2000Noch keine Bewertungen
- 21st Bomber Command Tactical Mission Report 64, 65, OcrDokument57 Seiten21st Bomber Command Tactical Mission Report 64, 65, OcrJapanAirRaidsNoch keine Bewertungen
- Experiencing Meanings in Spark S The Prime of Miss Jean BrodieDokument18 SeitenExperiencing Meanings in Spark S The Prime of Miss Jean BrodieMaria AgusNoch keine Bewertungen
- TKL Pump - Data - SheetDokument1 SeiteTKL Pump - Data - Sheetธนาชัย เต็งจิรธนาภาNoch keine Bewertungen
- The Theory of Reasoned ActionDokument2 SeitenThe Theory of Reasoned ActionAisha Vidya TriyandaniNoch keine Bewertungen
- Frank Mason (A)Dokument13 SeitenFrank Mason (A)Anonymous euEXCKl0% (1)
- Bending Moment PresentationDokument21 SeitenBending Moment PresentationRiethanelia UsunNoch keine Bewertungen
- Lorma Scope of WorkDokument2 SeitenLorma Scope of WorkJb TiscubNoch keine Bewertungen
- Ladd CC 1964 - Stress-Strain Behavior of Saturated Clay and Basic Strength Principles PDFDokument125 SeitenLadd CC 1964 - Stress-Strain Behavior of Saturated Clay and Basic Strength Principles PDFSaraswati NoorNoch keine Bewertungen
- Data Communication and Computer Networks (EIE418) : Prof. E. Adetiba (PH.D, R.Engr. (COREN) )Dokument52 SeitenData Communication and Computer Networks (EIE418) : Prof. E. Adetiba (PH.D, R.Engr. (COREN) )John DavidNoch keine Bewertungen
- Performance-Based Engineering of Wood Frame Housing: Fragility Analysis MethodologyDokument7 SeitenPerformance-Based Engineering of Wood Frame Housing: Fragility Analysis MethodologyJuanGrandonGoddardNoch keine Bewertungen
- Layout Proposal CSD 17 5613Dokument1 SeiteLayout Proposal CSD 17 5613Cesar Garay RangelNoch keine Bewertungen
- Engagement : Rebecca StobaughDokument188 SeitenEngagement : Rebecca StobaughAli AhmadNoch keine Bewertungen
- Program in Less Than 24 MonthsDokument2 SeitenProgram in Less Than 24 MonthsHermi BurquesNoch keine Bewertungen
- The Old Ossetic Inscription From The River Zelenčuk,: Achtung!Dokument4 SeitenThe Old Ossetic Inscription From The River Zelenčuk,: Achtung!gippertNoch keine Bewertungen
- Elastic CollisionDokument1 SeiteElastic CollisionTeo Hui pingNoch keine Bewertungen
- COMPLETE LIST OF ATRsDokument63 SeitenCOMPLETE LIST OF ATRslevi metzgarNoch keine Bewertungen
- 1 - KSU Research Methodology Overview (A Mandil, Oct 2009)Dokument25 Seiten1 - KSU Research Methodology Overview (A Mandil, Oct 2009)Fatamii IiiNoch keine Bewertungen
- ABB - Fuses Vs FuselessDokument18 SeitenABB - Fuses Vs Fuselesskhalid100% (1)