Das könnte Ihnen auch gefallen
- Flexible Manufacturing System (FMS)Dokument30 SeitenFlexible Manufacturing System (FMS)k19ajay100% (1)
- FQ Flexible Manufacturing Systems FMSDokument30 SeitenFQ Flexible Manufacturing Systems FMSSasiKumar PetchiappanNoch keine Bewertungen
- Flexible Manufacturing Systems (FMS)Dokument30 SeitenFlexible Manufacturing Systems (FMS)waqasalitunio100% (2)
- ch09-Essential of CNC Technology (相容模式) PDFDokument18 Seitench09-Essential of CNC Technology (相容模式) PDF劉宗昇Noch keine Bewertungen
- NC, CNC and DNCDokument7 SeitenNC, CNC and DNCaqtu12fuc67% (3)
- Design and Implementation of 3 Axis Linear Interpolation Controller in Fpga For CNC Machines and RoboticsDokument11 SeitenDesign and Implementation of 3 Axis Linear Interpolation Controller in Fpga For CNC Machines and RoboticsIAEME Publication100% (1)
- The Synergies of Hybridizing CNC and Additive ManufacturingDokument8 SeitenThe Synergies of Hybridizing CNC and Additive ManufacturingdemuxNoch keine Bewertungen
- Components of NC Systems Classification of NC Machines Consructional DetailsDokument32 SeitenComponents of NC Systems Classification of NC Machines Consructional DetailsVaibhav Vithoba NaikNoch keine Bewertungen
- Flexible Manufacturing Cells and Systems QuestionsDokument4 SeitenFlexible Manufacturing Cells and Systems QuestionsurielNoch keine Bewertungen
- Flexible Manufacturing SystemDokument36 SeitenFlexible Manufacturing Systemamit_aryaanNoch keine Bewertungen
- CAMplus BrochureDokument8 SeitenCAMplus BrochureFagner Moura100% (1)
- Flexible Manufacturing System (FMS)Dokument19 SeitenFlexible Manufacturing System (FMS)purushothamkr100% (1)
- Flexible Manufacturing SystemDokument35 SeitenFlexible Manufacturing SystemAbhinandan SawantNoch keine Bewertungen
- Facilities PlanningDokument25 SeitenFacilities PlanningsshreyasNoch keine Bewertungen
- CNC Programmer Job Description PostingDokument2 SeitenCNC Programmer Job Description Postingsmith9krNoch keine Bewertungen
- CNC Milling ReportDokument6 SeitenCNC Milling ReportMuhazman DinNoch keine Bewertungen
- Comparative Study of CNC Controllers Used in CNC Milling MachineDokument9 SeitenComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALNoch keine Bewertungen
- Metalworking Processes LVDDokument12 SeitenMetalworking Processes LVDSang Ka KalaNoch keine Bewertungen
- Cim PDFDokument32 SeitenCim PDFVarshaNoch keine Bewertungen
- CNC Common Terms PDFDokument2 SeitenCNC Common Terms PDFShaival JhaNoch keine Bewertungen
- PLC Based Pneumatic Punching MachineDokument5 SeitenPLC Based Pneumatic Punching MachineEslam MouhamedNoch keine Bewertungen
- Computer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentDokument43 SeitenComputer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentSreedhar PugalendhiNoch keine Bewertungen
- Project On Automatedprocesses-Fms: Flexible Manufacturing SystemDokument12 SeitenProject On Automatedprocesses-Fms: Flexible Manufacturing SystemMOHD.ARISHNoch keine Bewertungen
- CNCDokument16 SeitenCNCzarepNoch keine Bewertungen
- Cutter Radius CompensationDokument2 SeitenCutter Radius CompensationSivateja NallamothuNoch keine Bewertungen
- Section 18 Design of Plastic Gears PDFDokument15 SeitenSection 18 Design of Plastic Gears PDFSergio CandiottiNoch keine Bewertungen
- 24 CNC Machine Feedback DevicesDokument6 Seiten24 CNC Machine Feedback Devicesio1_ro100% (1)
