Beruflich Dokumente
Kultur Dokumente
Minicurso Six Sigma
Hochgeladen von
Álvaro Perez SanchezCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Minicurso Six Sigma
Hochgeladen von
Álvaro Perez SanchezCopyright:
Verfügbare Formate
25/11/2010
Tema
Tecnologia e Responsabilidade Social
Minicurso
A ESTRATGIA SIX SIGMA Treinamento para White Belts
Eng Vitor A. Marcondes
Vitor A. Marcondes Nov/10
APRESENTAO
VITOR A. MARCONDES
Process Quality Leader J&J Medical Brasil Engenheiro Industrial Qumico EEL/USP (Faenquil) Six Sigma Black Belt INDG / J&J Corporate MBA Gesto da Produo UNESP Quality Auditor ISO 9001-2000, ISO 13485, QSR/FDA Part 820, ANVISA RDC59 Mestrando em Engenharia de Produo UNESP
2 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
25/11/2010
PROGRAMA
Viso Geral Histrico e Disseminao da Filosofia Seis Sigma Os Profissionais Belts Six Sigma, Lean Six Sigma & Design for Six Sigma
Conceitos de Processo
Conceitos de Variabilidade A Estatstica Sigma Metodologias de Conduo de Projetos (DMAI2C, PDCA, DMADV) Ferramentas Bsicas (Estatsticas e de Gerenciamento) Conduo de Projetos / Investigaes
3 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
VISO GERAL
4 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
25/11/2010
VISO GERAL
5 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
VISO GERAL
6 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
25/11/2010
VISO GERAL
7 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
VISO GERAL
Qual a diferena entre produzir com qualidade e vender produtos de qualidade?
8 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
25/11/2010
VISO GERAL Barreiras de proteo ao cliente
9 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
VISO GERAL Barreiras de proteo ao cliente
10 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
25/11/2010
VISO GERAL CUSTOS ASSOCIADOS QUALIDADE
CUSTOS DA QUALIDADE X NVEL DE QUALIDADE
C U S T O S P/ U N I D A D E 0% CUSTOS DE AVALIAO E PREVENO
CUSTOS DE FALHA
CUSTOS TOTAIS DA QUALIDADE
100% NO CONFORME
NVEL DE QUALIDADE
100% 100% CONFORME
11 Vitor A. Marcondes Nov/10
VISO GERAL CUSTOS ASSOCIADOS QUALIDADE
10% 20% 45%
25%
Falhas Externas
Falhas Internas
Avaliao
Preveno
Perfil tpico de uma empresa ainda no engajada em um programa de Melhoria Contnua
12 Vitor A. Marcondes Nov/10
25/11/2010
VISO GERAL CUSTOS ASSOCIADOS QUALIDADE
10% 35%
15%
40%
Falhas Externas
Falhas Internas
Avaliao
Preveno
Cenrio com investimento significativo em avaliao, com consequente aumento das falhas internas e reduo das falhas externas
13 Vitor A. Marcondes Nov/10
VISO GERAL CUSTOS ASSOCIADOS QUALIDADE
< 1% 40% 10%
50%
Falhas Internas
Avaliao
Preveno
Foco no investimento em preveno. As falhas externas quase desaparecem e as internas tornam-se raras.
