Das könnte Ihnen auch gefallen
- Application of Industrial RobotsDokument13 SeitenApplication of Industrial RobotsAvinash YewaleNoch keine Bewertungen
- Robotics Lecture NoteDokument245 SeitenRobotics Lecture NoteAmanuel ChalchisaNoch keine Bewertungen
- Gales RobotSimulation AToolforProjectSuccessDokument52 SeitenGales RobotSimulation AToolforProjectSuccessMarcelo NogueiraNoch keine Bewertungen
- Industrial Robotics: Robot Anatomy, Control, Programming & ApplicationsDokument30 SeitenIndustrial Robotics: Robot Anatomy, Control, Programming & ApplicationsKiran VargheseNoch keine Bewertungen
- RoboticsDokument214 SeitenRoboticsGirish WaghNoch keine Bewertungen
- Robotics Notes1Dokument19 SeitenRobotics Notes1Prince PavanNoch keine Bewertungen
- Chapter 2Dokument100 SeitenChapter 2richard tiam100% (1)
- Automation Studio ProDokument24 SeitenAutomation Studio PronelsonNoch keine Bewertungen
- Robot Cell Design and ControlDokument30 SeitenRobot Cell Design and Controlnandkishor joshi67% (3)
- Basic Programing S4Dokument162 SeitenBasic Programing S4Ewei WongNoch keine Bewertungen
- Industrial RoboticsDokument30 SeitenIndustrial RoboticssoniyagoyalNoch keine Bewertungen
- Springer Handbook of Robotics: January 2008Dokument5 SeitenSpringer Handbook of Robotics: January 2008Rizwan ShaikhNoch keine Bewertungen
- Material Handling RobotsDokument42 SeitenMaterial Handling RobotsMURTHY RAJNoch keine Bewertungen
- Unit 2 Industrial Robotics: Learning ObjectivesDokument42 SeitenUnit 2 Industrial Robotics: Learning ObjectivesKontham VivekNoch keine Bewertungen
- Robotics NotesDokument22 SeitenRobotics NotesUpendra020% (1)
- Lecture Week2 2021 Cobot Basic ConceptsDokument33 SeitenLecture Week2 2021 Cobot Basic ConceptsPaulo SantosNoch keine Bewertungen
- DELMIA Tutorial PDFDokument13 SeitenDELMIA Tutorial PDFEduard Lupus LoboNoch keine Bewertungen
- KUKA IntroductionDokument21 SeitenKUKA IntroductionDr Praveen Kumar100% (1)
- Robot Cycle Time AnalysisDokument11 SeitenRobot Cycle Time AnalysisThirumalaimuthukumaranMohan100% (2)
- Major Components of Industrial RobotsDokument8 SeitenMajor Components of Industrial Robotsharikiran3285Noch keine Bewertungen
- Industrial RoboticsDokument51 SeitenIndustrial RoboticsArturs_LVNoch keine Bewertungen
- Industrial Robotics PDFDokument39 SeitenIndustrial Robotics PDFcemoksz71% (14)
- Robotics Lab Manuals Final PDFDokument38 SeitenRobotics Lab Manuals Final PDFravihbti100% (1)
- Material Science Notes LatestDokument56 SeitenMaterial Science Notes LatestShione T MundawararaNoch keine Bewertungen
- Everything You Need to Know About Collaborative RobotsDokument25 SeitenEverything You Need to Know About Collaborative Robotsశ్రీకాంత్ మడకNoch keine Bewertungen
- Robot RCS ControllerDokument43 SeitenRobot RCS Controllerprasungovindan100% (1)
- Simulate Volkswagen Robot Controller VRS1 with ROBCADDokument102 SeitenSimulate Volkswagen Robot Controller VRS1 with ROBCADDraconixNoch keine Bewertungen
- Robotic Pick and Place for Airport CargoDokument11 SeitenRobotic Pick and Place for Airport Cargopappa20Noch keine Bewertungen
- 06 - Virtual Commissioning With Process Simulation TecnomatixDokument10 Seiten06 - Virtual Commissioning With Process Simulation TecnomatixjanardhanaNoch keine Bewertungen
- Robot Cell DesignDokument25 SeitenRobot Cell Designnandkishor joshi100% (1)
- U4 02-Chapter 2 Robot Work Cell Design and Control FinalDokument56 SeitenU4 02-Chapter 2 Robot Work Cell Design and Control Finalabhishek100% (3)