- Computer Numerical ControlDokument28 SeitenComputer Numerical ControlsaisenthNoch keine Bewertungen
- CNC & Robotics Lab-VivaDokument1 SeiteCNC & Robotics Lab-VivaAnkit PrakashNoch keine Bewertungen
- CNC Milling Machine REPORTDokument11 SeitenCNC Milling Machine REPORTMazlin Azura100% (2)
- My CNC TurningDokument7 SeitenMy CNC Turningde_stanszaNoch keine Bewertungen
- Computer-Integrated ManufacturingDokument5 SeitenComputer-Integrated ManufacturingNhan LeNoch keine Bewertungen
- DNC ReadmeDokument8 SeitenDNC Readmesmishra_12Noch keine Bewertungen
- Computer Aided Process Planning-IIDokument46 SeitenComputer Aided Process Planning-IIPrabha KaranNoch keine Bewertungen
- HOW To DO Capsmill Cycle Time Reduction CadcamDokument23 SeitenHOW To DO Capsmill Cycle Time Reduction CadcamrajualagNoch keine Bewertungen
- Mba-058-En 02 1310 Cert Education MedDokument12 SeitenMba-058-En 02 1310 Cert Education Medchristian111Noch keine Bewertungen
- Computer Integrated Manufacturing Digital NotesDokument59 SeitenComputer Integrated Manufacturing Digital Notesparsha nayakNoch keine Bewertungen
- Incremental Sheet Metal Forming On CNC Milling Machine-ToolDokument4 SeitenIncremental Sheet Metal Forming On CNC Milling Machine-ToolDionysius WahyoeNoch keine Bewertungen
- CHAPTER 7 CNCDokument12 SeitenCHAPTER 7 CNCkornjudisticNoch keine Bewertungen
- GSK980TD Turning Machine CNC System User Manual (English Version)Dokument408 SeitenGSK980TD Turning Machine CNC System User Manual (English Version)Yadai CastilloNoch keine Bewertungen
- Automation in ManufacturingDokument41 SeitenAutomation in ManufacturingOmar AhmedNoch keine Bewertungen
- CAD CAM Unit - 3 PPT-ilovepdf-compressedDokument66 SeitenCAD CAM Unit - 3 PPT-ilovepdf-compressedTaha SakriwalaNoch keine Bewertungen
- Semi Automatic Lathe Machine Using ARM ProcessorDokument7 SeitenSemi Automatic Lathe Machine Using ARM ProcessorIRJIENoch keine Bewertungen
- Test 2 - MMB513 - 2018 Solution PDFDokument7 SeitenTest 2 - MMB513 - 2018 Solution PDFkabo busanangNoch keine Bewertungen
- Design and FabricationDokument31 SeitenDesign and FabricationRajesh ShahNoch keine Bewertungen
- MTM Lab PresentationDokument26 SeitenMTM Lab PresentationMuhammad WaseemNoch keine Bewertungen
- Cam Lab ManualDokument14 SeitenCam Lab Manualelangandhi0% (1)
- Cmms LectureDokument7 SeitenCmms LecturerifkythadelNoch keine Bewertungen
- Robot Cell DesignDokument18 SeitenRobot Cell DesignShione T Mundawarara57% (7)
- Introduction of CNC Milling To First-Year Engineering Students With Interests inDokument10 SeitenIntroduction of CNC Milling To First-Year Engineering Students With Interests ineliiiiiiNoch keine Bewertungen
- Quantitative Analysis of FMSDokument13 SeitenQuantitative Analysis of FMSAbrarIraziqYatemee100% (1)
- Automation and FMSDokument63 SeitenAutomation and FMSSaurav GuptaNoch keine Bewertungen
- DIN ISO Programming USer Manual 2010Dokument618 SeitenDIN ISO Programming USer Manual 2010Reymondo BundocNoch keine Bewertungen
- CNC PDFDokument99 SeitenCNC PDFAdrianNoch keine Bewertungen
- Productivity and Reliability-Based Maintenance Management, Second EditionVon EverandProductivity and Reliability-Based Maintenance Management, Second EditionNoch keine Bewertungen
- Functions of The Handling SystemDokument51 SeitenFunctions of The Handling SystemJim MathilakathuNoch keine Bewertungen
