Das könnte Ihnen auch gefallen
- 1.1 Computer-Aided Manufacturing: Department of Mechanical Engineering, R.V.R. & J.C.College of Engineering, Guntur-19Dokument38 Seiten1.1 Computer-Aided Manufacturing: Department of Mechanical Engineering, R.V.R. & J.C.College of Engineering, Guntur-19Madhu SudhanNoch keine Bewertungen
- Cam Lab 1Dokument40 SeitenCam Lab 1Madhusudhan Rao KNoch keine Bewertungen
- Module - Additive Manufacturing 18 SchemeDokument54 SeitenModule - Additive Manufacturing 18 SchemeSANTOSHNoch keine Bewertungen
- Nterpolation Ethods: Linear InterpolationDokument16 SeitenNterpolation Ethods: Linear InterpolationMohammad UmairNoch keine Bewertungen
- Computer Aided Manufacturing: Course Instructor: Dr. Maaz AkhtarDokument225 SeitenComputer Aided Manufacturing: Course Instructor: Dr. Maaz AkhtarBILAL FAROOQUINoch keine Bewertungen
- Module - 4Dokument71 SeitenModule - 4Anand ANoch keine Bewertungen
- Fundamentals of NC Technology-Unit-1Dokument38 SeitenFundamentals of NC Technology-Unit-1Swarna Paul100% (1)
- Unit 4 & 5 ME8691 Computer Aided Design and ManufacturingDokument26 SeitenUnit 4 & 5 ME8691 Computer Aided Design and ManufacturingMECHGOKUL KRISHNA KNoch keine Bewertungen
- Chapter 7 A GrooverDokument10 SeitenChapter 7 A GrooverSyma ShaheenNoch keine Bewertungen
- A Mechatronics Approach To Design A General CNC Controller: September 2015Dokument7 SeitenA Mechatronics Approach To Design A General CNC Controller: September 2015Tony K PaulNoch keine Bewertungen
- 13 Parts of CNC Machine Function PDF A Clear GuideDokument10 Seiten13 Parts of CNC Machine Function PDF A Clear GuideWeirdly GGNoch keine Bewertungen
- CNC CourseDokument118 SeitenCNC Coursemadansiyag3Noch keine Bewertungen
- Computer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdiDokument36 SeitenComputer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdinenadNoch keine Bewertungen
- NCDokument7 SeitenNCsugiantobarusNoch keine Bewertungen
- CNCDokument36 SeitenCNCGokulraju RangasamyNoch keine Bewertungen
- CNC Lathe Machine ProjectDokument8 SeitenCNC Lathe Machine ProjectNisar Hussain67% (3)
- Mo 12134Dokument21 SeitenMo 12134MohamedAyoubNoch keine Bewertungen
- Conventional Numerical ControlDokument12 SeitenConventional Numerical Controlsagar yadavNoch keine Bewertungen
- CNC Turning Programming Fundementalsls, Step by StepDokument14 SeitenCNC Turning Programming Fundementalsls, Step by Stepschriener50% (2)
- CNC and NC MachineDokument36 SeitenCNC and NC MachineShaaf AmjadNoch keine Bewertungen
- Cad/Cam: NC, CNC, DNC TechnologiesDokument37 SeitenCad/Cam: NC, CNC, DNC TechnologiesVijay ShakarNoch keine Bewertungen
- "Institute of Quality & Technology Management": University of The PunjabDokument36 Seiten"Institute of Quality & Technology Management": University of The PunjabRafiaNoch keine Bewertungen
- Module EDokument95 SeitenModule Esinghnisha0069714Noch keine Bewertungen
- 2nd AssignmentDokument37 Seiten2nd AssignmentRafiaNoch keine Bewertungen
- MaterialsDokument14 SeitenMaterialsjaiy12Noch keine Bewertungen
- Computer Integrated Manufacturing Lab Manual: Subject Supervisor: Lab InchargeDokument53 SeitenComputer Integrated Manufacturing Lab Manual: Subject Supervisor: Lab InchargePuneet G-man KoliNoch keine Bewertungen
- Module - 4Dokument106 SeitenModule - 4Anand ANoch keine Bewertungen
- Jit, Jimma University: Computer Aided Engineering AssignmentDokument8 SeitenJit, Jimma University: Computer Aided Engineering AssignmentGooftilaaAniJiraachuunkooYesusiinNoch keine Bewertungen
