Beruflich Dokumente
Kultur Dokumente
Deodorizer Details
Hochgeladen von
Dinesh KumarOriginalbeschreibung:
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Deodorizer Details
Hochgeladen von
Dinesh KumarCopyright:
Verfügbare Formate
Chapter 11
I)
if
DEODORIZATION
Q. \ ~ r e k k e
Northern Regional Research Center
Agricultural Research
Science and Education Administration
U.S. Department of Agriculture
Peoria, Illinois 61604
INTRODUCTION
ROLE OF DEODORIZATION
In the conventional edible oil refinery, deodorization is
the last in a series of process steps used to improve the
taste, odor, color, and stability of the oils by the removal
of undesirable substances. In subsequent process steps, such
as in the production and packaging of shortening, margarine,
salad oil, and other specific products, the processor strives
to maintain the quality attained in the deodorized oil.
Refined soybean oil retains a good deal of the natural
odor and flavor of soybeans, the solvent-extracted oil having
a "beany" odor and flavor and a greenish cast. After bleach-
ing, the oil has a musty or earthy odor. Hydrogenation of
soybean oil introduces an atypical odor and flavor which can
be removed by deodorization. Deodorization primarily removes
volatile substances and converts the oll into a bland-tasting,
clear, brilliant liquid.
MATERIALS REMOVED
The materials removed by deodorization include free fatty
acids (FFA); various flavor and odor compounds classified
largely as aldehydes, ketones, alcohols, and hydrocarbons; and
other compounds formed by the heat decomposition of peroxides
and pigments (see Chapter 14). Concentration of individual
constituents in the undeodorized oil is generally no greater
than about 0.1% unless the oil has been abused. The type and
155
156 O. L. BREKKE
DEODORIZATION 157
concentration of the FFA are readily determined, but the
identity and concentration of the other contaminants are much
more difficult to determine. Some of these materials are
present in very low concentrations but still can be detected
organoleptically. For example, decadienal, one of the mater-
ials found in the deodorizer distillate of soybean oil and
several other fatty oils, has a flavor threshold in water of
about 0.5 part per billion (ppb) (Patton et al., 1959). Upon
addition to freshly deodorized cottonseed oil of a number of
compounds (other than aldehydes) formed by the autoxidation of
fat, Evans et al. (1971) found the odor and flavor thresholds
of many to be in the range of 1 to 30 ppm.
Normally, for an oil with an initial FFA content of
0.10%, the noticeable flavors and odors will have essentially
disappeared when the FFA content has been lowered to 0.01-
0.03%, assuming a zero peroxide value (Gavin, 1978a). In
instances where the oil was of poor quality, in spite of its
FFA content having been reduced to the stipulated level,
the trouble has been attributed to faulty operation such as
inadequate deaeration of the oil, oxidation of the oil because
of air leakage, excessive condensation and refluxing of vo-
latilized materials within the deodorizer, short-circuiting of
insufficiently deodorized oil within the deodorizer (Mattil,
1964), or to abuse of the oil prior to deodorization (Evans et
al., 1960).
Tattrie and Yaguchi (1973) found a. minuscule amount
(0.0001%) of protein in an alkali-refined, bleached soybean
oil, but none in an amount that could conceivably cause an
allergic reaction was detected in the steam-deodorized oils
from soybeans, peanuts, coconuts or herring.
FLAVOR AND ODOR
A freshly and properly deodorized soybean oil has a bland
or nearly bland taste and, even after momentary heating to
350F (177C), has almost no odor.
Research studies made on peanut and corn oils have shown
that deodorization cannot fully restore badly deteriorated
oils to their original quality because such oils have become
partially depleted of their natural antioxidants and thus
deteriorate more quickly the second time (Bailey and Feuge,
1944; Baldwin, 1948).
These statements are particularly true for unhydrogenated
soybean oil, which is less stable oxidatively than most other
edible oils and which may have a relatively high concentration
of pigments.
By deodorization, the edible oil processor aims to pro-
duce a bland oil that meets or exceeds the customer's specifi-
cations, such as those given in Table 2, Chapter 18.
NATURE OF THE DEODORIZATION PROCESS
Deodorization is primarily a high-temperature, high-
vacuum, steam-distillation process. To produce a high-quality
finished product, each deodorizer installation must perform
the following operations in an efficient manner: deaerate the
oil, heat the oil to deodorization temperature, steam strip
the oil, and cool the oil before it is exposed to the atmosphere.