14 Vitor A. Marcondes Nov/10
25/11/2010
VISO GERAL
Como Falhar com Seis Sigma Marco Siqueira Campos
15 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
UM POUCO DE HISTRIA
16 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
25/11/2010
6 UM POUCO DE HISTRIA
Carl Frederick Gauss (Sculo XIX) Introduo do Conceito de Curva Normal Walter Shewhart (Dcada de 1920) 3 - Correes nos Processos (Cartas de Controle) Japo ps 2 Guerra Disseminao da Qualidade USA - A partir da Dcada de 1980 Tentativas de mudanas nos conceitos de Qualidade
17 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
6 UM POUCO DE HISTRIA
Documentrio do canal NBC: If Japan Can, Why Cant We? W. Edwards Deming Tentativas desesperadas para imitar os resultados japoneses CEP, TQC, JIT, Kaizen, Hoisin Planning Prmio Malcolm Baldridge (governo Reagan)
Motorola Final da Dcada de 1980 Eng Mikel Harry Estudos dos Conceitos de Deming sobre Variabilidade de um Processo
18 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
25/11/2010
6 UM POUCO DE HISTRIA
UTILIZAO DA FILOSOFIA NO DIA A DIA VRIOS CASOS DE SUCESSO NO BRASIL ENTRADA DO SEIS SIGMA NO BRASIL 6 POPULARIZA-SE MOTOROLA GANHA PRMIO MALCOLM BALDRIGE BOB GALVIN LANA O SEIS SIGMA COMPETITIVIDADE JAPONESA
Hoje
2003
1997 DC. 90 1988 1987 DC. 80
19 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
OS PROFISSIONAIS BELTS
20 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
10
25/11/2010
OS PROFISSIONAIS BELTS
Terminologia adotada para se fazer uma analogia com as Artes Marciais Champions Master Black Belts Black Belts Green Belts Yellow Belts White Belts
21 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
OS PROFISSIONAIS BELTS
Principais Caractersticas Iniciativa Entusiasmo Habilidades interpessoais Comunicao Motivao Trabalho em equipe Organizao Competncia em Tcnicas Estatsticas Competncia em Ferramentas Gerenciais Domnio do(s) Mtodo(s) de Soluo de Problemas
22 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
11
25/11/2010
6 SIGMA, LEAN, DFSS
23 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
SIX SIGMA, LEAN SIX SIGMA, DFSS
Six Sigma - Reduo de variabilidade dos processos - Busca do zero defeito Lean Manufacturing - Manufatura enxuta - Eliminao de desperdcios - Eliminao de etapas que no agregam valor ao produto Design for Six Sigma - Conceito de excelncia desde o projeto
24 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
12
25/11/2010
PROCESSO
25 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE PROCESSO
R U D O S
Variveis Independentes
Variveis Dependentes
ENTRADAS
Fatores (x1, x2 x3 ...)
PROCESSO
SADAS
Variveis Resposta (Y)
Y = f(x1, x2 x3 ...)
26 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
13
25/11/2010
CONCEITO DE PROCESSO
Exemplos de Processos Fabricar um determinado bem de consumo (automvel, desodorante, computador, biscoito recheado, doce de banana, avio...)
Fazer um furo na parede
Cozinhar uma feijoada Fazer uma cirurgia cardaca (o cirurgio) Ministrar um curso de Six Sigma na FATEC Fazer um transao financeira Organizar uma excurso para o Rock in Rio Arrumar um(a) namorado(a)
27 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
VARIABILIDADE
28 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
14
25/11/2010
CONCEITO DE VARIABILIDADE
Nunca dois elementos so exatamente iguais.
As variaes podem ser de 2 tipos:
VARIAES NATURAIS: Inerentes aos processos. VARIAES ESPECIAIS : Ocorrem quando existe uma causa especfica.
Exemplos: - Troca de material - Desregulagem de mquinas - Substituio de operador
A VARIABILIDADE A MAIOR INIMIGA DA QUALIDADE.
29 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
Exerccio Procedimento Operacional Padro
Material necessrio: Relgio com Cronmetro
Papel Milimetrado
Procedimento: Disparar o cronmetro com um dedo Tocar a palma da mo 3 vezes com o mesmo dedo Parar o cronmetro ainda com o mesmo dedo Anotar numa tabela o tempo observado em segundos e centsimos de segundos Repetir essa operao 30 vezes a plotar os resultados num grfico
30 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
15
25/11/2010
CONCEITO DE VARIABILIDADE
31 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
Processo Impreciso e Inexato
32 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
16
25/11/2010
CONCEITO DE VARIABILIDADE
Processo Preciso e Inexato
33 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
Processo Preciso e Exato
34 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
17
25/11/2010
CONCEITO DE VARIABILIDADE
35 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
LIE
Vitor A. Marcondes Nov/10
Alvo
36
LSE
XV SEMANA DE TECNOLOGIA
18
25/11/2010
CONCEITO DE VARIABILIDADE
Processo com 99,9% de Conformidade
Pelo menos 200.000 prescries erradas de medicamentos por ano Dois pousos errados em grandes aeroportos por dia 500 procedimentos cirrgicos errados por semana 200.000 e-mais perdidos por hora 1 hora de produo de gua no-potvel por dia 7 horas de falta de energia eltrica por ms 22.000 cheques descontados de contas erradas por dia 32.000 paradas cardacas por pessoa por ano 50 recm nascidos derrubados pelos mdicos por dia
37 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
A ESTRATGIA SIX SIGMA
38 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
19
25/11/2010
A ESTRATGIA SIX SIGMA
Seis Sigma ou Six Sigma um conjunto de prticas originalmente desenvolvidas pela Motorola para melhorar sistematicamente os processos eliminando suas no conformidades. Uma no conformidade pode ser definida como sendo o no atendimento de um produto ou servio s suas especificaes.
