Das könnte Ihnen auch gefallen
- Smoke Alarm Maintenance ChecklistDokument2 SeitenSmoke Alarm Maintenance Checklistananthu.u100% (2)
- Compilation of UT TestDokument34 SeitenCompilation of UT TestAlex RaleighNoch keine Bewertungen
- PSC Girder MethodologyDokument12 SeitenPSC Girder MethodologySaurabh KumarNoch keine Bewertungen
- UT Testing Add01a Equipment CalibrationsDokument97 SeitenUT Testing Add01a Equipment CalibrationsdebduttamallikNoch keine Bewertungen
- UTChapter5 CalibrationDokument82 SeitenUTChapter5 CalibrationAzhar GulzarNoch keine Bewertungen
- Angle Beam InspectionDokument10 SeitenAngle Beam InspectionMahade Hasan DipuNoch keine Bewertungen
- Digital Ultrasonic Flaw Detectors For Curved SurfaceDokument11 SeitenDigital Ultrasonic Flaw Detectors For Curved Surfaceiprao0% (1)
- Practical Angle Beam InspectionDokument13 SeitenPractical Angle Beam InspectionMahade Hasan DipuNoch keine Bewertungen
- NDT Technician: Circumferential Scanning in Ultrasonic InspectionDokument12 SeitenNDT Technician: Circumferential Scanning in Ultrasonic InspectionmaterialsNoch keine Bewertungen
- Ultrasonic Crack Depth Measurement of Surface Bracking Cracks in PipingDokument8 SeitenUltrasonic Crack Depth Measurement of Surface Bracking Cracks in Pipingcal2_uniNoch keine Bewertungen
- General Techniques For Angle Beam CalibrationsDokument6 SeitenGeneral Techniques For Angle Beam CalibrationsAngelTinocoNoch keine Bewertungen
- Calibration Methods: Seen in The Figure) - This Can Be Attributed To The DivergenceDokument4 SeitenCalibration Methods: Seen in The Figure) - This Can Be Attributed To The DivergenceKevin HuangNoch keine Bewertungen
- Reference BlocksDokument20 SeitenReference BlocksAdarsh ChaturvediNoch keine Bewertungen
- Calibration of The Testing SystemDokument7 SeitenCalibration of The Testing SystemAsad KhanNoch keine Bewertungen
- P 14 Cover Sheets 10 07Dokument4 SeitenP 14 Cover Sheets 10 07carlos100% (1)
- Ultrasonic 4Dokument3 SeitenUltrasonic 4nsbirwalNoch keine Bewertungen
- Ut ProcedureDokument12 SeitenUt ProcedurerohithNoch keine Bewertungen
- Exit Point AngleDokument1 SeiteExit Point Anglenaiyar alamNoch keine Bewertungen
- UT Normal Beam Testing LatestDokument13 SeitenUT Normal Beam Testing Latestmelrom232750% (2)
- Mode ConversionDokument15 SeitenMode Conversioncal2_uniNoch keine Bewertungen
- NDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Dokument10 SeitenNDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Md Abu Hanif RajuNoch keine Bewertungen
- Ultrasonic Flaw DetectionDokument15 SeitenUltrasonic Flaw DetectionLeonardo.martinezNoch keine Bewertungen
- UT L3 FormulaDokument11 SeitenUT L3 FormulaJiten KarmakarNoch keine Bewertungen
- UTT QuizDokument12 SeitenUTT Quiznathaniel ekaikoNoch keine Bewertungen
- Ut 2Dokument7 SeitenUt 2Akhilesh KumarNoch keine Bewertungen
- Ut FormulaDokument1 SeiteUt FormulaMuhammad ZariqNoch keine Bewertungen
- Nondestructive Material Testing With Ult PDFDokument41 SeitenNondestructive Material Testing With Ult PDFdanielsanchezcalNoch keine Bewertungen
- Ultra Sound Testing: Opic:-Test Methods and TechniquesDokument23 SeitenUltra Sound Testing: Opic:-Test Methods and TechniquesVarun MalanNoch keine Bewertungen
- BLOQUEDokument1 SeiteBLOQUEAlvaro Alexis Mendoza PradaNoch keine Bewertungen
- Transfer CorrectionDokument1 SeiteTransfer CorrectionkattabommanNoch keine Bewertungen