Also, some authorities believe that thermal decomposition of
certain minute, largely unidentified constituents and possibly
removal of their decomposition products is necessary for
soybean oil.
Deodorization increases the oil's flavor and oxidative
stability by nearly complete removal of FFA and other volatile
odor and flavor materials, by partial removal of tocopherols,
and by thermal destruction of peroxides. The thermal treat-
ment that is a necessary part of the deodorization process
also heat bleaches the oil by destruction of the carotenoids
that are unstable at deodorization temperature. At the con-
centrations at which they are present, the volatile substances
have partial pressures that presumably approximate or exceed
those of palmitic and oleic acids, because, as Bailey (1941)
states, flavor and odor removal usually parallel FFA removal.
Because these reactions and the bleaching effect are time and
temperature dependent, commercial systems provide the neces-
sary retention period at deodorization temperature, by inten-
tional design or otherwise, to allow these reactions and the
heat bleaching to occur (Gavin, 1977). Stage (1979) disagrees
with this view and believes the additional time merely pro-
motes completion of the steam-stripping operation.
Some operations, such as heating the oil, may be done in
two steps. For example, with the semicontinous and continuous
deodorizers, but not the batch deodorizers, it is possible to
preheat the feedstock with the hot, deodorized oil and thus
effect a fuel savings of 40% or more.
Frequently, a blend of two or more oils and/or fats,
i.e., stocks, is used in preparation of a finished product,
such as margarine (see Chapter 10). The usual practice is to
blend these stocks before rather than after deodorization to
minimize handling and storage of the deodorized oil.
TYPES OF DEODORIZERS
The first deodorizers were of the batch type, followed in
the 1930's by continuous deodorizers. The semi-continuous
deodorizer was introduced in 1948. The latter has been widely
158 O. L. BREKKE DEODORIZATION 159
accepted because the design incorporates many of the advantages
of a continuous deodorizer, practically eliminates oxidation
of hot oil within the deodorizer shell, and readily handles
the change from one feedstock to another. The continuous
deodorizer can offer operating economy over the other types,
although the semicontinuous deodorizer is reasonably effi-
cient.
PHYSICAL OR STEAM REFINING
A process very similar to deodorization is one called
physical or steam refining. The steam refining unit is simi-
lar to the semicontinuous and continuous deodorizers but is
designed for a longer holding time at deodorization tempera-
ture or with additional steam stripping trays. The unit is
usually constructed of type 316 stainless steel to withstand
corrosive action of the fatty acids. Steam refining has been
used in Europe for a number of years to lower the FFA content
of certain high-acid oils to 0.5-0.8%. The oils are then
caustic soda refined, bleached, and steam deodorized. Gavin
et al. (1977), Stage (1979), and Sullivan (1976) describe the
principles and equipment used. Recent installations of steam-
refining systems produce from crude palm oil containing up to
5.0% FFA a fully deodorized oil with a FFA content of 0.02-
0.03%.
With a water-degummed, activated earth-bleached soybean
oil, steam refining/deodorization on a commercial scale did
not produce a finished oil of satisfactory keeping quality
(James, 1958). Adequate removal of phosphatides and trace
metals from the steam refiner feedstock is necessary for the
production of a high-quality oil. By use of phosphoric-acid
degumming, bleaching, and steam refining in laboratory tests,
List et al. (1978a, 1978b) produced a finished soybean oil of
keeping quality comparable to a caustic-refined, bleached, and
deodorized oil.
Two commercial steam refining installations under construction
in Singapore in 1979 will be operating on batches of crude
degummed soybean oil that are amenable to this process (Sul-
livan, 1979).
with steam refining, good-quality fatty acids can be
recovered without the additional step of acidulating the
soapstock. Generally, a higher yield of acids is obtained,
and also one source of waste-water pollution is eliminated.
THEORETICAL BASIS
Steam deodorization is feasible because the flavor and
odor compounds that are to be removed have appreciably greater
volatility than do triglycerides. Operation at high tempera-
ture increases the volatility of these odoriferous compounds;
furthermore, introduction of an inert gas, such as stripping
steam, into the deodorizer greatly increases the rate at which
the odoriferous compounds are volatilized. Any inert gas can
be used, but steam has the advantage of being readily avail-
able and is readily condensed; thus cost of the vacuum-pro-
ducing equipment is minimized. Reduced pressure operation
further aids in removal of the odoriferous compounds, greatly
reduces the quantity of stripping steam needed, reduces the
formation of FFA resulting from the hydrolysis of oil by
steam, although the amount is slight, and protects the oil
from atmospheric oxidation.
