Das könnte Ihnen auch gefallen
- Boiler Components: Super HeaterDokument2 SeitenBoiler Components: Super Heaterponnivalavans_994423Noch keine Bewertungen
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesVon EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNoch keine Bewertungen
- Alstom Process Gas CoolerDokument12 SeitenAlstom Process Gas Coolerrajaramc100% (1)
- Types of Boilers and Types of Hydrostatic Test: Boiler ComponentsDokument10 SeitenTypes of Boilers and Types of Hydrostatic Test: Boiler ComponentsIbrahim MustafaNoch keine Bewertungen
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesVon EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNoch keine Bewertungen
- Get Profile 1 PDFDokument24 SeitenGet Profile 1 PDFحمودي معزNoch keine Bewertungen
- 01 - Chemetics Gas-Gas Heat Exchanger InfoSheetDokument2 Seiten01 - Chemetics Gas-Gas Heat Exchanger InfoSheetWeb LogueandoNoch keine Bewertungen
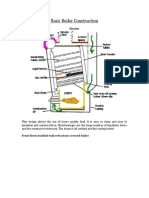
- Basic Boiler ConstructionDokument37 SeitenBasic Boiler ConstructionSudarmarine SudharNoch keine Bewertungen
- Air Cooled Heat Exchangers - GEA BrochureDokument16 SeitenAir Cooled Heat Exchangers - GEA BrochurenorthstarleoNoch keine Bewertungen
- Final Multi Rifled TubesDokument8 SeitenFinal Multi Rifled TubesböhmitNoch keine Bewertungen
- BoilerDokument48 SeitenBoilerSubramanian Ravishankar100% (1)
- Application Note: Sentry Spiral Tube Heat Exchanger Vent Condenser ApplicationDokument2 SeitenApplication Note: Sentry Spiral Tube Heat Exchanger Vent Condenser ApplicationraritylimNoch keine Bewertungen
- Heat ExchangerDokument37 SeitenHeat Exchangerdhairya1725100% (5)
- Heat Recovery From Exhaust GasesDokument6 SeitenHeat Recovery From Exhaust GasesnaveenNoch keine Bewertungen
- Basic Boiler ConstructionDokument8 SeitenBasic Boiler ConstructionLuthfi Yulian FikriNoch keine Bewertungen
- 112.09 Heat Exchangers BrochureDokument4 Seiten112.09 Heat Exchangers BrochureAlexandru DinaNoch keine Bewertungen
- Tech Paper - Super Critical Boiler With Low Mass Flux, Vertical Wall DesignDokument6 SeitenTech Paper - Super Critical Boiler With Low Mass Flux, Vertical Wall Designsbala_810Noch keine Bewertungen
- Basic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerDokument12 SeitenBasic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerAnand JinoNoch keine Bewertungen
- Heatexchanger Brochure PDFDokument18 SeitenHeatexchanger Brochure PDFdesignstuioNoch keine Bewertungen
- Air Fin Cooler CatalougeDokument14 SeitenAir Fin Cooler Catalougesammar_10Noch keine Bewertungen
- Oschatz Non-Ferrous Metallurgy enDokument12 SeitenOschatz Non-Ferrous Metallurgy enSelene Acosta MauricciNoch keine Bewertungen
- Water Tube BoilerDokument8 SeitenWater Tube BoilerIonescu FlorinNoch keine Bewertungen
- Types of Reheating FurnacesDokument4 SeitenTypes of Reheating FurnacesziadNoch keine Bewertungen
- Integral Low Fin TubeDokument16 SeitenIntegral Low Fin TubePeter_Phee_341Noch keine Bewertungen
- ABC 200 Heat ExchangerDokument200 SeitenABC 200 Heat Exchanger전상문100% (2)
- BoilerDokument48 SeitenBoilerAbdallah Mansour100% (2)
- Types Vgof Reheating FurnacesDokument5 SeitenTypes Vgof Reheating FurnacesNiladri BhattacharyyaNoch keine Bewertungen
- Brem CatDokument194 SeitenBrem CatBog PenNoch keine Bewertungen
- Basic Boiler ConstructionDokument7 SeitenBasic Boiler ConstructionMeghanath AdkonkarNoch keine Bewertungen
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDokument64 SeitenAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarNoch keine Bewertungen
- 1973 BACKER Shaped Heat 20111009Dokument50 Seiten1973 BACKER Shaped Heat 20111009Hank MarvinNoch keine Bewertungen
- Superheaters: Reason For Superheating SteamDokument7 SeitenSuperheaters: Reason For Superheating SteamMeghanath AdkonkarNoch keine Bewertungen
- BOILER CONSTRUCTION ADokument51 SeitenBOILER CONSTRUCTION Ahafiz aimanNoch keine Bewertungen
- Air-Cooled Heat ExchangersDokument16 SeitenAir-Cooled Heat Exchangersalex200301Noch keine Bewertungen
- Industrial BoilersDokument32 SeitenIndustrial BoilersNipun SabharwalNoch keine Bewertungen