39 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
A ESTRATGIA SIX SIGMA
A Estratgia Seis Sigma tem como prioridade a obteno de resultados de forma planejada e clara. O princpio fundamental da estratgia Seis Sigma reduzir de forma contnua a variao nos processos, buscando eliminar no conformidades em produtos e servios.
40 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
20
25/11/2010
A ESTRATGIA SIX SIGMA
O Seis Sigma foi, e em muitos casos ainda , compreendido como panacia geral, mas na realidade uma soluo tima de mdio e longo prazos, se aplicado com seriedade e sem falsas expectativas. Muitas empresas tm tido sucesso em sua aplicao e obteno de resultados, enquanto tantas outras tm falhado. Isso no desqualifica filosofia em si, pois o sucesso depende definitivamente da maneira como a estratgia foi implantada.
41 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
A ESTRATGIA SIX SIGMA
Seis sigma uma estratgia gerencial disciplinada e altamente qualitativa, que tem com objetivo aumentar a lucratividade das empresas, por meio da melhoria da qualidade de produtos e processos.
Maria Cristina Werkema
42 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
21
25/11/2010
A ESTRATGIA SIX SIGMA
estratgia gerencial disciplinada Mtodo estruturado para organizao do trabalho e atingimento de metas, com o auxlio de ferramentas gerenciais e estatsticas
43 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
O CONCEITO ESTATSTICO 6
44 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
22
25/11/2010
CONCEITO ESTATSTICO 6
Sigma () uma letra grega utilizada para representar o desvio padro, que a medida mais comum de disperso estatstica. Faz-se uma distino entre o desvio padro do total de uma populao ou de uma varivel aleatria, e o desvio padro s de um subconjunto em amostra. O termo desvio padro foi introduzido na estatstica por Karl Pearson em seu livro Sobre a Disseco de Curvas de Frequncia Assimtricas, de 1894.
45 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATSTICO 6
O desvio padro dado pela raiz quadrada da varincia:
46 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
23
25/11/2010
CONCEITO ESTATSTICO 6
Considerando um conjunto significativo, porm finito de dados, dispersos em distribuio normal, unimodal, gaussiana, simtrica, de afunilamento mdio (ou mesocrtica) pode-se afirmar que:
47 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATSTICO 6
68,26% dos valores encontram-se a uma distncia da mdia inferior a um desvio padro. 95,46% dos valores encontram-se a uma distncia da mdia inferior a duas vezes o desvio padro. 99,73% dos valores encontram-se a uma distncia da mdia inferior a trs vezes o desvio padro.
48 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
24
25/11/2010
CONCEITO ESTATSTICO 6
49 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATSTICO 6
-3 -2 +2
-1 +1
+3
50 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
25
25/11/2010
CONCEITO ESTATSTICO 6
O que buscamos? Medidas cada vez mais prximas da mdia Menor VARIABILIDADE no processo Menor desvio padro (sigma)
Vitor A. Marcondes Nov/10
51
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATSTICO 6
Reduo drstica de no conformidades
LIE Nominal LSE
1350 ppm 0,001 ppm
1350 ppm 0,001 ppm
-6
-3 -5
-4 -2 -3
-2-1-1
+1 +1 +2
+2 +3 +4
+3 +5 +6
52 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
26
25/11/2010
CONCEITO ESTATSTICO 6
Mesmo existindo deslocamentos da mdia (1,5 por exemplo), o ndice de no conformidades (em ppm) continua muito baixo LIE Nominal
-1,5
LSE
+1,5
3,4 ppm
3,4 ppm
-6
-5
-4
-3
-2
-1
53
+1 +2 +3 +4 +5 +6
Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATSTICO 6
NVEL TRS SIGMA NVEL SEIS SIGMA
1 ENTREGA ERRADA
300.000 ENTREGAS REALIZADAS
20.000 ENTREGAS ERRADAS
1.000.000 DE FERRAMENTAS PRODUZIDAS
66.800 FERRAMENTAS DEFEITUOSAS 3,4 FERRAMENTAS DEFEITUOSAS
50.000 TRANSFORMADORES FABRICADOS
3.340 TRANSFORMADORES DEFEITUOSOS 0,2 TRANSFORMADORES DEFEITUOSOS
54 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
27
25/11/2010
CONCEITO ESTATSTICO 6
Nvel da Qualidade 2 3 4 5 6
(Defeitos por milho)
PPM
Percentual conforme 69,15 93,32 99,3790 99,97670 99,999660
Custo da no qualidade
(percentual do faturamento da empresa)
308.537 66.807 6.210 233 3,4
No se aplica 25 a 40% 15 a 25% 5 a 15% < 1%
55 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
METODOLOGIA DMAIC
56 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
28
25/11/2010
A METODOLOGIA DMAI2C
Novo Projeto
Define Do que se trata o problema? Quais so os clientes do processo? Onde se pretende chegar? Qual o escopo do projeto Quais so as sadas possveis? Qual o prazo esperado? Measure Quais as chaves de medio do Processo? As medies esto validadas? Existem dados confiveis do processo? Como sero medidos os resultados?
