Das könnte Ihnen auch gefallen
- The Photographic Eye - Learning To See With A CameraDokument357 SeitenThe Photographic Eye - Learning To See With A CameraRodrigo Ramos Estrada100% (2)
- 07 LightingDokument56 Seiten07 Lightingapi-3839772Noch keine Bewertungen
- Dream Theater A Change of SeasonsDokument19 SeitenDream Theater A Change of SeasonsJosé Aguilar AyalaNoch keine Bewertungen
- Bibliology & Hermeneutics Workbook Jul 2006Dokument204 SeitenBibliology & Hermeneutics Workbook Jul 2006Terry A. Waldrop100% (1)
- Flare Pilot System Safety-TechnicalDokument2 SeitenFlare Pilot System Safety-TechnicalParanthaman VikiNoch keine Bewertungen
- May 2011Dokument33 SeitenMay 2011c_nghia100% (1)
- Soteriology Workbook Jul 2006Dokument189 SeitenSoteriology Workbook Jul 2006Terry A. Waldrop80% (5)
- Report: Pneumatic UTMDokument14 SeitenReport: Pneumatic UTMadibah ismail50% (2)
- NewDokument46 SeitenNewsubhashnadakkalNoch keine Bewertungen
- Process and Plant Safety HazardsDokument71 SeitenProcess and Plant Safety Hazardsapi-2614241788% (17)
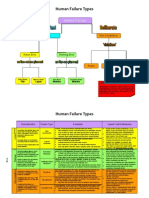
- Types of Human ErrorDokument2 SeitenTypes of Human ErrorPankaj PaulNoch keine Bewertungen
- A Comparison Between ASME B31.1 and ASME B31.3 On Some TopicsDokument4 SeitenA Comparison Between ASME B31.1 and ASME B31.3 On Some TopicsPranpath Narupantawart100% (1)
- Fractionation SystemsDokument8 SeitenFractionation SystemsKha Damayantirika Tsf 'reall'Noch keine Bewertungen
- Airbrush The Magazine - 100 - Artists - Special - Collectors - Edition - November - 2019Dokument40 SeitenAirbrush The Magazine - 100 - Artists - Special - Collectors - Edition - November - 2019Roberto Savoia100% (1)
- Cost Indices: Bureau of Labor Statistics (BLS)Dokument8 SeitenCost Indices: Bureau of Labor Statistics (BLS)salehmirzaeiNoch keine Bewertungen
- Lvgo Water Cooler Data Sheet E-0107Dokument6 SeitenLvgo Water Cooler Data Sheet E-0107mohsen ranjbarNoch keine Bewertungen
- API-520 (Key Notes)Dokument5 SeitenAPI-520 (Key Notes)nns_12100% (1)
- Lessons Learned in Startup and Commissioning of Simple Cycle and Combined Cycle Combustion Turbine PlantsDokument114 SeitenLessons Learned in Startup and Commissioning of Simple Cycle and Combined Cycle Combustion Turbine PlantsTerry A. Waldrop50% (4)
- 2010 03Dokument288 Seiten2010 03Shijumon KpNoch keine Bewertungen
- Done By: 1. Giyon Bezabh 0572/10 2. Mikiyas Adefa 0837/10Dokument50 SeitenDone By: 1. Giyon Bezabh 0572/10 2. Mikiyas Adefa 0837/10Mikey CouthinhoNoch keine Bewertungen
- ASME 31.3 (Process Plant Piping System Design)Dokument162 SeitenASME 31.3 (Process Plant Piping System Design)A_Uossef100% (1)
- Technologies For High Performance and Reliability of Geothermal Power PlantDokument4 SeitenTechnologies For High Performance and Reliability of Geothermal Power Plantsum1else4Noch keine Bewertungen
- Microsoft PowerPoint - Flaresim 3Dokument25 SeitenMicrosoft PowerPoint - Flaresim 3ijaz fazilNoch keine Bewertungen
- H2 Flare StackDokument38 SeitenH2 Flare StackcottomohrNoch keine Bewertungen
