Das könnte Ihnen auch gefallen
- Civil Engineering Model Exam: (Level-04 and Level-05)Dokument3 SeitenCivil Engineering Model Exam: (Level-04 and Level-05)Bhuwan JoshiNoch keine Bewertungen
- Civil Engineering ObjectiveDokument39 SeitenCivil Engineering ObjectiveRAFIQ REHAN100% (1)
- Civil Engineering ObjectiveDokument42 SeitenCivil Engineering ObjectiveSreejith Vanery80% (10)
- Civil Engineering MCQ'S: Ans. (C) Ans. (D)Dokument4 SeitenCivil Engineering MCQ'S: Ans. (C) Ans. (D)NISHIKANTA MONDALNoch keine Bewertungen
- Building Materials Const MCQDokument23 SeitenBuilding Materials Const MCQsirsa11100% (2)
- Civil Engineering MCQ'sDokument124 SeitenCivil Engineering MCQ'srpsirNoch keine Bewertungen
- Building MaterialDokument13 SeitenBuilding MaterialaigleNoch keine Bewertungen
- Civil Engineering Model Exam: (Level-04 and Level-05)Dokument3 SeitenCivil Engineering Model Exam: (Level-04 and Level-05)Bhuwan JoshiNoch keine Bewertungen
- ESE Questions Bank CE BMCDokument10 SeitenESE Questions Bank CE BMCahiNoch keine Bewertungen
- MCQ Concrete TechnologyDokument28 SeitenMCQ Concrete TechnologySagar0% (1)
- Civil Engineering Objective Questions PDFDokument13 SeitenCivil Engineering Objective Questions PDFMCQQUESTIONS.NETNoch keine Bewertungen
- Loksewa Se1Dokument23 SeitenLoksewa Se1Er Santosh KaparNoch keine Bewertungen
- MMUP MaterialDokument23 SeitenMMUP MaterialSaud SanchezNoch keine Bewertungen
- 150 Top Most Building Materials and Construction Interview Questions - Civil Engineering Objective Type Questions and AnswersDokument29 Seiten150 Top Most Building Materials and Construction Interview Questions - Civil Engineering Objective Type Questions and Answersmir imran100% (1)
- Advance Engineering Classes: Mob.: +917879930147, PH.: 0755-4916240Dokument33 SeitenAdvance Engineering Classes: Mob.: +917879930147, PH.: 0755-4916240swaparnikaNoch keine Bewertungen
- CT MCQ 1 (Cement and Aggregates)Dokument4 SeitenCT MCQ 1 (Cement and Aggregates)DeepakNoch keine Bewertungen
- Prathama Junior Group Model QP PDFDokument12 SeitenPrathama Junior Group Model QP PDFSD0% (1)
- Puea Set-2-1Dokument9 SeitenPuea Set-2-1NISHIKANTA MONDALNoch keine Bewertungen
- RCC-Conc Objective QuestionsDokument34 SeitenRCC-Conc Objective QuestionsAlok Jha88% (8)
- Swarrnim Startup and Innovation University Department of Civil Engineering Semester: 3 Sub: Concrete TechnologyDokument6 SeitenSwarrnim Startup and Innovation University Department of Civil Engineering Semester: 3 Sub: Concrete TechnologyAkshay Kumar SutariyaNoch keine Bewertungen
- Civil Engineering MCQ'S: Ans. (A) Ans. (D)Dokument2 SeitenCivil Engineering MCQ'S: Ans. (A) Ans. (D)NISHIKANTA MONDALNoch keine Bewertungen
- BMC IV - Unit 1 & III - Ar - JaganDokument6 SeitenBMC IV - Unit 1 & III - Ar - JaganIswaryaNoch keine Bewertungen
- Live Class Notes 05 03 2020Dokument63 SeitenLive Class Notes 05 03 2020Rahul PanjiyarNoch keine Bewertungen
