Das könnte Ihnen auch gefallen
- BS 7371-6 Ad.1 2011 Hot Dip Galv. of Metal FastenersDokument10 SeitenBS 7371-6 Ad.1 2011 Hot Dip Galv. of Metal FastenersJayesh0% (1)
- BS 7079 - 2009Dokument18 SeitenBS 7079 - 2009clarkie_bd71% (7)
- Bs 7371 6 1998Dokument10 SeitenBs 7371 6 1998sdd1965Noch keine Bewertungen
- BS 443Dokument15 SeitenBS 443bdiitNoch keine Bewertungen
- EN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFDokument32 SeitenEN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFJoao MendesNoch keine Bewertungen
- Iso 10684 PDFDokument27 SeitenIso 10684 PDFsasenthil241464Noch keine Bewertungen
- BS en 10149-1 1996Dokument16 SeitenBS en 10149-1 1996ibson045001256100% (1)
- Iso 2560-2009 PDFDokument7 SeitenIso 2560-2009 PDFfebby farizalNoch keine Bewertungen
- BS en 10142 2000 24Dokument24 SeitenBS en 10142 2000 24GabrielaTudoriNoch keine Bewertungen
- BS4190-2001 ISO Metric Black Hexagon Bolts - Screws - Nuts Specification PDFDokument32 SeitenBS4190-2001 ISO Metric Black Hexagon Bolts - Screws - Nuts Specification PDFTan100% (4)
- Din 17100Dokument5 SeitenDin 17100Akhmad ZaenudinNoch keine Bewertungen
- Cold-Rolled Low Carbon Steel Flat Products For Vitreous EnaDokument24 SeitenCold-Rolled Low Carbon Steel Flat Products For Vitreous Enanandi_scrNoch keine Bewertungen
- BS 3410 1961 WashersDokument20 SeitenBS 3410 1961 WashersAndy TaylorNoch keine Bewertungen
- Iso 6361 2 1990 en PDFDokument8 SeitenIso 6361 2 1990 en PDFganmoses0% (1)
- BS en 1011-3Dokument32 SeitenBS en 1011-3lok kkNoch keine Bewertungen
- BS 1465Dokument12 SeitenBS 1465wi50% (2)
- BS en 01254-6-2012Dokument52 SeitenBS en 01254-6-2012lunatic2000Noch keine Bewertungen
- BS en 755 9 2008Dokument24 SeitenBS en 755 9 2008Luis SierraNoch keine Bewertungen
- BS en 10020 2000Dokument12 SeitenBS en 10020 2000Dang Thanh Tuan100% (2)
- BS en ISO 1461-1999-Hot Dip Galvanized Coatings On Fabricated Iron and Steel ArtDokument16 SeitenBS en ISO 1461-1999-Hot Dip Galvanized Coatings On Fabricated Iron and Steel ArtQuangKhải100% (4)
- Iso 15330 en PDFDokument6 SeitenIso 15330 en PDFScube engineersNoch keine Bewertungen
- BS en 10253-1-1999 Butt-Welding Pipe Fittings - Part 1Dokument36 SeitenBS en 10253-1-1999 Butt-Welding Pipe Fittings - Part 1AleksandarSM100% (1)
- BS 67442001 PDFDokument29 SeitenBS 67442001 PDFAyman_Elmasry_91070% (1)
- BS en 755-9 - 2008Dokument24 SeitenBS en 755-9 - 2008sul42100% (1)
- BS en 14399-7 2007Dokument24 SeitenBS en 14399-7 2007Kristina KaskNoch keine Bewertungen
- BS 7419 PDFDokument13 SeitenBS 7419 PDFОлег СоловьевNoch keine Bewertungen
- BS 4-1 2005Dokument18 SeitenBS 4-1 2005Teoh ChunliNoch keine Bewertungen
- BS 07668-2016 PDFDokument26 SeitenBS 07668-2016 PDFAsheque IqbalNoch keine Bewertungen
- BS en 10279-2000 PDFDokument10 SeitenBS en 10279-2000 PDFPhạm Văn Đảng100% (1)
- BS EN ISO 4014-2022 (Bolt)Dokument20 SeitenBS EN ISO 4014-2022 (Bolt)Md. Main Uddin100% (1)
- Black Bolts Screws and Nuts - : Specification ForDokument22 SeitenBlack Bolts Screws and Nuts - : Specification FordoyenofcastleNoch keine Bewertungen
- BS en Iso 14713-1 2017Dokument26 SeitenBS en Iso 14713-1 2017NadaNoch keine Bewertungen
- Iso 4759-1 2000 PDFDokument8 SeitenIso 4759-1 2000 PDFangelokyo100% (1)
- BS 84-2007Dokument66 SeitenBS 84-2007윤규섭Noch keine Bewertungen