- Generator and Motor Coolers ELECTRADokument6 SeitenGenerator and Motor Coolers ELECTRALymeParkNoch keine Bewertungen
- Horizontal Boilers Make 700C Steam EconomicDokument5 SeitenHorizontal Boilers Make 700C Steam EconomicKrishnan Santhanaraj100% (1)
- Billet Making ProcessDokument5 SeitenBillet Making Processrameshrangachari2008Noch keine Bewertungen
- CLM Series Steam and Water Boiler: Bryan "Flexible Water Tube"Dokument10 SeitenCLM Series Steam and Water Boiler: Bryan "Flexible Water Tube"Alexánder Muñoz FerrerNoch keine Bewertungen
- Fired HeaterDokument11 SeitenFired HeaterLakshay SharmaNoch keine Bewertungen
- Reformed Gas Waste Heat Boilers X 0Dokument1 SeiteReformed Gas Waste Heat Boilers X 0David PierreNoch keine Bewertungen
- Application of HEat PipeDokument29 SeitenApplication of HEat PipeNikhil ShahNoch keine Bewertungen
- 500mwboilermahagenco 140115124304 Phpapp02Dokument38 Seiten500mwboilermahagenco 140115124304 Phpapp02Lakshmi NarayanNoch keine Bewertungen
- BoilersDokument67 SeitenBoilerssahilchemNoch keine Bewertungen
- eBroc-Shell and Tube Heat Exchangers Model Series and Customer Oriented Solutions, FunkeDokument18 SeiteneBroc-Shell and Tube Heat Exchangers Model Series and Customer Oriented Solutions, FunkeMoly69xNoch keine Bewertungen
- To Understand The Production of Steel PipeDokument8 SeitenTo Understand The Production of Steel PiperameshNoch keine Bewertungen
- Design, Manufacturing and Testing of Controlled Stir Casting FurnaceDokument65 SeitenDesign, Manufacturing and Testing of Controlled Stir Casting FurnaceGunabalan Sellan100% (1)
- THERMAL-1 Experiment 1 Part ADokument7 SeitenTHERMAL-1 Experiment 1 Part Anishith ranaNoch keine Bewertungen
- Chapter No.6: Design of Heat ExchangerDokument35 SeitenChapter No.6: Design of Heat ExchangerGlacier RamkissoonNoch keine Bewertungen
- Boiler Pressure Parts - Straight TubesDokument2 SeitenBoiler Pressure Parts - Straight TubesLTE002Noch keine Bewertungen
- Heat Ex Changer Model Selection TypeDokument10 SeitenHeat Ex Changer Model Selection TypenoxleekNoch keine Bewertungen
- Engineering Letter: IndustrialsteamheatingsystemsDokument8 SeitenEngineering Letter: Industrialsteamheatingsystemsmontie3Noch keine Bewertungen
- FTP PDFDokument16 SeitenFTP PDFPankaj RaneNoch keine Bewertungen
- Design and Analysis of Boiler Pressure Vessels Based On IBR CodesDokument9 SeitenDesign and Analysis of Boiler Pressure Vessels Based On IBR Codesgermantoledo244596Noch keine Bewertungen
- Weld Sa 178 Boiler Tubes PDFDokument10 SeitenWeld Sa 178 Boiler Tubes PDFSai PrasathNoch keine Bewertungen
- 4.1 BoilerDokument40 Seiten4.1 BoilermechgokulNoch keine Bewertungen
- Information/Definations About Different Steel Products: Training SessionDokument11 SeitenInformation/Definations About Different Steel Products: Training Sessionosama raufNoch keine Bewertungen
- Boiler Pressure PartsDokument32 SeitenBoiler Pressure PartsavtarsinghsandhuNoch keine Bewertungen
- PANCHATANTRA Odia PDFDokument99 SeitenPANCHATANTRA Odia PDFSurya Baba81% (16)
- PMP QuizDokument218 SeitenPMP QuizBedabyas DehuryNoch keine Bewertungen
- Duty Cycle PDFDokument1 SeiteDuty Cycle PDFBedabyas DehuryNoch keine Bewertungen
- Insulation ClassDokument1 SeiteInsulation ClassBedabyas DehuryNoch keine Bewertungen
- Power Plant Acoustics-BDokument96 SeitenPower Plant Acoustics-BaldesanNoch keine Bewertungen
- Vector Groups PDFDokument2 SeitenVector Groups PDFBedabyas DehuryNoch keine Bewertungen
- Electric Power Substations Engineering PDFDokument303 SeitenElectric Power Substations Engineering PDFSantiago MorilloNoch keine Bewertungen
- ABB - Electrical Installation Handbook - IDokument168 SeitenABB - Electrical Installation Handbook - Iapi-3806201100% (10)
- Role of Micro HydroDokument3 SeitenRole of Micro HydroBedabyas DehuryNoch keine Bewertungen
- Boiler Pressure PartsDokument3 SeitenBoiler Pressure PartsBedabyas DehuryNoch keine Bewertungen
- Airopac - Camfill Pre FilterDokument1 SeiteAiropac - Camfill Pre Filtersinu waskithoNoch keine Bewertungen
- Chemical Changes LabDokument5 SeitenChemical Changes LabGildardo SalazarNoch keine Bewertungen