- Final PPT Fms and CimoldDokument69 SeitenFinal PPT Fms and CimoldNaveen PinnakaNoch keine Bewertungen
- Follower AssemblyDokument1 SeiteFollower AssemblyRakeshSainiNoch keine Bewertungen
- Fundamentals of RoboticsDokument26 SeitenFundamentals of RoboticsRakeshSainiNoch keine Bewertungen
- Cam AssemblyDokument1 SeiteCam AssemblyRakeshSainiNoch keine Bewertungen
- Optimization Desgin StudyDokument1 SeiteOptimization Desgin StudyRakeshSainiNoch keine Bewertungen
- Assignment 1: Sbuject: MCTD Last Date: 7/11/2016Dokument1 SeiteAssignment 1: Sbuject: MCTD Last Date: 7/11/2016RakeshSainiNoch keine Bewertungen
- MCTD TutorialDokument5 SeitenMCTD TutorialRakeshSainiNoch keine Bewertungen
- Engineering Drawing Lab ManualDokument52 SeitenEngineering Drawing Lab ManualRakeshSaini83% (6)
- Kinematics of RobotsDokument42 SeitenKinematics of RobotsRakeshSainiNoch keine Bewertungen
- Robot DynamicsDokument15 SeitenRobot DynamicsRakeshSaini100% (1)
- Cam Assignment 1Dokument2 SeitenCam Assignment 1RakeshSainiNoch keine Bewertungen
- Robot End EffectorDokument25 SeitenRobot End EffectorRakeshSainiNoch keine Bewertungen
- ProE Lab Work 1 To 11Dokument11 SeitenProE Lab Work 1 To 11RakeshSainiNoch keine Bewertungen
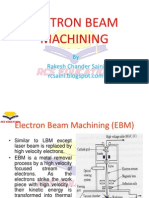
- Electron Beam Machining (EBM)Dokument8 SeitenElectron Beam Machining (EBM)RakeshSaini100% (3)
- Ultrasonic Machining (USM)Dokument19 SeitenUltrasonic Machining (USM)RakeshSaini100% (2)
- CNCDokument43 SeitenCNCRakeshSainiNoch keine Bewertungen
- Nontraditional Manufacturing ProcessDokument57 SeitenNontraditional Manufacturing ProcessRakeshSainiNoch keine Bewertungen
- Indian AutomobileDokument35 SeitenIndian AutomobileRakeshSainiNoch keine Bewertungen
- Definition of StressDokument14 SeitenDefinition of StressRakeshSainiNoch keine Bewertungen
- Digital ManufacturingDokument33 SeitenDigital ManufacturingRakeshSaini100% (1)
- Cellular Manufacturing SystemDokument34 SeitenCellular Manufacturing SystemRakeshSainiNoch keine Bewertungen
- Introdution CAD/CAMDokument27 SeitenIntrodution CAD/CAMRakeshSainiNoch keine Bewertungen
- Assembly Line BalancingDokument26 SeitenAssembly Line BalancingRakeshSaini100% (4)
- Personnel ManagementDokument10 SeitenPersonnel ManagementRakeshSainiNoch keine Bewertungen
- CASTING-Traditional Manufacturing ProcessesDokument51 SeitenCASTING-Traditional Manufacturing ProcessesRakeshSainiNoch keine Bewertungen
- SHEET METAL PROCESSING-Traditional Manufacturing ProcessesDokument14 SeitenSHEET METAL PROCESSING-Traditional Manufacturing ProcessesRakeshSainiNoch keine Bewertungen
- Computer Aided ManufacturingDokument72 SeitenComputer Aided ManufacturingRakeshSaini100% (1)
- FORMING-Traditional Manufacturing ProcessesDokument38 SeitenFORMING-Traditional Manufacturing ProcessesRakeshSainiNoch keine Bewertungen
- Traction Control SystemDokument24 SeitenTraction Control SystemRakeshSaini100% (1)
- Edify-MIT WPU-Instructor FAQ-25Oct2021Dokument5 SeitenEdify-MIT WPU-Instructor FAQ-25Oct2021Azrulhizam Shapi'iNoch keine Bewertungen
- Kalkidan and Adugna Final.Dokument12 SeitenKalkidan and Adugna Final.Adugna EtanaNoch keine Bewertungen
- Script ELC 151Dokument3 SeitenScript ELC 151NURALYAA AQILAH SHAHRUL AZHARNoch keine Bewertungen