- National Hydrogen Infrastructure Assessment Australia - Final ReportDokument189 SeitenNational Hydrogen Infrastructure Assessment Australia - Final ReportBoutch H.xIIINoch keine Bewertungen
- Confined Space Ventilation TechniquesDokument16 SeitenConfined Space Ventilation TechniquesTerry A. WaldropNoch keine Bewertungen
- Sil PDFDokument12 SeitenSil PDFChandrasekhar ElliahNoch keine Bewertungen
- Furnace Heater DesignDokument7 SeitenFurnace Heater DesignAaAaA_88Noch keine Bewertungen
- (Polish Maritime Research) Development of New Technologies For Shipping Natural Gas by SeaDokument9 Seiten(Polish Maritime Research) Development of New Technologies For Shipping Natural Gas by SeafarshidianNoch keine Bewertungen
- Data Sheet For MercuryDokument5 SeitenData Sheet For MercuryMohamed hamza souissiNoch keine Bewertungen
- Design and Analysis of Pressure Vessel Using PV Elite SoftwareDokument8 SeitenDesign and Analysis of Pressure Vessel Using PV Elite SoftwareVitor OlivettiNoch keine Bewertungen
- 6.C.b Industrial Waste Incineration GB2009Dokument21 Seiten6.C.b Industrial Waste Incineration GB2009AgungGhaniKramawijayaNoch keine Bewertungen
- LNG Risk and Hazards-OkayDokument14 SeitenLNG Risk and Hazards-OkayTerry A. WaldropNoch keine Bewertungen
- Use Electric Heaters HazardousDokument3 SeitenUse Electric Heaters Hazardousn.hartonoNoch keine Bewertungen
- Hazardous Areas Tech GuideDokument70 SeitenHazardous Areas Tech GuideMadhan Kumar100% (1)
- HSE - Design Codes - PlantDokument32 SeitenHSE - Design Codes - PlantPaul EkeNoch keine Bewertungen
- Roads2Hycom Hydrogen and Fuel Cell Wiki: Click Here To Read Our DisclaimerDokument7 SeitenRoads2Hycom Hydrogen and Fuel Cell Wiki: Click Here To Read Our DisclaimerleruaitesNoch keine Bewertungen
- Power Generation From Combustion NEWDokument49 SeitenPower Generation From Combustion NEWhridita purbaNoch keine Bewertungen
- Prob StatsDokument80 SeitenProb StatsRahul SaxenaNoch keine Bewertungen
- Engineering Design For Process SafetyDokument6 SeitenEngineering Design For Process Safetytoalok4723Noch keine Bewertungen
- PetroSync - ASME B31.3 Process Piping Code Design Requirements 2019Dokument5 SeitenPetroSync - ASME B31.3 Process Piping Code Design Requirements 2019vishwanath hiremath100% (1)
- PD - 8010 5 2015Dokument78 SeitenPD - 8010 5 2015jasonNoch keine Bewertungen
- Systems: L Blum and E Riensche, Institute of Energy Research/Fuel Cells, Ju Lich, GermanyDokument21 SeitenSystems: L Blum and E Riensche, Institute of Energy Research/Fuel Cells, Ju Lich, GermanyArsalan AzharNoch keine Bewertungen
- Incineration SolidWaste ManagementDokument16 SeitenIncineration SolidWaste Managementsai ramanaNoch keine Bewertungen
- Safety-Sup E 02 PDFDokument69 SeitenSafety-Sup E 02 PDFEliseo GonzalezNoch keine Bewertungen
- PD - 8010 4 2015Dokument52 SeitenPD - 8010 4 2015jasonNoch keine Bewertungen
- Flares ImDokument25 SeitenFlares ImBaba JohnehNoch keine Bewertungen
- Petrochemicals Planning.Dokument12 SeitenPetrochemicals Planning.vasucristalNoch keine Bewertungen
- Appendix 41 PDFDokument5 SeitenAppendix 41 PDFHanafi BasriNoch keine Bewertungen
- Overall Block Diagram: Technology & Development General DepartmentDokument1 SeiteOverall Block Diagram: Technology & Development General DepartmentAhmed HassanNoch keine Bewertungen
