Das könnte Ihnen auch gefallen
- L6-SCC Hyd Embrt PDFDokument24 SeitenL6-SCC Hyd Embrt PDFTayyab HussainNoch keine Bewertungen
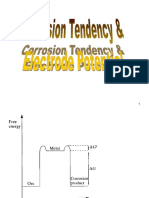
- L4-Corrosion Tendency PDFDokument33 SeitenL4-Corrosion Tendency PDFTayyab HussainNoch keine Bewertungen
- A Fair SuccessDokument251 SeitenA Fair SuccessFaraz KhanNoch keine Bewertungen
- GRE AntonymsDokument96 SeitenGRE AntonymsmahamnadirminhasNoch keine Bewertungen
- Introduction to Corrosion: Causes, Effects, and PreventionDokument24 SeitenIntroduction to Corrosion: Causes, Effects, and PreventionTayyab HussainNoch keine Bewertungen
- Sixty Years of Pakistan Foreign Policy PDFDokument17 SeitenSixty Years of Pakistan Foreign Policy PDFAsim ShehzadNoch keine Bewertungen
- SharhahadayqebakhshishDokument1.104 SeitenSharhahadayqebakhshishISLAMIC LIBRARYNoch keine Bewertungen
- L2-Electrochem Aspects PDFDokument32 SeitenL2-Electrochem Aspects PDFTayyab HussainNoch keine Bewertungen
- Shawahid Ul HaqqDokument666 SeitenShawahid Ul HaqqTayyab HussainNoch keine Bewertungen
- SharhahadayqebakhshishDokument1.104 SeitenSharhahadayqebakhshishISLAMIC LIBRARYNoch keine Bewertungen
- Why U R Not Married YetDokument59 SeitenWhy U R Not Married YetSiti MaimunahNoch keine Bewertungen
- A Review of FSW Research On Dissimilar MetalDokument19 SeitenA Review of FSW Research On Dissimilar MetalTayyab HussainNoch keine Bewertungen
- 488 1Dokument30 Seiten488 1Nilamdeen Mohamed ZamilNoch keine Bewertungen
- Pakistan Vision 2025 PDFDokument120 SeitenPakistan Vision 2025 PDFTayyab HussainNoch keine Bewertungen
- Niobium in Cast IronDokument13 SeitenNiobium in Cast IronTayyab HussainNoch keine Bewertungen
- Writing The First Draft of Your Science Paper - Some Dos and DontsDokument5 SeitenWriting The First Draft of Your Science Paper - Some Dos and DontsTayyab HussainNoch keine Bewertungen
- Odesk Contractor Manual 2013Dokument22 SeitenOdesk Contractor Manual 2013Rhea Antonette DiazNoch keine Bewertungen
- Pakistan Science Innovation ReviewDokument139 SeitenPakistan Science Innovation ReviewTayyab HussainNoch keine Bewertungen
- Ovarian CancerDokument65 SeitenOvarian CancerTayyab HussainNoch keine Bewertungen
- Laser WeldingDokument38 SeitenLaser WeldingTayyab HussainNoch keine Bewertungen
- Sixty Years of Pakistan Foreign Policy PDFDokument17 SeitenSixty Years of Pakistan Foreign Policy PDFAsim ShehzadNoch keine Bewertungen
- Laser Welding Titanium-SSDokument8 SeitenLaser Welding Titanium-SSTayyab HussainNoch keine Bewertungen
- Casting Simulation For Sand Casting of FlywheelDokument5 SeitenCasting Simulation For Sand Casting of FlywheelEditor-in-Chief IJRATNoch keine Bewertungen
- Simulation of Dimensional ChangesDokument15 SeitenSimulation of Dimensional ChangesTayyab HussainNoch keine Bewertungen
- GRE AntonymsDokument96 SeitenGRE AntonymsmahamnadirminhasNoch keine Bewertungen
- IsraelkaiseqaaimhuaDokument2 SeitenIsraelkaiseqaaimhuafarooqNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Nutrition During PregnancyDokument8 SeitenNutrition During PregnancyHalliahNoch keine Bewertungen
- Himalayan University Fees Structure 1-1-19Dokument8 SeitenHimalayan University Fees Structure 1-1-19Anonymous F4GQLmyPZNoch keine Bewertungen
- Ucg200 12Dokument3 SeitenUcg200 12ArielNoch keine Bewertungen