Control Que progressos foram incorporados? As metas foram atingidas? Como sero medidos os ganhos? Como garantir que o problema no reincidir?
Analyze Inovative Improvement Quais as atividades necessrias para se atingir as metas do projeto? Como integrar eventuais subprojetos?
Anlise do estado atual o melhor que o processo pode fazer? Quais os recursos necessrios? Quais os motivos das falhas? Quais os principais obstculos ?
57 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
A METODOLOGIA DMAI2C
Tempo estimado por etapa do DMAIC
2%
25%
45%
25%
3%
O tempo consumido em cada etapa do projeto no o mesmo fundamental seguir rigorosamente cada uma das etapas do DMAIC Nenhuma das etapas pode ser desconsiderada, pois seguem uma ordem lgica para a resoluo de problemas
58 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
29
25/11/2010
A METODOLOGIA DMAI2C
PROBLEM IDENTIFICATION
C
SYMPTOM MONITORING
D
PROBLEM DEFINITION PROBLEM UNDERSTANDING
ROOT CAUSE ELIMINATION ROOT CAUSE IDENTIFICATION
M
XV SEMANA DE TECNOLOGIA
59 Vitor A. Marcondes Nov/10
A METODOLOGIA DMAI2C
CAPA / NCR OPENING
INVESTIGATION
NO
ROOT CAUSE IDENTIFIED? NO
YES
CORRECTION POSSIBLE?
YES
CONTAINMENT AND/OR MITIGATION ACTIONS
NO
CORRECTION RELIABLE? YES
PROCESS MONITORING
60 Vitor A. Marcondes Nov/10
ELIMINATE THE ROOT CAUSE
XV SEMANA DE TECNOLOGIA
30
25/11/2010
FERRAMENTAS GERENCIAIS ESTATSTICAS
61 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Etapa DEFINE - D Identificao do problema e definio das metas gerais Definio do Projeto (Project Charter) SIPOC Mapas de Processo Fluxogramas VOC / CTQ
62 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
31
25/11/2010
FERRAMENTAS
Etapa Measure - M Desenvolver medies com base nos CTQs e SIPOC Histograma IPO
FMEA
Planos de Coletas de Dados Avaliao de Sistemas de Medio Cartas de Controle Diagrama de Pareto Capacidade de Processo (Cp, Cpk)
63 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Etapa Analyze - A Analisar e testar as informaes obtidos na etapa anterior para identificar as causas Estratificao Diagrama Causa & Efeito Testes de Hipteses ANOVA / Teste t Anlise de Regresso Delineamento de Experimentos (DOE)
64 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
32
25/11/2010
FERRAMENTAS
Etapa Improvement - I Gerar solues inovadoras que eliminem a raiz do problema Matriz de Priorizao 5W2H GUT Anlise Custo X Benefcio Grficos Sequenciais FMEA Plano de Implementao Grfico de Gantt
65 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Etapa Control - C Monitorar os resultados obtidos, e garantir que no haver reincidncia Validao (IQ, OQ, PQ) Normatizao Cartas de Controle Capacidade de Processos (Cp, Cpk) Grficos seqenciais (antes X depois)
66 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
33
25/11/2010
FERRAMENTAS
Werkema, Maria C. C. Planilhas de Coleta de Dados Grfico de Pareto Diagrama de Causa e Efeito Histograma Diagrama de Disperso Grficos (Cartas) de Controle Capacidade de Processo Ciclos de Tomada de Deciso (PDCA, DMAIC)
67 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Kane, Victor E. Fluxogramas
Check Lists / Planilhas de Controle
Estratificao Grfico de Pareto Diagrama de Causa e Efeito Histograma Diagrama de Disperso Grficos (Cartas) de Controle Capacidade de Processo
68 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
34
25/11/2010
FERRAMENTAS
Montgomery, Douglas C. Fluxogramas Check Lists / Planilhas de Controle Grfico de Pareto Diagrama de Causa e Efeito Histograma Diagrama de Disperso Grficos (Cartas) de Controle Projetos de Experimentos (DOE)
69 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Barbosa, Eduard F. Folhas de verificao Grfico de Pareto Diagrama de Causa e Efeito Histograma Diagrama de Disperso Grficos (Cartas) de Controle Diagrama de Correlao
70 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
35
25/11/2010
FERRAMENTAS
Diversos outros autores Brainstorming SIPOC VOC Matriz de Priorizao QFD FMEA FTA etc ...