- BS 1449-1 Steel Plate, Sheet & Strip 1983 PDFDokument39 SeitenBS 1449-1 Steel Plate, Sheet & Strip 1983 PDFSaad Ayub0% (1)
- Standard For FastenersDokument11 SeitenStandard For FastenersAmandeep SinghNoch keine Bewertungen
- BS en 10025Dokument38 SeitenBS en 10025muneeshwaraperumalNoch keine Bewertungen
- BS en 10111-2008Dokument16 SeitenBS en 10111-2008Martijn GrootNoch keine Bewertungen
- BS en 10020 Definition and Classification of Grades of SteelDokument12 SeitenBS en 10020 Definition and Classification of Grades of SteelRishi Oberai100% (5)
- Fasteners hydrogen embrittlement testDokument9 SeitenFasteners hydrogen embrittlement testAlexandre EmmerickNoch keine Bewertungen
- Iso 10684 PDFDokument27 SeitenIso 10684 PDFAliceNoch keine Bewertungen
- Iso 4042 PDFDokument25 SeitenIso 4042 PDFAditya Pratap100% (6)
- BS 5950 Part 2 2001 - Specification For Materials, Fabrication and Erection - Rolled and Welded SectionsDokument41 SeitenBS 5950 Part 2 2001 - Specification For Materials, Fabrication and Erection - Rolled and Welded Sections111111100% (5)
- BS en 00438-6-2005 PDFDokument16 SeitenBS en 00438-6-2005 PDFShan Sandaruwan AbeywardeneNoch keine Bewertungen
- En 10024-1995 - Hot Rolled Taper Flange I Sections - Tolerances On Shape and DimensionsDokument10 SeitenEn 10024-1995 - Hot Rolled Taper Flange I Sections - Tolerances On Shape and DimensionsjekabsjNoch keine Bewertungen
- BS en Iso 12944-1-2017Dokument41 SeitenBS en Iso 12944-1-2017Dwarakanathan Makkada YuvarajNoch keine Bewertungen
- BS en 1011-8 - 2004 PDFDokument24 SeitenBS en 1011-8 - 2004 PDFrezaNoch keine Bewertungen
- BS 3799 1974 Specification For Steel Pipe Fittings, Screwed and Socket-Welding For The Petroleum IndustryDokument26 SeitenBS 3799 1974 Specification For Steel Pipe Fittings, Screwed and Socket-Welding For The Petroleum Industrycaleshu100% (2)
- GB-T 706-2008Dokument29 SeitenGB-T 706-2008Daniel SherwinNoch keine Bewertungen
- BS en 10163-2-2004Dokument14 SeitenBS en 10163-2-2004Jithu KareemNoch keine Bewertungen
- CEN/TR 10261: Technical Report Rapport Technique Technischer BerichtDokument5 SeitenCEN/TR 10261: Technical Report Rapport Technique Technischer Berichtdexterbox1Noch keine Bewertungen
- BS en 10088-4-2009Dokument48 SeitenBS en 10088-4-2009khanhNoch keine Bewertungen
- BS 07371-3-2009Dokument20 SeitenBS 07371-3-2009NACK100100% (1)
- BS 8010-2.8 PDFDokument57 SeitenBS 8010-2.8 PDFVeena S V50% (2)
- UK National Annex To Eurocode 9: Design of Aluminium StructuresDokument14 SeitenUK National Annex To Eurocode 9: Design of Aluminium Structures76027074Noch keine Bewertungen
- Bs 3690 1Dokument11 SeitenBs 3690 1Hamid NaveedNoch keine Bewertungen
- BS 1724 (Bronze Welding by Gas)Dokument24 SeitenBS 1724 (Bronze Welding by Gas)nandi_scrNoch keine Bewertungen
- BS 8010 Part 2 - 1992Dokument53 SeitenBS 8010 Part 2 - 1992waseemiqbal133100% (3)
- BS 8010-2.5 (1989) Pipelines On Land - Glass Reinforced Thermosetting PlasticsDokument30 SeitenBS 8010-2.5 (1989) Pipelines On Land - Glass Reinforced Thermosetting PlasticsGregory Simmon100% (2)
- Bs 3262 3Dokument11 SeitenBs 3262 3Hamid Naveed100% (1)
- 1 - PDFsam - Act 34 of 2020 TNDokument1 Seite1 - PDFsam - Act 34 of 2020 TNmoorthyxNoch keine Bewertungen
- N, E,,r, LLL I, ' ,: ' I".,rrl - I.jir":il?Dokument1 SeiteN, E,,r, LLL I, ' ,: ' I".,rrl - I.jir":il?moorthyxNoch keine Bewertungen