- Effect of Transition Metal Oxides On Decomposition and Deflagration of Composite Solid Propellant Systems: A SurveyDokument8 SeitenEffect of Transition Metal Oxides On Decomposition and Deflagration of Composite Solid Propellant Systems: A SurveyAmin AminiNoch keine Bewertungen
- Carboxylic Acids and Derivatives (Formal Report)Dokument5 SeitenCarboxylic Acids and Derivatives (Formal Report)Sar Caermare0% (4)
- Drug Education: September 9, 2017 Mati Davao OrientalDokument119 SeitenDrug Education: September 9, 2017 Mati Davao OrientalYem Binobo NantesNoch keine Bewertungen
- Superalloys - A Primer and HistoryDokument4 SeitenSuperalloys - A Primer and Historyhemakumars100% (1)
- SANDVIK - Steel Designation and Markings - STA-02-030EDokument4 SeitenSANDVIK - Steel Designation and Markings - STA-02-030EPetr HavelNoch keine Bewertungen
- ETT Seminar - Isotopes in MedicineDokument71 SeitenETT Seminar - Isotopes in MedicineisocenterNoch keine Bewertungen
- Air Conditioning EquipmentsDokument31 SeitenAir Conditioning EquipmentsamarparimiNoch keine Bewertungen
- 51314-3985-Methanol-Induced Internal Stress CorrosDokument18 Seiten51314-3985-Methanol-Induced Internal Stress CorrosMahmoud GamalNoch keine Bewertungen
- Tsubaki ChainDokument8 SeitenTsubaki Chainbmihaiela100% (1)
- 3.AcidBases FinalDokument35 Seiten3.AcidBases FinalSoham RaneNoch keine Bewertungen
- Carbon Fiber - CoursDokument33 SeitenCarbon Fiber - Courstrannhu1293599Noch keine Bewertungen
- Assignment 07 ADokument3 SeitenAssignment 07 AsundusNoch keine Bewertungen
- Thermo Scientific Taq Dna Polymerase With KCL Buffer: DescriptionDokument3 SeitenThermo Scientific Taq Dna Polymerase With KCL Buffer: DescriptionCHIRANJEEVINoch keine Bewertungen
- CentrifugationDokument43 SeitenCentrifugationSudeeksha RavikotiNoch keine Bewertungen
- Quiz BiochemistryDokument100 SeitenQuiz BiochemistryMedShare88% (25)
- Rotary PumpsDokument31 SeitenRotary PumpsalbertNoch keine Bewertungen
- 4th Health2 For Demo Explicit TeachingDokument4 Seiten4th Health2 For Demo Explicit TeachingLeony Cipriano100% (2)
- EagleBurgmann MG1 enDokument4 SeitenEagleBurgmann MG1 ensanjeevvangeNoch keine Bewertungen
- Project Report On Pigment Print BinderDokument4 SeitenProject Report On Pigment Print BinderEIRI Board of Consultants and PublishersNoch keine Bewertungen
- Qw/Qb-422 Ferrous/Nonferrous P-Numbers (Cont'D) Grouping of Base Metals For QualificationDokument7 SeitenQw/Qb-422 Ferrous/Nonferrous P-Numbers (Cont'D) Grouping of Base Metals For QualificationHgagselim SelimNoch keine Bewertungen
- Assignment On: Textiles in Agriculture (Agrotech)Dokument6 SeitenAssignment On: Textiles in Agriculture (Agrotech)AmirParvezNoch keine Bewertungen
- (2017) Toxicological Effects of Glycyrrhiza Glabra (Licorice) A ReviewDokument16 Seiten(2017) Toxicological Effects of Glycyrrhiza Glabra (Licorice) A ReviewicaNoch keine Bewertungen
- Plumbing Notes 1 PDFDokument57 SeitenPlumbing Notes 1 PDFhoneyvie53% (15)
- ECS HFC-227ea - Modular DIOM - October 2014-06-236116-001 - Rev - BADokument152 SeitenECS HFC-227ea - Modular DIOM - October 2014-06-236116-001 - Rev - BALuis RicaldiNoch keine Bewertungen
- Sarcosine MsdsDokument41 SeitenSarcosine MsdsAnonymous ZVvGjtUGNoch keine Bewertungen
- Aldrin PicatDokument2 SeitenAldrin PicatLim Eng SoonNoch keine Bewertungen
- Chromatography PharmacyDokument41 SeitenChromatography PharmacyfarisaNoch keine Bewertungen
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsVon EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNoch keine Bewertungen
- Practical Reservoir Engineering and CharacterizationVon EverandPractical Reservoir Engineering and CharacterizationBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsVon EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsBewertung: 4 von 5 Sternen4/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveVon EverandUnderstanding Automotive Electronics: An Engineering PerspectiveBewertung: 3.5 von 5 Sternen3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- Abrasive Water Jet Perforation and Multi-Stage FracturingVon EverandAbrasive Water Jet Perforation and Multi-Stage FracturingNoch keine Bewertungen