71 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Marcondes, Vitor A. Bom Senso Comprometimento MYA
72 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
36
25/11/2010
YELLOW / WHITE BELTS
Etapa
Escolha do Projeto **
Ferramentas
Identificao do Problema **
Plano de Projeto (Project Charter) **
SIPOC ** VOC / CTQ Fluxogramas ** Indicadores do Estado Atual Avaliao de Sistemas de Medio IPO (Processo) Ferramentas de Funneling Planilhas de Coletas de Dados ** Cartas de Controle **
Diagrama de Pareto **
73 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
YELLOW / WHITE BELTS
Etapa
Brainstorming **
Ferramentas
Diagrama de Causa & Efeito ** Testes de Hipteses Anlises de Regresso Projetos de Experimentos (DOE) Matriz de Priorizao GUT ** 5W2H ** Validao
A I C
Cartas de Controle **
Grficos Antes X Depois **
Padronizao **
74 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
37
25/11/2010
DEFINE PHASE (DEFINIR)
75 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
ESCOLHA DE UM PROJETO DE MELHORIA
A escolha adequada de um projeto fundamental para o sucesso do plano de melhoria. Alguma premissas bsicas: O problema a ser atacado deve estar relacionado a um processo crtico para o negcio. Os clientes externos e externos devem ser claramente identificados. Os defeitos e no conformidades devem ser identificveis e mensurveis.
76 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
38
25/11/2010
ESCOLHA DE UM PROJETO DE MELHORIA
As melhorias devem agregar valor ao processo. O escopo do projeto deve estar bem definido As metas estabelecidas devem ser desafiadoras, porm factveis.
77 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
ESCOLHA DE UM PROJETO DE MELHORIA
O projeto escolhido deve ser
S.M.A.R.T.
S Specific M Measurable A Action R Realistic T Time Achievable
78 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
39
25/11/2010
ESCOLHA DE UM PROJETO DE MELHORIA
Problemas comuns na seleo de um projeto: Os resultados so irrelevantes para o processo ou para o cliente. O escopo do projeto muito abrangente. Os dados so muito numerosos ou difceis de ser coletados. No h vnculo entre o foco do projeto e o impacto no negcio
79 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
ESCOLHA DE UM PROJETO DE MELHORIA
Problemas comuns na seleo de um projeto: O defeitos ou no conformidades no esto bem definidos. O processo tem ciclos pouco frequentes. A equipe escolhida no tem especialistas no processo, ou tem especialistas demais. O processo passou por uma alterao recente (ou passa por alteraes frequentes). O Charter do Projeto est mal definido, consumindo muito tempo na etapa Definir
80 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
40
25/11/2010
PREENCHIMENTO DO PLANO DE PROJETO
81 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA SIPOC
S U P P L I E S C U S T O M E R S
N S !
Adicionar acar Espremer Adicionar Gelo e misturaro
INPUTS
PROCESS
OUTPUTS
Cachaa Limo Acar Gelo Supermercado Copo longo Espremedor Geladeira Quitanda
Cortar 3 limes em 4 partes Colocar os limes no copo Adicionar uma dose de cachaa
CAIPIRINHA
82 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
41
25/11/2010
MEASURE PHASE (MEDIR)
83 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
CARTAS DE CONTROLE
O Dr. Walter Shewhart (1891 1967) foi quem primeiro utilizou o conceito de causas comuns e causas especiais em um processo.