- 2 PDFsam Act No 45Dokument1 Seite2 PDFsam Act No 45moorthyxNoch keine Bewertungen
- 2 PDFsam Act No 45Dokument1 Seite2 PDFsam Act No 45moorthyxNoch keine Bewertungen
- Act No 45Dokument5 SeitenAct No 45moorthyxNoch keine Bewertungen
- 5 PDFsam Act No 45Dokument1 Seite5 PDFsam Act No 45moorthyxNoch keine Bewertungen
- 1 PDFsam Act No 45Dokument1 Seite1 PDFsam Act No 45moorthyxNoch keine Bewertungen
- N, E,,r, LLL I, ' ,: ' I".,rrl - I.jir":il?Dokument1 SeiteN, E,,r, LLL I, ' ,: ' I".,rrl - I.jir":il?moorthyxNoch keine Bewertungen
- 4 PDFsam Act No 45Dokument1 Seite4 PDFsam Act No 45moorthyxNoch keine Bewertungen
- Act No 45Dokument5 SeitenAct No 45moorthyxNoch keine Bewertungen
- 4 PDFsam Act No 45Dokument1 Seite4 PDFsam Act No 45moorthyxNoch keine Bewertungen
- 5 PDFsam Act No 45Dokument1 Seite5 PDFsam Act No 45moorthyxNoch keine Bewertungen
- 35 Union CodeDokument2 Seiten35 Union CodemoorthyxNoch keine Bewertungen
- Development of Typological Classification and Its Relationship To Microdifferentiation in Ethnic IndiaDokument14 SeitenDevelopment of Typological Classification and Its Relationship To Microdifferentiation in Ethnic IndiamoorthyxNoch keine Bewertungen
- 1 PDFsam Act No 45Dokument1 Seite1 PDFsam Act No 45moorthyxNoch keine Bewertungen
- Attachment TheoryDokument27 SeitenAttachment TheorymoorthyxNoch keine Bewertungen
- Ethnography and Tehory in India - BergerDokument33 SeitenEthnography and Tehory in India - BergerNicolasViottiNoch keine Bewertungen
- Development of Typological Classification and Its Relationship To Microdifferentiation in Ethnic IndiaDokument14 SeitenDevelopment of Typological Classification and Its Relationship To Microdifferentiation in Ethnic IndiamoorthyxNoch keine Bewertungen
- INR To USDDokument1 SeiteINR To USDmoorthyxNoch keine Bewertungen
- First Foremost Thing Is Recording The Existing Practices For Future Trial and Error MethodsDokument1 SeiteFirst Foremost Thing Is Recording The Existing Practices For Future Trial and Error MethodsmoorthyxNoch keine Bewertungen
- Model for Writing Papers: Step-by-Step GuideDokument1 SeiteModel for Writing Papers: Step-by-Step GuidemoorthyxNoch keine Bewertungen
- MadrasDokument1 SeiteMadrasmoorthyxNoch keine Bewertungen
- PDFsam - 3how To Write A Great PaperDokument1 SeitePDFsam - 3how To Write A Great PapermoorthyxNoch keine Bewertungen
- Arrested Last Night, TTV Dinakaran To Be Produced in Court Today - India, News - India TodayDokument2 SeitenArrested Last Night, TTV Dinakaran To Be Produced in Court Today - India, News - India TodaymoorthyxNoch keine Bewertungen
- Why we write: The value of research communicationDokument1 SeiteWhy we write: The value of research communicationmoorthyxNoch keine Bewertungen
- Achaemenid Religion Kingly Sincerity andDokument11 SeitenAchaemenid Religion Kingly Sincerity andmoorthyxNoch keine Bewertungen
- How to Write a Great Research PaperDokument1 SeiteHow to Write a Great Research PapermoorthyxNoch keine Bewertungen
- The Conviction of A Chief MinisterDokument5 SeitenThe Conviction of A Chief MinistermoorthyxNoch keine Bewertungen
- Invitation Physics 020517Dokument2 SeitenInvitation Physics 020517moorthyxNoch keine Bewertungen
- APA FilmsDokument5 SeitenAPA FilmsKarla DavalosNoch keine Bewertungen