- Robcad BrochureDokument4 SeitenRobcad BrochureWesley SaidNoch keine Bewertungen
- Delmia Robotics SimulationDokument4 SeitenDelmia Robotics SimulationBas Ramu0% (1)
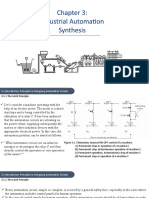
- Chapter3-Industrial Automation SynthesisDokument36 SeitenChapter3-Industrial Automation SynthesisThuan HuynhNoch keine Bewertungen
- Field RoboticsDokument70 SeitenField RoboticsSkanda SwaroopNoch keine Bewertungen
- Review of Control Systems in RoboticsDokument10 SeitenReview of Control Systems in Roboticsroyson316Noch keine Bewertungen
- Caso Tecnomatix Small Parts Production Demo DescriptionDokument11 SeitenCaso Tecnomatix Small Parts Production Demo DescriptionDonaldo HernándezNoch keine Bewertungen
- Flexible Manufacturing Systems (FMS)Dokument40 SeitenFlexible Manufacturing Systems (FMS)RakeshSaini100% (4)
- Siemens PLM Tecnomatix Digital Manufacturing For Trace Ability WP Tcm73 4931Dokument10 SeitenSiemens PLM Tecnomatix Digital Manufacturing For Trace Ability WP Tcm73 4931adi20019Noch keine Bewertungen
- Robotics ProgrammingDokument32 SeitenRobotics ProgrammingRahul HalderNoch keine Bewertungen
- Robot Programming - PART1Dokument48 SeitenRobot Programming - PART1Krushnasamy SuramaniyanNoch keine Bewertungen
- Off-Line Programming Techniques For Multirobot Cooperation SystemDokument17 SeitenOff-Line Programming Techniques For Multirobot Cooperation SystemShaw MxNoch keine Bewertungen
- 22534-2019-Winter-Model-Answer-Paper (Msbte Study Resources)Dokument32 Seiten22534-2019-Winter-Model-Answer-Paper (Msbte Study Resources)rashmi patil100% (1)
- 056 - ME8099, ME6010 Robotics - Question BankDokument6 Seiten056 - ME8099, ME6010 Robotics - Question BanksathishskymechNoch keine Bewertungen
- Robot Cell Layouts and InterlocksDokument48 SeitenRobot Cell Layouts and InterlocksShubham Gupta0% (1)
- Robot Programming MethodsDokument2 SeitenRobot Programming MethodsJafash S. Ali100% (1)
- Robot Cell Layouts and Interlocks PDFDokument48 SeitenRobot Cell Layouts and Interlocks PDFPuru Gaur100% (1)
- Unit 1: 6 HRS: Introduction: Basic Concepts, Laws of Robotics, RobotDokument69 SeitenUnit 1: 6 HRS: Introduction: Basic Concepts, Laws of Robotics, Robotvithal100% (1)
- Translating Catia-V5 To RobcadDokument2 SeitenTranslating Catia-V5 To Robcadmmk_worldNoch keine Bewertungen
- Robotics 2markDokument14 SeitenRobotics 2markisirajudeen17Noch keine Bewertungen
- CNC PLC STUDY OF MACHINESDokument22 SeitenCNC PLC STUDY OF MACHINESChaitanya Prasad100% (3)
- Programming Industrial Automation Laboratory Manual 2021-22Dokument60 SeitenProgramming Industrial Automation Laboratory Manual 2021-22Insane PersonNoch keine Bewertungen
- Robotics: Sections: Robot Anatomy Robot Control Systems End Effectors Industrial Robot Applications Robot ProgrammingDokument30 SeitenRobotics: Sections: Robot Anatomy Robot Control Systems End Effectors Industrial Robot Applications Robot Programmingmksamy2021Noch keine Bewertungen
- KUKA Nuclear Automation SolutionsDokument27 SeitenKUKA Nuclear Automation Solutionselmacuarro5Noch keine Bewertungen
- Chapter2-Automation System in IndustryDokument31 SeitenChapter2-Automation System in IndustryAbdul Razzi0% (1)
- Design of Robot-Centered CellDokument7 SeitenDesign of Robot-Centered CellRachnaNoch keine Bewertungen
- Robot CellDokument14 SeitenRobot CellAthiraNoch keine Bewertungen
- IV Robot Operational CycleDokument2 SeitenIV Robot Operational CyclePaolo CantiladoNoch keine Bewertungen