IMPORTANT VARIABLES
The deodorization process is dependent upon the following
variables: (a) vapor pressure of the FFA and the other mat-
erials to be removed, (b) deodorfzation temperature and con-
centration (i.e., molal of the materials to be
removed--two factors that determine their partial vapor pres-
sure, (c) absolute pressure under which the deodorization is
to be carried out, (d) quantity of stripping steam per unit
quantity of oil, (e) intimacy of mixing of the stripping steam
and oil (therefore, volume of the stripping steam rather than
its weight is an important factor), (f) composition of the
feedstocks and finished oil, and (g) deodorization time. The
time is dependent upon the relationship between absolute
pressure, temperature, stripping steam-to-oil ratio, and
equipment design. Also, proper design and operation of the
deodorizer reduces to a minimum the amount of volatilized
materials that condense and flow back into the oil being
deodorized.
MATHEMATICAL CONSIDERATIONS
A mathematical equation relating several of the main
operating variables in batch deodorization has been developed
by Bailey (1941) and reviewed by Bates (1949), Gavin (1978a),
White (1953), and Zehnder and McMichael (1967). Because
vegetable oil-fatty acid solutions deviate considerably from
ideal solutions, Szabo Sarkadi (1958a) modified Bailey's
equation by the addition of an activity coefficient, A. The
final equation is:
S = (PO/EPvA) (In V
l
/V
2
) (eq. 1)
or
160
In V
l
/V
2
where
(SEP A)/PO
v
O. L. BREKKE
K (p /P) (S/O) (eq. 2)
v
DEODORIZATION
temperature (which controls P ) and the steam flow rate (S)
increase as the deodorizer prssure (P) decreases.
161
S = moles of stripping steam
o = moles of oil
P = vapor pressure of the FFA
v
P = total system pressure
V
l
= initial number of moles of FFA in the oil
V
2
= final number of moles of FFA in the oil
E = the vaporization efficiency, a measure of the steam's
ability to become saturated with the FFA and other
volatile substances during its passage through the
oil
A = activity coefficient
K = experimental constant = EA
Based on this equation, the amount of stripping steam
required to deodorize a batch of oil varies directly with (a)
size of the oil batch, (b) absolute pressure in the deodor-
izer, and (c) logarithmatic ratio of initial to final con-
centration of the FFA (and other volatile constituents) in
the oil, and inversely with (a) vapor pressure of the volatile
compounds at the deodorization temperature, (b) vaporization
efficiency, and (c) activity coefficient.
The activity coefficient is usually determined experi-
mentally. At 180C (356F), the coefficient for solutions
containing 0-1% stearic acid in peanut oil was 1.4-1.5 and at
acid concentrations above 30%, the coefficient was essentially
unity (Szabo Sarkadi, 1958a and b). Based upon a study made
by Wilson (1964) of the excess free energy of mixing, Stage
(1979) calculated the activity coefficient to be 0.63-0.64 for
a fatty acid concentration of 0-1%.
For continuous deodorization, the equation is rewritten
using time-dependent variables (Gavin, 1978a):
V
l
/V
2
= 1 + (K/P) (P). (s/O) (eq.3)
where
LIMITATION ON FREE FATTY ACID REDUCTION
While deodorization removes FFA from the oil, the FFA
content cannot be reduced below about 0.005% because hydrol-
ysis of the oil by the stripping steam is continually pro-
ducing more FFA. The rate of hydrolysis decreases as the
oil's FFA content decreases. Eventually the rate of FFA
formation by hydrolysis equals the rate of removal by the
stripping steam, and the oil's FFA cannot be reduced any
further (Mattil, 1964). A reduction in absolute pressure in
the deodorizer also reduces the hydrolysis rate by a small but
definite amount (Szabo Sardaki, 1959).
SOME DEODORIZER DESIGN CONSIDERATIONS
This discussion will be limited to only a few of the
aspects related to deodorizer design.