- 150 Top Most Building Materials and CONSTRUCTION Interview Questions - Civil Engineering Objective Type Questions and AnswersDokument44 Seiten150 Top Most Building Materials and CONSTRUCTION Interview Questions - Civil Engineering Objective Type Questions and AnswersAbdulrahman JawdatNoch keine Bewertungen
- Question Cement 2Dokument10 SeitenQuestion Cement 2adhamelthnNoch keine Bewertungen
- 150 TOP BUILDING MATERIALS and CONSTRUCTION MCQs PDokument47 Seiten150 TOP BUILDING MATERIALS and CONSTRUCTION MCQs PQaria shehzadi100% (1)
- MCQ - Cement and Concrete - ADokument8 SeitenMCQ - Cement and Concrete - AdivithNoch keine Bewertungen
- Manufacturing Processes UNIT Test-I - Series A With SolutionsDokument1 SeiteManufacturing Processes UNIT Test-I - Series A With SolutionsAnand KesarkarNoch keine Bewertungen
- 2020-Ans-Msc - Kmc-Sae PDFDokument5 Seiten2020-Ans-Msc - Kmc-Sae PDFKUNAL PAULNoch keine Bewertungen
- Assignment I GeotechDokument4 SeitenAssignment I GeotechVageesha Shantha Veerabhadra Swamy50% (2)
- Concrete Technology Questions and AnswersDokument130 SeitenConcrete Technology Questions and Answersengineersalam786Noch keine Bewertungen
- Special Casting Fig Q A For StudentsDokument60 SeitenSpecial Casting Fig Q A For StudentsRavinder Antil75% (4)
- Solution For Assignment 2Dokument3 SeitenSolution For Assignment 2akshaythakkar_219925Noch keine Bewertungen
- Assignment 3Dokument4 SeitenAssignment 3shanthakumargcNoch keine Bewertungen
- ACE-ACADEMY-CE-SET-A-2020 (Gate2016.info)Dokument32 SeitenACE-ACADEMY-CE-SET-A-2020 (Gate2016.info)Ajay GoelNoch keine Bewertungen
- MCQ - Cement and Concrete - 1Dokument4 SeitenMCQ - Cement and Concrete - 1divithNoch keine Bewertungen
- Span Span Span Span: 1. What Does The Strength & Quality of Cement Concrete LargelyDokument5 SeitenSpan Span Span Span: 1. What Does The Strength & Quality of Cement Concrete LargelytannuNoch keine Bewertungen
- Engineering Materials - Mechanical Engineering Multiple Choice Questions and Answers For Competitive ExamsDokument37 SeitenEngineering Materials - Mechanical Engineering Multiple Choice Questions and Answers For Competitive Examsahmish kabbaxeNoch keine Bewertungen
- BMC Objective Que. 2016 (CIVIL Ki Goli)Dokument11 SeitenBMC Objective Que. 2016 (CIVIL Ki Goli)lokesh pg50% (2)
- Building Materials and Construction - Civil Engineering Questions and Answers PDF Free Download - Preparation For EngineeringDokument21 SeitenBuilding Materials and Construction - Civil Engineering Questions and Answers PDF Free Download - Preparation For Engineeringjs kalyana rama75% (8)
- SET-2 (CHANDAN's Guidance)Dokument15 SeitenSET-2 (CHANDAN's Guidance)Debashis RouthNoch keine Bewertungen
- SSC Junior Engineer Exam Paper - 2017 "Held On 22 Jan 2018" Morning Shift (Civil Engineering)Dokument8 SeitenSSC Junior Engineer Exam Paper - 2017 "Held On 22 Jan 2018" Morning Shift (Civil Engineering)mama sanjuNoch keine Bewertungen
- Civil Engineering Objective Questions With AnswersDokument8 SeitenCivil Engineering Objective Questions With AnswersBiplab Banerjee71% (7)
- SETs SampleDokument8 SeitenSETs SampleSimran YadavNoch keine Bewertungen
- MCQ'S: Civil EngineeringDokument16 SeitenMCQ'S: Civil EngineeringSaeed cecos1913Noch keine Bewertungen