- Unit-I: Robotics and Automation. This Includes "Dumb" Ro Woodworking Machines, "Intelligent" WashingDokument27 SeitenUnit-I: Robotics and Automation. This Includes "Dumb" Ro Woodworking Machines, "Intelligent" Washinglakshmigsr6610Noch keine Bewertungen
- CH 1-OverviewDokument58 SeitenCH 1-OverviewMohamed AbdullahiNoch keine Bewertungen
- Robotics Course MaterialDokument36 SeitenRobotics Course MaterialrajeshkunuNoch keine Bewertungen
- Literature Review UpdateDokument14 SeitenLiterature Review Updatetlili mohamed aliNoch keine Bewertungen
- Industrial Robotics Industrial Robot: Pemda40Dokument8 SeitenIndustrial Robotics Industrial Robot: Pemda40Sivakumar VedachalamNoch keine Bewertungen
- Thermal Properties of Materials: - How Does An EngineeringDokument16 SeitenThermal Properties of Materials: - How Does An EngineeringShione T MundawararaNoch keine Bewertungen
- Mechanical Properties1Dokument27 SeitenMechanical Properties1Shione T MundawararaNoch keine Bewertungen
- MSE3 CorrosionDokument9 SeitenMSE3 CorrosionMirko KerNoch keine Bewertungen
- Mechanical Properties of MetalsDokument16 SeitenMechanical Properties of MetalsShione T MundawararaNoch keine Bewertungen
- Thermal Properties of MetalsDokument15 SeitenThermal Properties of MetalsShione T MundawararaNoch keine Bewertungen
- Lect 14Dokument40 SeitenLect 14shireesh12345Noch keine Bewertungen
- Cabling: Presented by Wisdom, Patsika, GreenDokument31 SeitenCabling: Presented by Wisdom, Patsika, GreenShione T MundawararaNoch keine Bewertungen
- Atomic StructureDokument14 SeitenAtomic StructureShione T MundawararaNoch keine Bewertungen
- APPLIED MECHANICsDokument8 SeitenAPPLIED MECHANICsShione T MundawararaNoch keine Bewertungen
- Theory of Flow Through Valves and FittingsDokument3 SeitenTheory of Flow Through Valves and FittingsShione T MundawararaNoch keine Bewertungen
- Electric Charges, Forces, and Fields: Fall 2008 Lecture 1-1 Physics 231Dokument40 SeitenElectric Charges, Forces, and Fields: Fall 2008 Lecture 1-1 Physics 231IntikhabNoch keine Bewertungen
- Bernoulli's principle explainedDokument72 SeitenBernoulli's principle explainedShione T MundawararaNoch keine Bewertungen
- Cabling Presentation: by Caleb KandoroDokument18 SeitenCabling Presentation: by Caleb KandoroShione T MundawararaNoch keine Bewertungen
- Types of MaterialsDokument12 SeitenTypes of MaterialsShione T MundawararaNoch keine Bewertungen
- In This ExampleDokument1 SeiteIn This ExampleShione T MundawararaNoch keine Bewertungen
- Printing Machinery Maintenance 'L' Scheme SyllabusDokument75 SeitenPrinting Machinery Maintenance 'L' Scheme SyllabusShione T MundawararaNoch keine Bewertungen
- Lecture01 Part 2 Coulombs LawDokument9 SeitenLecture01 Part 2 Coulombs LawXavier HoffmanNoch keine Bewertungen
- Assignment TwoDokument2 SeitenAssignment TwoShione T MundawararaNoch keine Bewertungen
- CoulombsDokument47 SeitenCoulombsTrishia LimpinNoch keine Bewertungen
- Matched FiltersDokument17 SeitenMatched FiltersShione T MundawararaNoch keine Bewertungen
- Robot Course OutlineDokument2 SeitenRobot Course OutlineShione T MundawararaNoch keine Bewertungen
- 7Dokument4 Seiten7Shione T MundawararaNoch keine Bewertungen
- WRO 2023 ExplainDokument11 SeitenWRO 2023 ExplainaramannaNoch keine Bewertungen
- Kinematic Analysis of Hexapod RobotDokument24 SeitenKinematic Analysis of Hexapod RobotTindyo PrasetyoNoch keine Bewertungen