- Integration GIS and Paver SystemDokument19 SeitenIntegration GIS and Paver SystemFrancisco ParedesNoch keine Bewertungen
- Assignment#9Dokument15 SeitenAssignment#9shahbaz siddiquiNoch keine Bewertungen
- SPPM Total MaterialDokument115 SeitenSPPM Total Materialsai tejaNoch keine Bewertungen
- DropboxDokument39 SeitenDropboxESTHEFANIA ELIZABETH ESCOBAR CASILLASNoch keine Bewertungen
- DevOps Module 1 Tools and Practices Mapping Reference MatrixDokument1 SeiteDevOps Module 1 Tools and Practices Mapping Reference Matrixzulhelmy zulhelmyNoch keine Bewertungen
- Chapter 18: Concurrency Control: Database System Concepts, 7 EdDokument34 SeitenChapter 18: Concurrency Control: Database System Concepts, 7 EdjohnNoch keine Bewertungen
- ANGELITO CAGULADA DESIGN CHALLENGE - Responsible Breeders Membership UX Audit (01-Nov-2022-191424)Dokument12 SeitenANGELITO CAGULADA DESIGN CHALLENGE - Responsible Breeders Membership UX Audit (01-Nov-2022-191424)Angelito U. CaguladaNoch keine Bewertungen
- Abinitio MaterialDokument11 SeitenAbinitio MaterialAniket BhowmikNoch keine Bewertungen
- CESsecondassignmmentDokument28 SeitenCESsecondassignmmentSuesha KhitNoch keine Bewertungen
- 3 Annexure-II Previous PO Mail Correspondence With TOYO PDFDokument4 Seiten3 Annexure-II Previous PO Mail Correspondence With TOYO PDFShubham patelNoch keine Bewertungen
- Django - DjangoDokument4 SeitenDjango - DjangoChrispin Kay WhitemanNoch keine Bewertungen
- NTFS MFT Example: COEN 152 / 252Dokument70 SeitenNTFS MFT Example: COEN 152 / 252varun karthikeyanNoch keine Bewertungen
- ECD KEBVF5 Installation ManualDokument32 SeitenECD KEBVF5 Installation Manualashish gautamNoch keine Bewertungen
- Mik Rb750gr3 DatasheetDokument4 SeitenMik Rb750gr3 DatasheetFelipe TeixeiraNoch keine Bewertungen
- Module-Body Control C5/E: Connector DetailsDokument3 SeitenModule-Body Control C5/E: Connector DetailsEnrique Arevalo LeyvaNoch keine Bewertungen
- Code Blocks, Inside and Out: Data Based AdvisorDokument6 SeitenCode Blocks, Inside and Out: Data Based AdvisorJose CorderoNoch keine Bewertungen
- 41+ Postman Interview Questions & AnswersDokument1 Seite41+ Postman Interview Questions & Answersbala354Noch keine Bewertungen
- MySQL QueryDokument18 SeitenMySQL QueryTR SunnyNoch keine Bewertungen
- Social: 100 Best Free SEO ToolsDokument10 SeitenSocial: 100 Best Free SEO ToolsAhmed KhanNoch keine Bewertungen
- SWAPI - The Star Wars APIDokument15 SeitenSWAPI - The Star Wars API익명의펭귄Noch keine Bewertungen
- Statistics Notes - Normal Distribution, Confidence Interval & Hypothesis TestingDokument2 SeitenStatistics Notes - Normal Distribution, Confidence Interval & Hypothesis Testingwxc1252Noch keine Bewertungen
- Assignment Part 1 Part 2Dokument6 SeitenAssignment Part 1 Part 2tharcayani sureshNoch keine Bewertungen
- 9010 9020 9020 4 LCD Data SheetDokument8 Seiten9010 9020 9020 4 LCD Data SheetBD MNNoch keine Bewertungen
- Cybersecurity Fundamentals - Module 10Dokument5 SeitenCybersecurity Fundamentals - Module 10joelyrics9Noch keine Bewertungen
- Final Summative Test in EtechDokument3 SeitenFinal Summative Test in EtechJessie Mangabo100% (1)
- Technologies Digital Technologies Curriculum Content F 6 v9Dokument24 SeitenTechnologies Digital Technologies Curriculum Content F 6 v9Avneet KourNoch keine Bewertungen
- About Davinci Resolve 18Dokument2 SeitenAbout Davinci Resolve 18EdwinNoch keine Bewertungen