- PPSC Draftsman and Head Draftsman Question Paper All SetDokument84 SeitenPPSC Draftsman and Head Draftsman Question Paper All SetMukesh RawatNoch keine Bewertungen
- DraftsmanDokument80 SeitenDraftsmanDeepika SahniNoch keine Bewertungen
- Advance SSC Je 2017 NewDokument176 SeitenAdvance SSC Je 2017 Newamrit100% (1)
- 025dfe975ffa7-Final PDF Building Materials Workbook (JE-AE)Dokument91 Seiten025dfe975ffa7-Final PDF Building Materials Workbook (JE-AE)Avanish MishraNoch keine Bewertungen
- Final 2022Dokument8 SeitenFinal 2022mm9542382Noch keine Bewertungen
- Building Materials Cement ESE-SSC-PSC Workbook 1649366671616Dokument48 SeitenBuilding Materials Cement ESE-SSC-PSC Workbook 1649366671616Mohit kumarNoch keine Bewertungen
- Chapter 17 PDFDokument4 SeitenChapter 17 PDFAdrie YanNoch keine Bewertungen
- Bilding MateriaslDokument87 SeitenBilding Materiaslews ewsNoch keine Bewertungen
- 100 Civil Engineering Objective Type QuestionsDokument16 Seiten100 Civil Engineering Objective Type QuestionsSrinivas P100% (1)
- Unit 3Dokument11 SeitenUnit 3lg481476114Noch keine Bewertungen
- EM Part A Unit 4Dokument10 SeitenEM Part A Unit 4lg481476114100% (1)
- Unit 2Dokument10 SeitenUnit 2lg481476114Noch keine Bewertungen
- Unit 1Dokument10 SeitenUnit 1lg481476114Noch keine Bewertungen
- Pamplet - 1Dokument2 SeitenPamplet - 1lg481476114Noch keine Bewertungen
- Pamplet - 1Dokument2 SeitenPamplet - 1lg481476114Noch keine Bewertungen
- Online Questions 150 For End Semester-Jan 2009Dokument5 SeitenOnline Questions 150 For End Semester-Jan 2009lg481476114Noch keine Bewertungen
- Part B For I UnitDokument1 SeitePart B For I Unitlg481476114Noch keine Bewertungen
- Production Processes Part A For I UnitDokument10 SeitenProduction Processes Part A For I Unitlg481476114100% (2)
- Part B For I UnitDokument1 SeitePart B For I Unitlg481476114Noch keine Bewertungen
- Letter To IRCS For Enrolement 2008-2009Dokument1 SeiteLetter To IRCS For Enrolement 2008-2009lg481476114Noch keine Bewertungen
- Ku Eng Mec 18Dokument2 SeitenKu Eng Mec 18lg481476114Noch keine Bewertungen
- 18-11-08 Mark List PT BeDokument3 Seiten18-11-08 Mark List PT Belg481476114Noch keine Bewertungen
- Aker SolutionsDokument34 SeitenAker Solutionsluagu100% (3)
- Chapter 4 Aircraft WeldingDokument30 SeitenChapter 4 Aircraft Weldingmich48chinNoch keine Bewertungen
- Ethanol To Ethylene Technology FolderDokument3 SeitenEthanol To Ethylene Technology FolderChris van der ZandeNoch keine Bewertungen
- Amendment No 2 - 11112014 Fo IS226 To IS2062 PDFDokument2 SeitenAmendment No 2 - 11112014 Fo IS226 To IS2062 PDFasa_aha789Noch keine Bewertungen
- Chemical Technology Self Study Topic: Polyvinyl Chloride (PVC)Dokument11 SeitenChemical Technology Self Study Topic: Polyvinyl Chloride (PVC)Paridhi GargNoch keine Bewertungen
- Natural Gas Processing SaadDokument9 SeitenNatural Gas Processing SaadAlexander SashaNoch keine Bewertungen
- Solubility Enhancement of Poorly Water Soluble Drugs by Solid DispersionDokument10 SeitenSolubility Enhancement of Poorly Water Soluble Drugs by Solid Dispersiondini hanifaNoch keine Bewertungen