- Computer Integrated Manufacturing Digital NotesDokument59 SeitenComputer Integrated Manufacturing Digital Notesparsha nayakNoch keine Bewertungen
- Digital Differential AnalyzerDokument53 SeitenDigital Differential AnalyzerAbin PmNoch keine Bewertungen
- CNC NotesDokument55 SeitenCNC NotesFRANCIS THOMASNoch keine Bewertungen
- EML2322L-CNC Machining PDFDokument17 SeitenEML2322L-CNC Machining PDFIvan JarebNoch keine Bewertungen
- CNC PDFDokument36 SeitenCNC PDFAhmad ElsheemyNoch keine Bewertungen
- CNC by AsfiDokument4 SeitenCNC by AsfiMuhaimenul SaschoNoch keine Bewertungen
- An Overview of CNC MachinesDokument99 SeitenAn Overview of CNC Machineslakshmigsr6610Noch keine Bewertungen
- 06mel77 - Cim - AutoDokument79 Seiten06mel77 - Cim - AutoPraveen KumarNoch keine Bewertungen
- Unit 5 CNC Machines and Tool Handling SystemsDokument22 SeitenUnit 5 CNC Machines and Tool Handling SystemssmijusNoch keine Bewertungen
- Tech Ascend CNC Student ManualDokument42 SeitenTech Ascend CNC Student ManualabyzenNoch keine Bewertungen
- NC & CNC MachinesDokument12 SeitenNC & CNC MachinesRenjith RajendraprasadNoch keine Bewertungen
- Cim Lab ManualDokument51 SeitenCim Lab ManualYashas0% (1)
- Cidm NotesDokument23 SeitenCidm NotesPrajwal Jaiswal100% (1)
- CNC Machines: Numerical Control (CNC) (Also Computer Numerical Control (CNC) ) Is TheDokument8 SeitenCNC Machines: Numerical Control (CNC) (Also Computer Numerical Control (CNC) ) Is Theyash sharmaNoch keine Bewertungen
- Production Automation TechnologiesDokument46 SeitenProduction Automation Technologiesmanish_dce09Noch keine Bewertungen
- Cad, CamDokument16 SeitenCad, CamRakhi Mol BVNoch keine Bewertungen
- Notes On CNCDokument27 SeitenNotes On CNCKaushalendra Kumar SinghNoch keine Bewertungen
- Question No 01:: Identify The Machine Given in The Picture. Write Down Any Three Features of ItDokument35 SeitenQuestion No 01:: Identify The Machine Given in The Picture. Write Down Any Three Features of ItRafiaNoch keine Bewertungen
- Unit Two NC Programming 2015Dokument31 SeitenUnit Two NC Programming 2015elnat feyisaNoch keine Bewertungen
- CNC Lab Manual 2023 Med 3102Dokument66 SeitenCNC Lab Manual 2023 Med 3102G. RajeshNoch keine Bewertungen
- CNC 5TH SemDokument8 SeitenCNC 5TH SemdibyenindusNoch keine Bewertungen
- Notes of CNCDokument4 SeitenNotes of CNCSube Singh InsanNoch keine Bewertungen
- Unit IiiDokument30 SeitenUnit IiiSai Syam RallabhandiNoch keine Bewertungen
- NC - CNC NotesDokument7 SeitenNC - CNC NotesAmandeep SinghNoch keine Bewertungen
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Von EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Bewertung: 5 von 5 Sternen5/5 (1)
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopVon EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopBewertung: 5 von 5 Sternen5/5 (3)
- Introduction to N.C.M., a Non Contact Measurement ToolVon EverandIntroduction to N.C.M., a Non Contact Measurement ToolNoch keine Bewertungen
- Uslp Unilever Sustainable Living Plan Scaling For Impact Summary of Progress 2014 Tcm244 424809 enDokument24 SeitenUslp Unilever Sustainable Living Plan Scaling For Impact Summary of Progress 2014 Tcm244 424809 enMuhammad AzamNoch keine Bewertungen
- IntroductionDokument12 SeitenIntroductionMuhammad AzamNoch keine Bewertungen
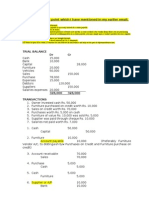
- Trial BalanceDokument4 SeitenTrial BalanceMuhammad AzamNoch keine Bewertungen
- Accounting: The Language of BusinessDokument30 SeitenAccounting: The Language of BusinessMuhammad AzamNoch keine Bewertungen
- 4.6 Quality AuditDokument2 Seiten4.6 Quality AuditMuhammad AzamNoch keine Bewertungen