MATERIALS OF CONSTRUCTION
Batch deodorizers generally have been made of carbon
steel; but nowadays, surfaces in contact with the hot oil in
semi continuous and continuous deodorizers are usually of
stainless steel (18-8) or nickel, because ordinary carbon
steel acts as a prooxidant for the oil at the deodorization
temperatures now employed (Beal and Lancaster, 1951; Ziels and
Schmidt, 1945). Nickel and aluminum have the least effect on
oil stability. However, because aluminum is structurally weak
at deodorization temperatures and is difficult to clean of
films of polymerized oil, it is not/used. Beal and Lancaster
(1951) found that type 316 stainless steel is a good metal to
use. Also, an oxidized oil film is an effective protective
coating for the metal surfaces. However, cleaning the metal
surfaces with hot 5% aqueous caustic solution lowers the
oxidative stability of the next batch of oil.
For a given hourly flow of oil through the deodorizer and a
given initial FFA concentration (V
l
), we see that FFA content
of the deodorized oil (V
2
) must decrease as the deodorizer
V
l
, V
2
= moles/hr of FFA in the oil entering
the deodorizer.
K, P, P = same as for batch deodorization
S = m o l ~ s / h r of stripping steam
0= moles/hr of oil.
and leaving
DEODORIZER EFFICIENCY
Theoretically, deodorizer efficiency increases with total
surface area of the steam bubbles and their time of contact
with the oil. In practice, these two variables have little
effect because the steam apparently is rapidly saturated at
deodorization temperatures. The efficiency also varies with
the concentration of the volatile substances in the oil. For
commercial batch deodorizers operating at 6 to 25 mm absolute
162 O. L. BREKKE
DEODORIZAnON 163
pressure, the vaporization efficiency generally is 0.7 to 0.9
(Bailey, 1941; and Gavin, 1978a).
Even though well insulated, the upper shell and vapor
outlet of a batch deodorizer generally are cooler than the
body of oil and serve as a condensing surface for easily
condensable materials carried by the stripping steam. Re-
fluxing, i.e., a return to the oil charge of some of this
condensate, contributes to the reduction in vaporization
efficiency. Jacketing and heating the upper shell to avoid
the cooling effect have been proposed by Phelps and Black
(1946), but these steps have not been generally adopted.
Although the vaporization efficiency can be very low (e.g.,
0.3-0.5) in poorly designed laboratory apparatus, Szabo Sark-
adi (1958a) increased the efficiency to 1.0 in an "isothermic"
laboratory deodorizer that was designed to prevent minutest
cooling of any deodorizer surface. Furthermore, he concluded
that "cooling of the oil surface by laC has the same effect on
vaporization efficiency as does the lowering of the tempera-
ture of the whole oil by IOC." He also went on to state that
"reduction in the vaporization efficiency may occur even when
no condensation of volatile substances takes place." (Under-
lining added.)
In continuous or semicontinuous deodorizers, the vaporiza-
tion efficiency increases up to a point with the steaming rate
because of the larger oil-steam interface created by violent
splashing of the oil against suitable baffles (Mattil, 1964).
Naturally, the steaming rate must not cause appreciable loss
of oil due to mechanical entrainment. In the stripping of oil
in layers only 6-12 in. (15-30 em) deep in experimental tests
made at 6 mm Hg pressure, Bailey (1949) increased the vapor-
ization efficiency from 0.40-0.45 to 0.80-0.90 by the use of
proper baffling. The first commercial semicontinuous deodor-
izer operated with a 24-in. (61 em) oil layer and had an
efficiency of 0.80-0.90 (Bailey, 1949). Proper baffling,
violent agitation, and diversion of any condensables from the
oil charge all contributed to the good efficiency.
PRODUCTION OF STRIPPING STEAM
Because semi continuous and continuous deodorizers use
considerably less stripping steam than do batch deodorizers
and also require a relatively short deodorization time, the
steam is no longer superheated, a practice sometimes carried
out in batch deodorization tc avoid excessive cooling of the
oil. Lineberry and Dudrow (1972) reported a drop in oil
temperature of 9-l7F (5-l0C) as the percentage of stripping
steam increased from 0.5-3.1 in tests made in a semicontinuous
deodorizer having an improved stripping tray. The e.tripping
steam should, of course, be dry and free of beth oxygen and
traces of mineral salts. For this reason, it is made from
deaerated water, and good boiler operating practices must be
enforced to prevent carryover of boiler-water solids into the
steam.
