Das könnte Ihnen auch gefallen
- 170 745instDokument1 Seite170 745instjii_907001Noch keine Bewertungen
- 3 PhaseDokument9 Seiten3 PhaseArnulfo LavaresNoch keine Bewertungen
- U-Bild: Tiered PlanterDokument1 SeiteU-Bild: Tiered Planterjii_907001Noch keine Bewertungen
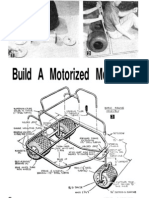
- 3 Wheel 2Dokument5 Seiten3 Wheel 2jii_907001Noch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Lista de Instrumentos Precom-Com - PDF ParapetiDokument3 SeitenLista de Instrumentos Precom-Com - PDF ParapetiRoy RamosNoch keine Bewertungen
- Checklist For Installation For Fire Fighting Piping System and Accessories Under GroundDokument1 SeiteChecklist For Installation For Fire Fighting Piping System and Accessories Under Groundvishalkadam57Noch keine Bewertungen
- Critical Tasks: Name Start Finish % Complete Remaining Work Resource NamesDokument20 SeitenCritical Tasks: Name Start Finish % Complete Remaining Work Resource NamesEngr aghaNoch keine Bewertungen
- Illustrated Parts List: RTAO-16710C-AS November 2012Dokument42 SeitenIllustrated Parts List: RTAO-16710C-AS November 2012Jose LlerenaNoch keine Bewertungen
- KnifeKits Catalog 2011Dokument64 SeitenKnifeKits Catalog 2011mpolyadis100% (4)
- Drilling Machine: Fierda Lestari Sarpangga Putri NRP 0516040128 D4 Teknik K3 Ppns (Lintas Jenjang)Dokument7 SeitenDrilling Machine: Fierda Lestari Sarpangga Putri NRP 0516040128 D4 Teknik K3 Ppns (Lintas Jenjang)Fierda SarpanggaNoch keine Bewertungen
- Aramco AVL 2017Dokument980 SeitenAramco AVL 2017Yawar AliNoch keine Bewertungen
- Herramientas para Camisillas de InyectoresDokument20 SeitenHerramientas para Camisillas de InyectoresJuan Pablo Ramirez GiraldoNoch keine Bewertungen
- Vit MeDokument1 SeiteVit MeBo Cau GaiNoch keine Bewertungen
- MOTOR DATA FOR SDP 3&4 With PhotosDokument161 SeitenMOTOR DATA FOR SDP 3&4 With PhotosAbhi7288Noch keine Bewertungen
- Fitting Shop Workshop TechnologyDokument10 SeitenFitting Shop Workshop TechnologyBilal Tayyab75% (12)
- HP1630 ManualDokument3 SeitenHP1630 Manualmtc tentremNoch keine Bewertungen
- Technical Info Thread NPT Metric PG BSPP PDFDokument1 SeiteTechnical Info Thread NPT Metric PG BSPP PDFJoko SusiloNoch keine Bewertungen
- Proforma Invoice: 15-Apr-2019 Dt. Our Ref - NoDokument6 SeitenProforma Invoice: 15-Apr-2019 Dt. Our Ref - Norohit negiNoch keine Bewertungen
- Price List 2018-19: Rishabh Instruments Pvt. LTDDokument77 SeitenPrice List 2018-19: Rishabh Instruments Pvt. LTDpranay prakashNoch keine Bewertungen
- 563.001 Provision Crane Type GPS 100-0512 (Instruction Manual)Dokument132 Seiten563.001 Provision Crane Type GPS 100-0512 (Instruction Manual)AndrewNoch keine Bewertungen
- SampledbDokument11 SeitenSampledbBunnyNoch keine Bewertungen
- HK g36 Assault Rifle ManualDokument22 SeitenHK g36 Assault Rifle ManualEric Tribiger100% (1)
- Lathe MachineDokument18 SeitenLathe MachineShreenivas ThakurNoch keine Bewertungen
- Using Pulleys With Electric MotorsDokument12 SeitenUsing Pulleys With Electric MotorsPrekelNoch keine Bewertungen
- UTKARSH SYSTEMS AugDokument4 SeitenUTKARSH SYSTEMS Augkgk sitapuraNoch keine Bewertungen
- Steering SystemDokument26 SeitenSteering Systemfrankhil ramosNoch keine Bewertungen
- Fishing String For W.O & Coil TBGDokument6 SeitenFishing String For W.O & Coil TBGAbboud King0% (1)
- Gasmultibloc Combined Regulator and Safety Shut-Off Valves Single-Stage Function Integrated Bypass Valve MB-D (Le) 405 - 412 B07Dokument6 SeitenGasmultibloc Combined Regulator and Safety Shut-Off Valves Single-Stage Function Integrated Bypass Valve MB-D (Le) 405 - 412 B07TobiasAngererNoch keine Bewertungen
- UL 705 Power VentilatorsDokument3 SeitenUL 705 Power VentilatorsProyectos 2 UezuNoch keine Bewertungen
- Sovent System DesignDokument36 SeitenSovent System DesignHESuarezNoch keine Bewertungen
- Api 6a Flanged, Gate, Plug and Ball Valves Face To Face LengthDokument4 SeitenApi 6a Flanged, Gate, Plug and Ball Valves Face To Face LengthRamzi BEN AHMEDNoch keine Bewertungen
- How To Fix The Wobbling Table Saw ArborDokument5 SeitenHow To Fix The Wobbling Table Saw ArborSonia CireaşăNoch keine Bewertungen
- AD0312751(新炮的比较)Dokument21 SeitenAD0312751(新炮的比较)114514Noch keine Bewertungen
- Tank & Anti-Tank AmmunitionDokument6 SeitenTank & Anti-Tank AmmunitionAnes HalilovićNoch keine Bewertungen