- HDT of DieselDokument17 SeitenHDT of DieselIzack Silva S100% (1)
- Hydrotreating Catalysts, An Old Story With New ChallengesDokument17 SeitenHydrotreating Catalysts, An Old Story With New ChallengesJulio Adolfo López PortocarreroNoch keine Bewertungen
- MBAOGSem3 5Dokument226 SeitenMBAOGSem3 5ShammimBegumNoch keine Bewertungen
- Naptha Cracker UnitDokument4 SeitenNaptha Cracker UnitAnonymous okl9zYNoch keine Bewertungen
- Control Flownex SimulinkDokument8 SeitenControl Flownex SimulinkSrashmiNoch keine Bewertungen
- Boiler Design Sterilization Humidification: What Are The Basic Steps in Boiler DesignDokument5 SeitenBoiler Design Sterilization Humidification: What Are The Basic Steps in Boiler Designryan suhanditaNoch keine Bewertungen
- Catalytic Hydrotreating of Heavy Gasoil PDFDokument9 SeitenCatalytic Hydrotreating of Heavy Gasoil PDFVishal GoswamiNoch keine Bewertungen
- 07 Thermo Dyn Flue Design PDFDokument28 Seiten07 Thermo Dyn Flue Design PDFHomer SilvaNoch keine Bewertungen
- 50a99 ReadingDokument15 Seiten50a99 Readingishu vohraNoch keine Bewertungen
- Lista HolandesaDokument52 SeitenLista HolandesaPablo Hernan NupieriNoch keine Bewertungen
- Icarus Reference Guide PDFDokument966 SeitenIcarus Reference Guide PDFPrashantGauravNoch keine Bewertungen
- Uop Unionfining Technology: Peter KokayeffDokument12 SeitenUop Unionfining Technology: Peter KokayeffBharavi K SNoch keine Bewertungen
- Get More LifeDokument4 SeitenGet More LifeSalim YilmazNoch keine Bewertungen
- PFI Standard ES-22 (Reaffirmed 1999) RECOMMENDED PRATICE FOR COLOR CODING OF PIPING MATERIALSDokument4 SeitenPFI Standard ES-22 (Reaffirmed 1999) RECOMMENDED PRATICE FOR COLOR CODING OF PIPING MATERIALSManuel Antonio Santos Vargas100% (1)
- PDFDokument164 SeitenPDFĐỗ Vũ ThưNoch keine Bewertungen
- HRSG Tender8228 PDFDokument222 SeitenHRSG Tender8228 PDFnefoussiNoch keine Bewertungen
- Cooling Tower Lewis FactorDokument6 SeitenCooling Tower Lewis Factorshivajireturns100% (1)
- MEC551 Assignment - Design September 2015Dokument7 SeitenMEC551 Assignment - Design September 2015SyafiqAsyrafNoch keine Bewertungen
- 2015 12 Heat-loss-from-Insulated-pipeDokument7 Seiten2015 12 Heat-loss-from-Insulated-pipeRamu NallathambiNoch keine Bewertungen
- Dr2 - Spec - Non-Destructive Examination Req of PipingDokument20 SeitenDr2 - Spec - Non-Destructive Examination Req of Pipingtomychalil100% (1)
- EGE13B11Dokument18 SeitenEGE13B11Jhonny Rafael Blanco CauraNoch keine Bewertungen
- The Gorgon LNG ProjectDokument10 SeitenThe Gorgon LNG ProjectthawdarNoch keine Bewertungen
- LNG RequirementsDokument4 SeitenLNG RequirementsManuel GuerreroNoch keine Bewertungen
- From Pinch Methodology to Pinch-Exergy Integration of Flexible SystemsVon EverandFrom Pinch Methodology to Pinch-Exergy Integration of Flexible SystemsNoch keine Bewertungen
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Von EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNoch keine Bewertungen