DEODORIZER VARIABLES AND OPERATION
EFFECT OF VACUUM
Mattil (1964) summarized the effect of vacuum as follows:
"A high vacuum in deodorizing is advantageous in every re-
spect. It leads to economy of operation, more rapid deodor-
izat.ion, and a lower FFA content in the finished oil." The
reason for his statement will become apparent in the next
several paragraphs.
As discussed under Theoretical Basis, the quantity of
stripping steam required is directly proportional to the
absolute pressure in the deodo+izer. Operation at 24 mm
pressure requires twice as much steam as at 12 mm and four
times as much as at 6 mm. With the improvements made in
design and fabrication of deodorizers, vacuum-producing equip-
ment, and auxiliary equipment, high vacuums are readily at-
tainable. Three-stage, steam-jet ejectors routinely maintain
an absolute pressure of 6 mm in deodorizers under a high
stripping steam load. With the usual utilities, i.e., water
at 77-86F (25-30C) and steam at 110-210 psig (8-15 kg/sq
em), a 4-stage ejector system designed for 6 mm Hg operation
can be more economical in steam consumption than a 3-stage
system (Zehnder, 1976). With t ~ r e e - or four-stage ejectors,
deodorizers can be operated at 1-3 mm, but Zehnder and McMi-
chael (1967) advise an evaluation be made based on qualitative
advantages of the product against the increased operating
costs. I
The absolute pressure also influences the time required
to deodorize a given batch of oil. The quantity of stripping
steam required decreases in direct proportion to the decrease
in absolute pressure, whereas allowable linear velocity of the
vapors (principally steam) can be increased only in inverse
proportion to the 0.5 power of their density. Thus, a de-
crease in pressure from 24 to 6 mm reduces the required quan-
tity of stripping steam to one-fourth, whereas the allowable
steam flow rate must be decreased about twofold. The net
result is that the deodorization time can be reduced by one-
half (Mattil, 1964).
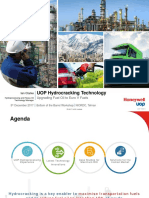
The lower pressure and shorter time reduce the loss of
oil due to hydrolysis and also aid in the production of a
deodorized oil of low FFA content, as is evident from Fi-
gure 1.
164
O. L. BREKKE
DEODORIZATION 165
(C
9
H
18
0)
(C
ll
H
22
0)
(C
13
H
26
0)
(CllH240)
(C13
H
24)
(C16
H
30)
! (C19
H
36)
(C
23
H
42
)
(C15
H
30)
(C19
H
38)
(C24
H
50)
(C26
H
54)
(C12H2402)
(C
14
H2802)
(C
16
H
32
0)
(C18H3602)
(C
15
H
28
)
(C19H38)
Nonadecene-1
Tetracosane
Hexacosane
Lauric acid
Myristic acid
Palmitic acid
Stearic acid
Pentadecadiene-l,8
Nonadecene-l
10
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16
17.
18.
1_
o SO 100 150 200 250 300 -t roo
1000
"l-t ' U'
I- ' ,., + t I ; i !,. . !
!- ' =l=J ."" '), ' . l: Y1:. . : : :,l/: . J)':k1' :
-C.1/' .1/; 3 " I' :
I:: ,..., ' if'" TT r-+-- -'"
E f- -f-.of !I ,. .. 7 f.7
i
1'17 ".bI, .' .' I [7 -r
f 100 I / V i" YJ'- t' 1.
cr" ".;;. [j . 1/
._" ,_1 . :Ll H .++-++
i-- _j . Ii T -++=t=rl
_I' .1 17 } LI: /,Yd
J
1111' J
- I - Vfl i
P16
T
]j J1t1) 6111 VI1J !&M hd 1..1
M /!Jj I A 1 I
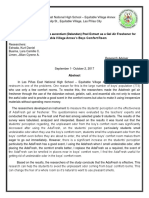
Fig. 2; Vapor pressure curves for some of the compounds
moved by deodorization of vegetable oils. (From stage, 1956.)
(Reprinted from Fette Seifen Anstrichmitte1 with permission.)