Basicamente, uma carta de controle composta por um grfico cartesiano, onde o eixo horizontal representa o tempo ou a sequncia de medies de uma caracterstica e o vertical o valor dessa caracterstica.
84 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
42
25/11/2010
CARTAS DE CONTROLE
Carta de Controle
20.0 17.5
Valores Individuais
LSC=19.44
15.0 12.5 10.0 7.5 5.0 1 2 3 4 5 6 7 8 9 10 Observaes 11 12 13 14 15 LIC=5.76 _ X=12.6
85 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE PARETO
No fim do sculo XIX, o economista sociopoltico italiano Vilfredo Pareto observou que havia uma distribuio desigual de riqueza e poder na populao total. Ele calculou, matematicamente, que 80% da riqueza estava em mos de 20% da populao (qualquer semelhana com um determinado pas da Amrica Latina no mera coincidncia). Joseph M. Juran visualizou a aplicabilidade desse princpio Qualidade e aos problemas do cotidiano.
86 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
43
25/11/2010
DIAGRAMA DE PARETO
Juran visualizou a aplicabilidade desse Qualidade e aos problemas do cotidiano. princpio
Poucas causas levam maioria das perdas, ou seja, Poucas so vitais, a maioria trivial.
Juran, Joseph M. (1904 2008)
No seria absurdo dizer que 80% dos problemas so resolvidos com 20% das ferramentas.
87 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE PARETO
O diagrama de Pareto possibilita a visualizar a relao ao / benefcio, isso , mostra que aes devem ser priorizadas para que se atinjam os melhores resultados. Trata-se de um grfico de barras combinado a um grfico de linha, que ordena as freqncias das ocorrncias da maior para a menor e permite a localizao de problemas vitais que devem ser priorizados.
88 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
44
25/11/2010
DIAGRAMA DE PARETO
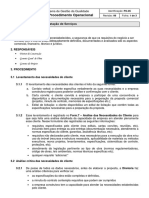
Exerccio Construo de um Diagrama de Pareto Vamos partir do seguinte problema: Causas pelas quais um time de futebol no consegue fazer um gol
Evento A B C D E F G Passes errados Chutes errados a gol Falta sofrida Impedimento Erro do Juiz Falta Defesa do goleiro TOTAL Frequncia 50 20 10 5 3 1 1 90 Frequncia Acumulada 50 70 80 85 88 Freq. Acum. (%) 56 78 89 94 98
89
90
99
100
89 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE PARETO
Exerccio Construo de um Diagrama de Pareto
Falha ao Fazer um Gol
90 80 70
Frequencia
100 80 60 40 20 0
60 50 40 30 20 10 0 Evento Frequencia Percent Cum % A 50 55.6 55.6 B 20 22.2 77.8 C 10 11.1 88.9 D E F G
Percent
5 5.6 94.4
3 3.3 97.8
1 1.1 98.9
1 1.1 100.0
90 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
45
25/11/2010
ANALYZE PHASE (ANALISAR)
91 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
BRAINSTORMING
Numa traduo livre, significa Tempestade de Idias (ou Tor de Parpite em MG). Pode parecer simples (e realmente ), mas trata-se de uma ferramenta muito poderosa para a coleta de idias e sugestes dos membros da equipe ou de pessoas fora dela.
92 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
46
25/11/2010
BRAINSTORMING
Regras Fundamentais para que se obtenha bons resultados num Brainstorming. Escolher um local adequado Providenciar todo o material necessrio
Montar um grupo multidisciplinar
Organizar o debate Limitar o tempo para discusso No estabelecer hierarquia de idias NUNCA cercear um idia Incentivar a participao de todos, sem obrigar
93 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE CAUSA & EFEITO
O Diagrama de Causa e Efeito, tambm conhecido como diagrama Espinha de Peixe ou ainda Diagrama de xM ou mesmo Diagrama de Ishikawa foi concebido originalmente por Kaoru Ishikawa (1915-1989), um dos pioneiros nas atividades de controle de qualidade no Japo. Em 1943 criou esse diagrama, uma tcnica visual que interliga os resultados (efeitos) com os fatores (causas).