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFDokument11 SeitenInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014Noch keine Bewertungen
- Book Review Ultrasonic Flaw Detection For TechniciansDokument1 SeiteBook Review Ultrasonic Flaw Detection For TechniciansabanzabalNoch keine Bewertungen
- Weld Scanning ProcedureDokument5 SeitenWeld Scanning ProcedureLutfi IsmailNoch keine Bewertungen
- 243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Dokument7 Seiten243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Ali MohsinNoch keine Bewertungen
- LRPDF-Applus RTD Catalogus Probe DepartmentDokument28 SeitenLRPDF-Applus RTD Catalogus Probe DepartmentDhanasekaran RNoch keine Bewertungen
- Ultrasonic TestingDokument4 SeitenUltrasonic TestingSyahmie AzreeNoch keine Bewertungen
- (ASME Sec V Article 4 & 5) : UT - Ultrasonic TestingDokument31 Seiten(ASME Sec V Article 4 & 5) : UT - Ultrasonic Testingvijay vickyNoch keine Bewertungen
- Ultrasonic Thickness Gaging: by Tom NelliganDokument4 SeitenUltrasonic Thickness Gaging: by Tom NelliganCarlos BustamanteNoch keine Bewertungen
- Formulas For Ultrasonic Nondestructive TestingDokument3 SeitenFormulas For Ultrasonic Nondestructive TestingdhasdjNoch keine Bewertungen
- Angle Beam Trig CalculationsDokument3 SeitenAngle Beam Trig CalculationsvsnaiduqcNoch keine Bewertungen
- Mut Procedure For Coil-UtDokument5 SeitenMut Procedure For Coil-Utmangalraj900100% (1)
- Ut Proceduregeneral 141118232235 Conversion Gate02Dokument24 SeitenUt Proceduregeneral 141118232235 Conversion Gate02Danem HalasNoch keine Bewertungen
- Bhel UtDokument14 SeitenBhel UtAnonymous 6k4VeeRNoch keine Bewertungen
- Lamtiation Ut ProcdureDokument12 SeitenLamtiation Ut ProcduremnmsingamNoch keine Bewertungen
- NDT Basic PresentationDokument207 SeitenNDT Basic PresentationIvan AgurtoNoch keine Bewertungen
- API UT21 ThicknessProcedure 20190304Dokument7 SeitenAPI UT21 ThicknessProcedure 20190304michaelNoch keine Bewertungen
- Phased Array Ultrasonic Testing of Welds - 141-160Dokument20 SeitenPhased Array Ultrasonic Testing of Welds - 141-160Kevin HuangNoch keine Bewertungen
- UT Shear Wave Skip Distances and Search For Indications LabDokument4 SeitenUT Shear Wave Skip Distances and Search For Indications Lab1248a9a9a1q3we71Noch keine Bewertungen
- Ultrasonic Test Procedure1Dokument8 SeitenUltrasonic Test Procedure1MHDNoch keine Bewertungen
- 12-UT Defect SizingDokument13 Seiten12-UT Defect Sizingmark_59100% (1)
- Ultrasonic Thickness GaugeDokument5 SeitenUltrasonic Thickness GaugecarlosNoch keine Bewertungen
- Ultrasonic Inspection Procedure For Complete Joint Penetration (CJP) Welds in A T-JointDokument9 SeitenUltrasonic Inspection Procedure For Complete Joint Penetration (CJP) Welds in A T-JointPierpaolo AparoNoch keine Bewertungen
- Linearity of Equipment GainDokument6 SeitenLinearity of Equipment GainReezman MalkeNoch keine Bewertungen
- 005 - Calculating Snells LawDokument9 Seiten005 - Calculating Snells LawdaddadNoch keine Bewertungen
- L - 02 - Calibration of The Testing SystemDokument60 SeitenL - 02 - Calibration of The Testing SystemSanjaya PereraNoch keine Bewertungen
- Weld UTDokument6 SeitenWeld UTSri Inavolu100% (1)
- UT DocumentationDokument3 SeitenUT DocumentationMatthew BallardNoch keine Bewertungen
- Formulas For Nondestructive TestingDokument6 SeitenFormulas For Nondestructive Testinggokulnath81Noch keine Bewertungen