1. Methyl hepty1 ketone
Methyl nony1 ketone
Methyl undecy1 ketone
Methyl nony1 ketone
Tridecadiene
Hexadecadiene
Nonadecadiene
Tricosadiene
Pentadecene-1
2
Hours Deodorized
':""0
.\
.\{; , "0
,'/ "'-...0_
\ '-.........:: \ ,
'{' \,
\ ,
\ ,
\ . '\
\ "
\ ,
\ ,
\ ,
\ .
\
5.00 I [
4.00 I I I
3.00
0.02
o
1.00
0.80
0.60
E 0.40
:
ti
i 0.20
0,10
0.08
0.06
0.04
The vapor pressure-temperature relationship for various
compounds (stage, 1956) representative of the several types
removed by deodorization are given in Figure 2. In their pure
state, many of these compounds have vapor pressures exceeding
those of the free fatty acids found in soybean oil. However,
because the more volatile compounds normally are present in
the. oil in lesser amounts than the free fatty acids, the
partial pressures developed by these compounds, as expressed
quantitatively by Raoult's law, probably approximate those
developed by the free fatty acids.
As shown in Figure 2, vapor pressures of the volatile
constituents in the oil increase rapidly with successive
increases in the temperature. For this reason, operation at
the highest practical temperature aids in removal of the
odoriferous compounds. Over the temperature range normally
used for deodorization, the vapor pressure of palmitic acid,
for example, increases from 8 rom Hg at 400F (204C) to 107 rom
EFFECT OF TEMPERATURE, STEAMING RATE, AND TIME
Fig. 1. Removal of free fatty acids from palm oil by steam de-
odorization in batch deodorizer. Run No.1: 19,000 1b oil
charge, 400 1b/hr of stripping steam, 460F, 10 mm pressure
(8636 kg, 182 kg/hr, 238C). Run. No.2: 18,400 1b oil,
800 1b/hr stripping steam, 460F, 25 mm pressure (8363 kg,
364 kg/hr, 238C). (From Bailey, 1941.) (Reprinted from In-
dustrial and Engineering Chemistry with permission.)
166 O. L. BREKKE
DEODORIZATION
167
at 525F (274C) (Fig. 2; and Ralston, 1948). This is an
increase in its volatility and in its expected rate of removal
during deodorization by about thirteenfold. Szabo Sarkadi
(1958b) noted that for up to 20% of stearic acid dissolved in
peanut oil, vapor pressure of the acid at 356F (180C) exce-
eded that predicted by theory, i.e., by Raoult's law. Such an
increase would, of course, have a beneficial effect during
deodorization. Szabo Sarkadi concluded that the increased
vapor pressure arose from dissociation of the diluted acid,
the pure acid being a mixture of monomer and dimer molecules.
Based on the theory discussed above, the deodorization
time is halved for each increase in temperature of about 30F
or 17C. The results from operation of commercial deodorizers
agree quite well with the predicted values when the comparison
is made with a given deodorizer (Mattil, 1964).
Because the required amount of stripping steam varies
inversely with vapor pressure of the volatile constituents
being removed (see eq. 1), operation at the higher tempera-
tures, such as up to 525F (274C), proportionally reduces the
amount of stripping steam required. At a fixed pressure, the
maximum flow of stripping steam possible without excessive
entrainment is essentially constant over the temperature range
employed for deodorization and, consequently, the deodoriza-
tion time is shortened as the deodorizer temperature is in-
creased.
Operation at the elevated temperatures can also promote
thermal decomposition of some constituents naturally present
in soybean oil, such as peroxides, pigments, and some trace
metal-prooxidant complexes (see Chapter 14). The carotenoid
pigments can be decomposed and removed by deodorization at
about 500F (260C) (Young, 1978).
Although operation at high temperatures has several
beneficial effects as related above, deodorization of soybean
oil for 15-30 min at 525p (274C) appears to be at or near
the top limit for production of the best quality oil, based
upon results obtained with glass apparatus (Moser et al.,
1966) .
OIL LOSSES IN DEODORIZATION
The oil losses encountered in deodorization are attri-
buted to three factors: odoriferous compounds removed from
the oil, which rarely exceed 0.1%, oil droplets entrained in
the exit vapors, and losses due to unavoidable hydrolysis of
the oil by the stripping steam.