94 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
47
25/11/2010
DIAGRAMA DE CAUSA & EFEITO
O diagrama de Causa e Efeito a representao grfica das causas de um fenmeno. um instrumento muito usado para estudar: Os fatores que determinam resultados que desejamos obter (processo, desempenho, oportunidade) As causas de problemas que (defeitos, falhas, variabilidade). precisamos evitar
95 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE CAUSA & EFEITO
ESCOLHA DE UM BOM RESTAURANTE
Variedade Higiene A tendimento Instalaes
S aladas C arnes G relhados V egeteriano
F uncionrios C ozinha
M aitre A r condicionado Recepcionista
S alo D epsito G arons
D ecorao
Impressionar Namorada
S egurana P roximidade
P reo P roximidade P rocedncia
P reo M anobrista V ariedade
Bairro
Estacionam.
Carta de Vinhos
Preo
Localizao
96 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
48
25/11/2010
DIAGRAMA DE CAUSA & EFEITO
Problemas numa Caipirinha
Medio M. A mbiente Material
Limo P assado C achaa Ruim D osador Inadequado C alor A ucar Ruim C opo Inadequado G elo C ontaminado
CA IPIRINHA RUIM
Receita Ruim Liquidificador D efeituoso P rocedimento errado F alha Treinamento
Mquina
Mtodo
Mo de Obra
97 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
TCNICA DOS 5 PORQUS (ou mais)
Outra ferramenta simples, mas tambm muito poderosa, para auxiliar na identificao da causa raiz de um problema.
Consiste basicamente em...
Pensar como uma criana de 5 anos !
98 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
49
25/11/2010
TCNICA DOS 5 PORQUS (ou mais)
Um erro muito comum na etapa Analisar do DMAIC encontrar uma causa de alto nvel e identific-la como causa raiz. Isso faz com que as aes corretivas sejam tomadas sobre um problema superficial, no eliminando o mal pela raiz e, consequentemente, propiciando a reincidncia do problema. Raramente uma investigao mal feita resiste aos 3 primeiros porqus. A tcnica dos 5 porqus nem sempre capaz de identificar a causa raiz de um problema, mas muito eficiente para desafiar uma investigao.
99 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
TCNICA DOS 5 PORQUS (ou mais)
Por que Ludovico quebrou o brao? - Porque ele caiu. Por que ele caiu? - Porque escorregou numa poa de leo. Por que ele escorregou na poa de leo? - Porque havia um vazamento na mquina. Por que havia um vazamento na mquina? - Porque o retentor estava danificado Por que o retentor estava danificado? - Porque o eixo estava empenado Por que o eixo estava empenado? - Por que o mancal estava desalinhado
. . .
100 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
50
25/11/2010
IMPROVEMENT PHASE (MELHORAR)
101 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
5W2H
uma ferramenta utilizada para planejar a implementao de uma soluo, sendo elaborado em resposta s questes a seguir What O que ser feito? Who Quem far? When Quando ser feito? Where Onde ser feito? Why Por que ser feito? How Como ser feito? How Much Quanto custar?
102 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
51
25/11/2010
5W2H
Plano de Ao utilizando 5W2H
Item 1 2 3 4 5 6 O que Quem Quando Onde Por que Como Quanto
103 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
GUT
Sigla utilizada para a ferramenta Gravidade, Urgncia e Tendncia, utilizada na priorizao das estratgias, tomadas de deciso e soluo de problemas. Costuma-se estabelecer uma nota variando de 1 a 5 para cada um dos requisitos, conforme a seguir:
104 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
52
25/11/2010
GUT
Gravidade 5 4 3 2 1 Extremamente grave Muito grave Grave Pouco grave Sem gravidade
105 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
GUT
Urgncia 5 4 3 2 1 Precisa de ao imediata urgente O mais rpido possvel (ASAP) Pouco urgente Pode esperar
106 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