- Indonesia Organic Farming 2011 - IndonesiaDOCDokument18 SeitenIndonesia Organic Farming 2011 - IndonesiaDOCJamal BakarNoch keine Bewertungen
- Proper Operating Room Decorum: Lee, Sullie Marix P. Maderal, Ma. Hannah Isabelle JDokument15 SeitenProper Operating Room Decorum: Lee, Sullie Marix P. Maderal, Ma. Hannah Isabelle Jjoannamhay ceraldeNoch keine Bewertungen
- New Microsoft Excel WorksheetDokument4 SeitenNew Microsoft Excel WorksheetRaheel Neo AhmadNoch keine Bewertungen
- Wastewater Treatment Plant Design PDFDokument68 SeitenWastewater Treatment Plant Design PDFmostafa1alaahobaNoch keine Bewertungen
- Spec BoilerDokument9 SeitenSpec BoilerAchmad MakmuriNoch keine Bewertungen
- Genetically Engineered MicroorganismsDokument6 SeitenGenetically Engineered Microorganismsaishwarya joshiNoch keine Bewertungen
- Haematology Notes - 3rd EdDokument100 SeitenHaematology Notes - 3rd EdSally Brit100% (1)
- Akshaya Trust NgoDokument24 SeitenAkshaya Trust NgodushyantNoch keine Bewertungen
- Sigma monitor relayDokument32 SeitenSigma monitor relayEdwin Oria EspinozaNoch keine Bewertungen
- Cot 1 Vital SignsDokument22 SeitenCot 1 Vital Signscristine g. magatNoch keine Bewertungen
- Retail Management PPT1Dokument14 SeitenRetail Management PPT1Srilekha GubbalaNoch keine Bewertungen
- FINALS REVIEWER ENVI ENGG Topic 1Dokument8 SeitenFINALS REVIEWER ENVI ENGG Topic 1As ReNoch keine Bewertungen
- Catherineresume 2Dokument3 SeitenCatherineresume 2api-302133133Noch keine Bewertungen
- EP Series User Manual PDFDokument40 SeitenEP Series User Manual PDFa.elwahabNoch keine Bewertungen
- Full SyllabusDokument409 SeitenFull SyllabusSanthana BharathiNoch keine Bewertungen
- Alternate Mekton Zeta Weapon CreationDokument7 SeitenAlternate Mekton Zeta Weapon CreationJavi BuenoNoch keine Bewertungen
- Jairo Garzon 1016001932 G900003 1580 Task4Dokument12 SeitenJairo Garzon 1016001932 G900003 1580 Task4Jairo Garzon santanaNoch keine Bewertungen
- Book 1Dokument94 SeitenBook 1JOHNNoch keine Bewertungen
- Disinfecting Water Wells Shock ChlorinationDokument3 SeitenDisinfecting Water Wells Shock ChlorinationmayaNoch keine Bewertungen
- Zygomatic Complex FracturesDokument128 SeitenZygomatic Complex FracturesTarun KashyapNoch keine Bewertungen
- Case Report on Right Knee FuruncleDokument47 SeitenCase Report on Right Knee Furuncle馮宥忻Noch keine Bewertungen
- How To Become A Coffee Aficionado: Tips & Tricks: Kate Macdonnell Brewing Updated: Feb 06 2023Dokument17 SeitenHow To Become A Coffee Aficionado: Tips & Tricks: Kate Macdonnell Brewing Updated: Feb 06 2023sadenaikeNoch keine Bewertungen
- Neurons and Nerve Impulses: Nandika Arora and Risa Gaikwad (11 G2)Dokument17 SeitenNeurons and Nerve Impulses: Nandika Arora and Risa Gaikwad (11 G2)RisaNoch keine Bewertungen
- Chemical and Physical Properties of Refined Petroleum ProductsDokument36 SeitenChemical and Physical Properties of Refined Petroleum Productskanakarao1Noch keine Bewertungen
- Insects, Stings and BitesDokument5 SeitenInsects, Stings and BitesHans Alfonso ThioritzNoch keine Bewertungen
- TSS-TS-TATA 2.95 D: For Field Service OnlyDokument2 SeitenTSS-TS-TATA 2.95 D: For Field Service OnlyBest Auto TechNoch keine Bewertungen
- Quality Control Plan Static EquipmentDokument1 SeiteQuality Control Plan Static EquipmentdhasdjNoch keine Bewertungen