- Department of Mechatronics Engineering UNIT TEST-I - July-2018Dokument1 SeiteDepartment of Mechatronics Engineering UNIT TEST-I - July-2018KannanNoch keine Bewertungen
- Robowars Rulebook 1 5378e3e659Dokument30 SeitenRobowars Rulebook 1 5378e3e659v8yoloNoch keine Bewertungen
- Robots To The Rescue: Robotics in Supply ChainsDokument3 SeitenRobots To The Rescue: Robotics in Supply ChainsdsdsdNoch keine Bewertungen
- Why The Future Does Not Need UsDokument15 SeitenWhy The Future Does Not Need UshopeNoch keine Bewertungen
- Robots in Movies and TelevisionDokument10 SeitenRobots in Movies and TelevisionAlexandra LovellNoch keine Bewertungen
- Mechanism and Robot Kinematics: Anirvan DasguptaDokument122 SeitenMechanism and Robot Kinematics: Anirvan Dasguptaसुमित शर्माNoch keine Bewertungen
- Mekton Zeta Plus Advanced Technical ManualDokument146 SeitenMekton Zeta Plus Advanced Technical Manualgalacien100% (4)
- CAM Notes 2Dokument15 SeitenCAM Notes 2FELIX KEUYANoch keine Bewertungen
- Schedule 1Dokument1 SeiteSchedule 1KaviyarasuNoch keine Bewertungen
- Mamdani Based Fuzzy Logic Controller For A Wheeled Mobile Robot With Obstacle Avoidance CapabilityDokument5 SeitenMamdani Based Fuzzy Logic Controller For A Wheeled Mobile Robot With Obstacle Avoidance CapabilityChethan ChinnuNoch keine Bewertungen
- Study PlanDokument2 SeitenStudy PlanAbu FatihNoch keine Bewertungen
- Activity N°7Dokument3 SeitenActivity N°7pablodohacNoch keine Bewertungen
- Survey of Robotic Arm and Parameters: Virendra Patidar Ritu TiwariDokument6 SeitenSurvey of Robotic Arm and Parameters: Virendra Patidar Ritu TiwariMOURANI BHARNoch keine Bewertungen
- ME 407 Mechatronics KTU S7Dokument248 SeitenME 407 Mechatronics KTU S7Abins AliNoch keine Bewertungen
- Exam C2Dokument2 SeitenExam C2Nago TamagotxiNoch keine Bewertungen
- BR18 Mechanical Engineering Robotics Semester VIDokument2 SeitenBR18 Mechanical Engineering Robotics Semester VIPRAVEeNoch keine Bewertungen
- Obstacle Avoiding Robot Car GuideDokument10 SeitenObstacle Avoiding Robot Car GuideAyush KumarNoch keine Bewertungen
- 03 Tuenkers Imageflyer Gripping GBDokument3 Seiten03 Tuenkers Imageflyer Gripping GBRodrigo CarvalhoNoch keine Bewertungen
- The Function of Robots in Human Lives: Do You Know What Robots Do?Dokument4 SeitenThe Function of Robots in Human Lives: Do You Know What Robots Do?egy putriNoch keine Bewertungen
- LAB 7: Assembly of A Rover Vehicle Using Robotic Development KitDokument3 SeitenLAB 7: Assembly of A Rover Vehicle Using Robotic Development KitGHULAM ESSANoch keine Bewertungen
- Grippers in Human Robot Collaboration: Markus WalderichDokument29 SeitenGrippers in Human Robot Collaboration: Markus WalderichpmpintoisqNoch keine Bewertungen
- Automated Seam Tracking System Based On Passive Monocular Vision For Automated Linear Robotic Welding ProcessDokument3 SeitenAutomated Seam Tracking System Based On Passive Monocular Vision For Automated Linear Robotic Welding ProcessMihail AvramovNoch keine Bewertungen
- Project Progress Report Obstacle Avoiding Robotic Vehicle 1Dokument3 SeitenProject Progress Report Obstacle Avoiding Robotic Vehicle 1Siddhartha TripathiNoch keine Bewertungen
- GTE Sop 101 Australia For UniversityDokument1 SeiteGTE Sop 101 Australia For UniversityFuture First ImmigrationNoch keine Bewertungen
- Mopping Module Design and Experiments of A Multifunction Floor Cleaning RobotDokument6 SeitenMopping Module Design and Experiments of A Multifunction Floor Cleaning RobotAntonio MoisesNoch keine Bewertungen