- Module 01 國際保安規範及航空器使用人保安計畫介紹 Convention on International Civil Aviation and EVA ASPDokument20 SeitenModule 01 國際保安規範及航空器使用人保安計畫介紹 Convention on International Civil Aviation and EVA ASPjncsung_88Noch keine Bewertungen
- Vendor Selection ProcedureDokument14 SeitenVendor Selection ProceduresqalopezNoch keine Bewertungen
- Energy MeterDokument2 SeitenEnergy MeterNagaraj VjNoch keine Bewertungen
- Donner CompanyDokument4 SeitenDonner CompanyFrancesco BrunoNoch keine Bewertungen
- Article - BWP HydrocoolingDokument5 SeitenArticle - BWP Hydrocoolingmahmoud mohamedNoch keine Bewertungen
- Assessment Center-Forms1Dokument39 SeitenAssessment Center-Forms1Allan BolanoNoch keine Bewertungen
- Steel and Pipes For Africa Price ListDokument1 SeiteSteel and Pipes For Africa Price ListLazuardhy Vozika Futur100% (1)
- Sample Job Description QMR PDFDokument2 SeitenSample Job Description QMR PDFHilario AlinabonNoch keine Bewertungen
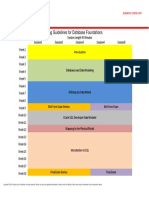
- DFo Course MapDokument1 SeiteDFo Course MapMilanAdzicNoch keine Bewertungen
- Bulletin: Toyota Textile MachineryDokument8 SeitenBulletin: Toyota Textile MachineryKannan Krishnamurthy100% (2)
- VELAN Cryo Torqseal 08Dokument0 SeitenVELAN Cryo Torqseal 08prajash007Noch keine Bewertungen
- Elever Content FlowDokument7 SeitenElever Content FlowAbhinav DeepNoch keine Bewertungen
- Inspection and Welding Repairs of Pressure VesselsDokument8 SeitenInspection and Welding Repairs of Pressure VesselsAlper Çakıroğlu100% (1)
- Fisher Valvula de Mariposa A41 BoletinDokument12 SeitenFisher Valvula de Mariposa A41 BoletinJossi Perez ANoch keine Bewertungen
- List of Gear StandardDokument7 SeitenList of Gear StandardManoj SinghNoch keine Bewertungen
- Worksheet II LPP SADokument5 SeitenWorksheet II LPP SANikita Shah100% (1)
- HWQ1182A - Broad Channel - Summer 2016 - FINALDokument1 SeiteHWQ1182A - Broad Channel - Summer 2016 - FINALPeter J. MahonNoch keine Bewertungen
- CarlHansenCollection BrochureDokument28 SeitenCarlHansenCollection BrochureayzlimNoch keine Bewertungen
- Interior Fit Out Jobs ClassifiedsDokument6 SeitenInterior Fit Out Jobs Classifiedsdokaris01Noch keine Bewertungen
- Scope of Accreditation CABsDokument90 SeitenScope of Accreditation CABsMidhunRameshThuvasseryNoch keine Bewertungen
- E TechDokument10 SeitenE Techrachel joanne arceoNoch keine Bewertungen
- Engineering EcoDokument26 SeitenEngineering EcoEric John Enriquez100% (2)
- 3bc899b9-e56d-40c4-a304-1cc5edf4b6c7Dokument4 Seiten3bc899b9-e56d-40c4-a304-1cc5edf4b6c7Swamy Dhas DhasNoch keine Bewertungen
- Terms of Reference TemplateDokument3 SeitenTerms of Reference Templatechinkapook100% (8)
- Vintage Airplane - Feb 1987Dokument32 SeitenVintage Airplane - Feb 1987Aviation/Space History LibraryNoch keine Bewertungen
- How To Tune and Modify Automotive Engine ManagementDokument338 SeitenHow To Tune and Modify Automotive Engine ManagementHùng PhạmNoch keine Bewertungen
- 1550 LNA1087404 LTE L11 Performance and Optimization PDFDokument3 Seiten1550 LNA1087404 LTE L11 Performance and Optimization PDFRiverNoch keine Bewertungen
- Turbocharger RetrofitingDokument2 SeitenTurbocharger RetrofitingShoaib Arshad100% (1)
- CH 2Dokument7 SeitenCH 2Joki PenangNoch keine Bewertungen
- The Dubsado Workflow ManualDokument46 SeitenThe Dubsado Workflow ManualRebekah Grace100% (1)