- CLS Aipmt 19 20 XII Che Study Package 6 Level 2 Chapter 15Dokument14 SeitenCLS Aipmt 19 20 XII Che Study Package 6 Level 2 Chapter 15Himanshu ChhikaraNoch keine Bewertungen
- ID CardsDokument9 SeitenID CardsahmedNoch keine Bewertungen
- Ladle Nozzle Filling CompoundDokument2 SeitenLadle Nozzle Filling CompoundRam Deo Awasthi75% (4)
- Tutorial 8 502Dokument21 SeitenTutorial 8 502jamesNoch keine Bewertungen
- Durability and Mechanical Properties of High Strength Concrete IncorporatingDokument7 SeitenDurability and Mechanical Properties of High Strength Concrete IncorporatingDouglas AlexandreNoch keine Bewertungen
- Lecithins and Phospholipids: A Simple Guide To Use and SelectionDokument11 SeitenLecithins and Phospholipids: A Simple Guide To Use and SelectionUmesh KumarNoch keine Bewertungen
- A Gas Plant 1Dokument2 SeitenA Gas Plant 1eng20072007Noch keine Bewertungen
- Chemistry Project Report Class XIIDokument3 SeitenChemistry Project Report Class XIIRohitKumar50% (2)
- Organic Chemistry - Name Reactions of All Organic ChaptersDokument5 SeitenOrganic Chemistry - Name Reactions of All Organic ChaptersRanit Mukherjee67% (3)
- Organic Structures From Spectra-Edition 4-Solutions Manual-LibreDokument39 SeitenOrganic Structures From Spectra-Edition 4-Solutions Manual-LibreBill Odette100% (5)
- Learn: Subject: Science Class: ViiiDokument3 SeitenLearn: Subject: Science Class: ViiidgrsriNoch keine Bewertungen
- Outotec Pressure Oxidation - More Out of Sulfide Ore: World Gold 2013 September 26 - 29 Brisbane, AustraliaDokument28 SeitenOutotec Pressure Oxidation - More Out of Sulfide Ore: World Gold 2013 September 26 - 29 Brisbane, AustraliaMostafa MehrjerdiNoch keine Bewertungen
- H-AC-0016 Translucent Car Wax With PearlsDokument1 SeiteH-AC-0016 Translucent Car Wax With PearlsNeli AriasNoch keine Bewertungen
- Quanta Chemistry: Csir-Net - Iit-Gate - Iit-Jam - Other Msc. Entrance An Institute of Chemical SciencesDokument6 SeitenQuanta Chemistry: Csir-Net - Iit-Gate - Iit-Jam - Other Msc. Entrance An Institute of Chemical Sciencesnityananada ChemNoch keine Bewertungen
- Bauer1960 PDFDokument2 SeitenBauer1960 PDFmilagrosNoch keine Bewertungen
- NotesDokument231 SeitenNoteseman.abdellatiflearnNoch keine Bewertungen
- DAG LayerDokument3 SeitenDAG LayerSudhansu DashNoch keine Bewertungen
- A-Level Paper 1 pp5 MsDokument10 SeitenA-Level Paper 1 pp5 MsSyed NafsanNoch keine Bewertungen
- Emitterline Lime en LeachingDokument2 SeitenEmitterline Lime en LeachingvictorNoch keine Bewertungen
- QuaiityassessmentsDokument20 SeitenQuaiityassessmentsÉrick LimaNoch keine Bewertungen
- Unilever-Laundry Detergents-Product-to-Patent-MappingDokument11 SeitenUnilever-Laundry Detergents-Product-to-Patent-MappingNhu PhamNoch keine Bewertungen
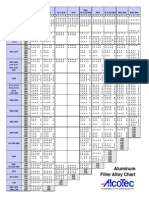
- Aluminum Filler Alloy Selection ChartDokument2 SeitenAluminum Filler Alloy Selection Chartbtgottlieb100% (2)
- 1 Dec2008Dokument9 Seiten1 Dec2008el_sharkawy2011Noch keine Bewertungen