53
25/11/2010
GUT
Tendncia (e se nada for feito?) 5 4 3 2 1 Vai piorar imediatamente Vai piorar em pouco tempo Vai piorar Vai piorar a longo prazo No vai mudar
107 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
GUT
Problema ou Ao
G
2 5 1 3
U
3 3 4 4
T
4 2 3 3
Prioridade GxUxT
20 30 12 36
Ao 1 Ao 2 Ao 3 Ao 4
Ao 5
Ao 6
108 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
54
25/11/2010
CONTROL PHASE (CONTROLAR)
109 Vitor A. Marcondes Nov/10
XV SEMANA DE TECNOLOGIA
55
Das könnte Ihnen auch gefallen
- TintasDokument1 SeiteTintasMauroDosSantosCostaNoch keine Bewertungen
- Climalit Plus Safe Silence PltunDokument1 SeiteClimalit Plus Safe Silence PltunTiago FerreiraNoch keine Bewertungen
- Pfsense Prevenção de Invasões em RedesDokument16 SeitenPfsense Prevenção de Invasões em Redesnmo1122Noch keine Bewertungen
- Apostila de EletrohidropneumáticaDokument8 SeitenApostila de EletrohidropneumáticaJorge luizNoch keine Bewertungen
- Administração Da FrotaDokument33 SeitenAdministração Da FrotaRafael Figueiredo100% (1)
- CALDEIRAS Aquotubulares e Flamotubulares - ManutençãoDokument27 SeitenCALDEIRAS Aquotubulares e Flamotubulares - Manutençãojonalthan1987Noch keine Bewertungen
- Mdu Split Hi Wall Rkp006ah3 Rkp008 Rkp010 Rkp015Dokument44 SeitenMdu Split Hi Wall Rkp006ah3 Rkp008 Rkp010 Rkp015vitor4santos_6Noch keine Bewertungen
- Sis 886Dokument12 SeitenSis 886Laerte César Di Domenico50% (2)
- Relatório Experimento Tubo VenturiDokument14 SeitenRelatório Experimento Tubo VenturiKaren M. UrquijoNoch keine Bewertungen
- Manual AW-2200-3C PT v.2 Rev.12Dokument51 SeitenManual AW-2200-3C PT v.2 Rev.12gilson0% (1)
- Treinamento NR12rev1Dokument38 SeitenTreinamento NR12rev1Newton Lopes LopesNoch keine Bewertungen
- Sistemas HidráulicosDokument5 SeitenSistemas HidráulicosJoão ViníciusNoch keine Bewertungen
- Projeto Ciclovia UFGDokument1 SeiteProjeto Ciclovia UFGOctávio ScapinNoch keine Bewertungen
- TelevisãoDokument66 SeitenTelevisãoIveteOliverNoch keine Bewertungen
- Guia Rapido Do Aluno PDFDokument10 SeitenGuia Rapido Do Aluno PDFTiago FagundesNoch keine Bewertungen
- Manual Cel Samsung Gt-18262bDokument99 SeitenManual Cel Samsung Gt-18262blhcifmg100% (2)
- NBR 11375 PB 1447 - Tambor para Cabo de Aco PDFDokument4 SeitenNBR 11375 PB 1447 - Tambor para Cabo de Aco PDFMateus100% (2)
- Diagrama Geral Da Unidade Lógica - Lu PDFDokument1 SeiteDiagrama Geral Da Unidade Lógica - Lu PDFRM Módulos83% (12)
- Carabina de Ar Gamo Mod. 400 (RevDokument14 SeitenCarabina de Ar Gamo Mod. 400 (RevAnonymous D2u3gTGNoch keine Bewertungen
- Orientacoes Basicas para Drenagem UrbanaDokument17 SeitenOrientacoes Basicas para Drenagem Urbanadilsonramos100% (1)
- Projeto Método FônicoDokument5 SeitenProjeto Método FônicoRenata Leocowboy100% (1)
- Esquema de Matriz de Linha de Caixa de 12 Polegadas Mais TweeterDokument5 SeitenEsquema de Matriz de Linha de Caixa de 12 Polegadas Mais TweeterINFORCEL ELETRÔNICA E MARCENARIA100% (2)
- PsicomemoriaDokument193 SeitenPsicomemoriapdrtorres365Noch keine Bewertungen
- Roteiro - Aula 02-Lei de Ohm PDFDokument2 SeitenRoteiro - Aula 02-Lei de Ohm PDFDébora MeirelesNoch keine Bewertungen
- Protheus V12.1.6 - Notas de ReleaseDokument40 SeitenProtheus V12.1.6 - Notas de ReleaseBruceli CWB100% (2)
- Aula 5 Generos Do DiscursoDokument16 SeitenAula 5 Generos Do DiscursodiogolovNoch keine Bewertungen
- Po05 06 Processo Comercial de Prestacao de ServicosDokument3 SeitenPo05 06 Processo Comercial de Prestacao de ServicosSheylla Diorato GoesNoch keine Bewertungen
- A Gestão Da Zona Costeira PortuguesaDokument13 SeitenA Gestão Da Zona Costeira PortuguesaCapi88Noch keine Bewertungen
- SsprevDokument1 SeiteSsprevperimentoNoch keine Bewertungen
- Elaboração de Um Rider TécnicoDokument3 SeitenElaboração de Um Rider TécnicoElladio JardasNoch keine Bewertungen