- Ultrasonic Inspection 2Dokument21 SeitenUltrasonic Inspection 2pktienNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Tip DiffractionDokument6 SeitenTip DiffractionSergioNoch keine Bewertungen
- Ut Contact Ultrasonics Angle BeamDokument47 SeitenUt Contact Ultrasonics Angle Beamtony blas cristobalNoch keine Bewertungen
- Design Standards For Sanitary Sewer SysytemDokument5 SeitenDesign Standards For Sanitary Sewer SysytemJoselle RuizNoch keine Bewertungen
- 16PPE723Dokument2 Seiten16PPE723DrArun KaliappanNoch keine Bewertungen
- Sand Control PDFDokument88 SeitenSand Control PDFThọ Phương100% (1)
- D-Link DI-524 ManualDokument92 SeitenD-Link DI-524 ManualhadzicinetNoch keine Bewertungen
- OK Flux 231 (F7AZ-EL12) PDFDokument2 SeitenOK Flux 231 (F7AZ-EL12) PDFborovniskiNoch keine Bewertungen
- B747F 400Dokument2 SeitenB747F 400Nadeem100% (1)
- Sensores AvDokument12 SeitenSensores Avhb CorpNoch keine Bewertungen
- MC1413 D Integrated Circuit 7xdarlington Driver SO16 On SEMIDokument8 SeitenMC1413 D Integrated Circuit 7xdarlington Driver SO16 On SEMIblueword66Noch keine Bewertungen
- Handling Tickets Is Called Issue Tracking System.: Sap SDDokument6 SeitenHandling Tickets Is Called Issue Tracking System.: Sap SDNaveen KumarNoch keine Bewertungen
- Mep Material Submittals LogDokument1 SeiteMep Material Submittals LogSanthosh KumarNoch keine Bewertungen
- Hayward Super II Pump Model SP3005X7 ManualDokument14 SeitenHayward Super II Pump Model SP3005X7 ManualhsmerkelNoch keine Bewertungen
- Bloor Research On Data MigrationDokument13 SeitenBloor Research On Data MigrationivahdamNoch keine Bewertungen
- 91 194 DCDokument57 Seiten91 194 DCGusdeluxeNoch keine Bewertungen
- Dse5510 Installation InstDokument2 SeitenDse5510 Installation Instricardo_dionisi2700Noch keine Bewertungen
- Practical Considerations For The Use of A Howland Current SourceDokument4 SeitenPractical Considerations For The Use of A Howland Current SourceRamiShaabannnnNoch keine Bewertungen
- 02-Engine Mechanical System PDFDokument129 Seiten02-Engine Mechanical System PDFSigit Indrawan100% (1)
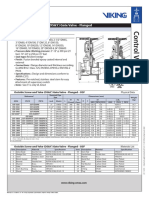
- Outside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesDokument2 SeitenOutside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesMark Louie GuintoNoch keine Bewertungen
- IA SeriesDokument20 SeitenIA Seriessina20795Noch keine Bewertungen
- Griet DSP ProgramsDokument14 SeitenGriet DSP ProgramsJaipaul CheernamNoch keine Bewertungen
- Role of QAQC Eng.Dokument38 SeitenRole of QAQC Eng.arunkumar100% (2)
- Flexible Ac Transmission SystemDokument18 SeitenFlexible Ac Transmission SystemVinod Kumar VeeramreddyNoch keine Bewertungen
- Development of Rotary Weeder Blades by Finite Element MethodDokument5 SeitenDevelopment of Rotary Weeder Blades by Finite Element MethodijsretNoch keine Bewertungen
- Oracle Inventory Consigned Inventory From Supplier Process GuideDokument60 SeitenOracle Inventory Consigned Inventory From Supplier Process GuideJenny RochaNoch keine Bewertungen
- Seismic Force CANADA Code - CNBC2005-V421Dokument7 SeitenSeismic Force CANADA Code - CNBC2005-V421Niko NištićNoch keine Bewertungen
- Manual Kls MartinDokument27 SeitenManual Kls MartinChris AliNoch keine Bewertungen
- September 2015Dokument2 SeitenSeptember 2015Patriziah Marie SeldaNoch keine Bewertungen
- VORON2.2 ManualDokument120 SeitenVORON2.2 ManualSsZzliMmNoch keine Bewertungen
- Civil Engineering PDFDokument3 SeitenCivil Engineering PDFchetan c patilNoch keine Bewertungen