- Hansen (2000) - Engineering Design For Process SafetyDokument6 SeitenHansen (2000) - Engineering Design For Process Safetyvazzoleralex6884Noch keine Bewertungen
- City of Houston Fire Station LocationsDokument6 SeitenCity of Houston Fire Station LocationsTerry A. WaldropNoch keine Bewertungen
- Learning Adobe Photoshop CS4 - Artistic FiltersDokument9 SeitenLearning Adobe Photoshop CS4 - Artistic FiltersGuided Computer TutorialsNoch keine Bewertungen
- SC 20A-HP: Instruction ManualDokument40 SeitenSC 20A-HP: Instruction ManualGuilherme MiyashiroNoch keine Bewertungen
- Two Hand Control Valve: SeriesDokument8 SeitenTwo Hand Control Valve: SeriesFlávio LemeNoch keine Bewertungen
- Pneumatic SystemDokument5 SeitenPneumatic SystemArchanaSinghPrajapatiNoch keine Bewertungen
- Workbook 210 PDFDokument25 SeitenWorkbook 210 PDFSaiful AdiNoch keine Bewertungen
- Auto Drain Valve With Air Drier For CompressorDokument4 SeitenAuto Drain Valve With Air Drier For CompressorkaoushickNoch keine Bewertungen
- ZSL & ZDL Actuator CatalogueDokument8 SeitenZSL & ZDL Actuator CatalogueMuhammad RidwanNoch keine Bewertungen
- Bamboo 1 PDFDokument3 SeitenBamboo 1 PDFSreeram BapatlaNoch keine Bewertungen
- Ijetae 0416 05Dokument4 SeitenIjetae 0416 05Rahul ShrivastavaNoch keine Bewertungen
- Design and Fabrication of Pneumatic Can Crusher: Prepared byDokument10 SeitenDesign and Fabrication of Pneumatic Can Crusher: Prepared byDe SaravananNoch keine Bewertungen
- Ertical Type Cosmetic Cream Ointment Sauce Filler Equipment With HeatingDokument13 SeitenErtical Type Cosmetic Cream Ointment Sauce Filler Equipment With HeatingAbd Al-Rahmman Al-qatananiNoch keine Bewertungen
- Design and Fabrication of Comprrssed Air Vehicle: Second Project Review PresentationDokument21 SeitenDesign and Fabrication of Comprrssed Air Vehicle: Second Project Review PresentationChitteti YashwanthNoch keine Bewertungen
- 1 - Pneumatic System Part 1Dokument6 Seiten1 - Pneumatic System Part 1Vaibhav VernekarNoch keine Bewertungen
- Pneumatic SystemsDokument8 SeitenPneumatic SystemsRam KumarNoch keine Bewertungen
- PCR Autolube Intecs PDFDokument27 SeitenPCR Autolube Intecs PDFstrong holdNoch keine Bewertungen
- Trainer Kit Tamilnadu MailDokument10 SeitenTrainer Kit Tamilnadu MailBiswanath LenkaNoch keine Bewertungen
- Automated Metal Cutting MachineDokument14 SeitenAutomated Metal Cutting MachineAmlan pandaNoch keine Bewertungen
- MANUAL BANCO DE PRUEBA NT2001& - NT3000 - PLCoperation - ManualDokument19 SeitenMANUAL BANCO DE PRUEBA NT2001& - NT3000 - PLCoperation - ManualCarlos Alberto ErrobidartNoch keine Bewertungen
- MechatronicsDokument36 SeitenMechatronicsThusith WijayawardenaNoch keine Bewertungen
- Pneumatics ReportDokument4 SeitenPneumatics ReportYoussef SalemNoch keine Bewertungen
- Wellhead Control Systems SolutionDokument2 SeitenWellhead Control Systems SolutionAmbie Joseph-ZitubohNoch keine Bewertungen
- ATSDokument16 SeitenATSBojan Kos100% (1)
- K30Dokument48 SeitenK30mlachenal5237Noch keine Bewertungen
- Lab Report 2 (EXP2)Dokument13 SeitenLab Report 2 (EXP2)Jamiel CatapangNoch keine Bewertungen
- Hydraulics and PneumaticsDokument6 SeitenHydraulics and PneumaticsRyo TevezNoch keine Bewertungen