- Advanced Automatic ControlDokument26 SeitenAdvanced Automatic Controlabdullah 3mar abou reashaNoch keine Bewertungen
- G 62 - 14 PDFDokument4 SeitenG 62 - 14 PDFjose floresNoch keine Bewertungen
- Kingspan 30 GSNDokument1 SeiteKingspan 30 GSNNoella AguiarNoch keine Bewertungen
- Mardi Gras Recipe Sampler by Mitchell Rosenthal, Author of Cooking My Way Back HomeDokument13 SeitenMardi Gras Recipe Sampler by Mitchell Rosenthal, Author of Cooking My Way Back HomeThe Recipe Club100% (1)
- MECH0018.1 Assignment 2 QP Fall 2021Dokument17 SeitenMECH0018.1 Assignment 2 QP Fall 2021saleem razaNoch keine Bewertungen
- Us 5596162Dokument9 SeitenUs 5596162Stanley PinesNoch keine Bewertungen
- The Past Is A Foreign Country-1.2Dokument25 SeitenThe Past Is A Foreign Country-1.2Xinyu DongNoch keine Bewertungen
- Unit-3: Grid FrameworkDokument44 SeitenUnit-3: Grid FrameworkMUKESH KUMAR P 2019-2023 CSENoch keine Bewertungen
- Carcass Strength Relationships Conveyor BeltsDokument9 SeitenCarcass Strength Relationships Conveyor Beltseduardo_chaban100% (1)
- ITAD BIR RULING NO. 026-18, March 5, 2018Dokument10 SeitenITAD BIR RULING NO. 026-18, March 5, 2018Kriszan ManiponNoch keine Bewertungen
- Government Schemes: Ministry of Agriculture and Farmers' WelfareDokument29 SeitenGovernment Schemes: Ministry of Agriculture and Farmers' WelfareDushyant MudgalNoch keine Bewertungen
- IKEA - Huntsman Positive List - 27 May 2016 - EN - FINAL - v1Dokument30 SeitenIKEA - Huntsman Positive List - 27 May 2016 - EN - FINAL - v1Flávia DutraNoch keine Bewertungen
- Hemodynamic Monitoring in ICUDokument111 SeitenHemodynamic Monitoring in ICUManjunath Gemini100% (2)
- Aspirating Smoke Detector: Technical DescriptionDokument115 SeitenAspirating Smoke Detector: Technical DescriptionSecuriton ArgentinaNoch keine Bewertungen
- p14.6 - D.C. Motor - Igcse AidDokument2 Seitenp14.6 - D.C. Motor - Igcse Aidrandom channelNoch keine Bewertungen
- Las Mapeh 9 q2 w6 HealthDokument8 SeitenLas Mapeh 9 q2 w6 HealthJemalyn Hibaya Lasaca100% (1)
- Infant of A Diabetic MotherDokument17 SeitenInfant of A Diabetic MotherLovina Falendini AndriNoch keine Bewertungen
- MOE XT2-XT4 110... 125V Ac/dcDokument3 SeitenMOE XT2-XT4 110... 125V Ac/dcLê Xuân ĐịnhNoch keine Bewertungen
- BNB SB0114Dokument4 SeitenBNB SB0114graziana100% (2)
- BDSM List FixedDokument4 SeitenBDSM List Fixedchamarion100% (3)
- Brochure Smart Grid Foundation CourseDokument6 SeitenBrochure Smart Grid Foundation CourseKULDEEP MEENANoch keine Bewertungen
- Better Place - Heaven or HellDokument3 SeitenBetter Place - Heaven or HellToto SammyNoch keine Bewertungen
- Second Term English Exam: Level TCST June 2021Dokument6 SeitenSecond Term English Exam: Level TCST June 2021benfaresNoch keine Bewertungen
- Lenskart Solutions PVT LTD Company ProfileDokument13 SeitenLenskart Solutions PVT LTD Company ProfileAnujaNoch keine Bewertungen
- A Study On Risk Assessment in The Construction of High-Rise BuildingsDokument5 SeitenA Study On Risk Assessment in The Construction of High-Rise BuildingsMohamedSaidNoch keine Bewertungen
- Vortex 70Dokument92 SeitenVortex 70MajazNoch keine Bewertungen
- Low - Pass FilterDokument8 SeitenLow - Pass FilterSaurabh BhiseNoch keine Bewertungen
- 2004 - Quality of Life in Romania I MargineanDokument206 Seiten2004 - Quality of Life in Romania I Margineandale_titiNoch keine Bewertungen
- Daily Lesson Log 4Dokument5 SeitenDaily Lesson Log 4Diane Marr Nicolas Dencio100% (2)
- First Periodical Exam Math 8Dokument2 SeitenFirst Periodical Exam Math 8Joanne88% (8)