Mattil (1964) reports a material loss of 0.2 to 0.8% when
completely bland products containing 0.1% FFA or less are
produced by deodorization at 400-475F (204-246C) of vege-
table oils in modern plants where mechanical entrainment is
minimized. Based on information obtained from industrial
processors, White (1956) reports total average 10ss!8s of 0.60,
0.56, and 0.50% for batch, semi continuous and continuous
deodorizers, respectively. The deodorizers operated on feed-
stocks with initial FFA contents of 0.10, 0.11, and 0.13%,
respectively, and each lowered the final FFA content to 0.03%.
Myers (1957) reported an average loss of 0.47% for caustic-
refined, bleached soybean oil deodorized in the Bailey semi-
continuous deodorizer then in use in one refinery.
Loss by distillation. Distillation losses include FFA,
the fatty acids formed by hydrolysis of the oil, small amounts
of the triglyceride itself, plus sterols, tocopherols, and
other unsaponifiable matter. Under commercial deodorization
conditions, the FFA form roughly 25 to 45% of the deodorizer
distillate (Wilson, 1970). In deodorization of cottonseed oil
at 6 mm and 460F (238C), each pound of stripping steam is
calculated to split out 0.024 to 0.049 pound of fatty acid
(Mattil, 1964). The neutral oil"loss probably consists mainly
of mono- and di-glycerides produced by hydrolysis during
deodorization. The loss increases in the order: soybean,
cottonseed, and coconut oils (Mattil, 1964).
Loss by entrainment. Mechanical entrainment oil
droplets by the stripping steam has led to an appreciable loss
of oil in many batch deodorizers. The amount of entrainment
is proportional to both the density and the velocity of the
stripping steam. Entrainment increases very rapidly with the
increase in steam flow. It can be shown mathematically that
the weight of the largest oil droplets that will be entrained
varies with the sixth power of the steam velocity (Mattil,
1964). By use of baffles and demisters in continuous and
semicontinuous deodorizers of modern design, entrainment
losses are held to acceptable levels.
For deodorization of hydrogenated soybean oil in a semi-
continuous unit, Bodman et al. (1951) gave the entrainment
loss as 0.25-0.40% above the FFA loss. Because of the longer
deodorization time and the larger quantity of stripping steam,
they reported the entrainment loss in batch deodorizers to be
between 0.8 and 1.5%.
HEATING THE OIL
General industrial practice is
2
to operate steam boilers
at about 150 psig (i.e., 10.5 kg/cm and 366F or 185C). The
resultant steam cannot heat the oil to 475-525F (246-274C),
the temperature at which most commercial deodorizers operate.
When steam is to be used as the medium, a boiler
operating at about 900 psig (65 kg/em and 534F or 279C) is
168 O. L. BREKKE DEODORIZATION 169
required (Gavin, 1978a).
Because of the capital investment and operating expense
for such a boiler, U.S. edible oil processors for a number of
years have employed a vapor-phase heat-transfer medium con-
sisting of an eutectic mixture of diphenyl and diphenyl oxide,
sold under the tradenames of Dowtherm A and Therminol VP-l.
This mixture, which is f l a m m ~ b l e , develops a pressure of only
about 16 psig (1.1 kg/sq. cm ) for heating the oil to a de-
odorization temperature of 500F (260C). The heating system
consists of a vaporizer (i.e., a boiler), burner, piping for
carrying vapors to the deodorizer, piping for gravity return
of condensate from the deodorizer, and safety controls for the
system as required by insurance regulations.
Because rapeseed oil allegedly contaminated by Dowtherm A
caused illnesses and death in Japan in 1973, the Japanese
government now prohibits the installation of new deodorizers
using a Dowtherm heating system; also, existing users were
given two years to convert to another system. Imai et al.
(1974) reported that tests made by them and by other lab-
oratories failed to detect any Dowtherm A in the contaminated
rapeseed oil. Although the deodorizer tray was found to have
a leaky heat-transfer coil, Imai et al. demonstrated that the
deodorizer conditions employed should remove from rapeseed oil
both Dowtherm A and KSK-60 oil, the two components of the
suspect heat-transfer medium. However, the components causing
the illnesses and death were not identified.
The use of chlorinated biphenyl compounds such as Aroclor
and FR series Therminols as liquid-phase heat-transfer media
for the processing of edible products is prohibited in the
U.S.; usage of Dowtherm A and Therminol VP-l is permissible.
Gavin (1978a) reports an apparent world-wide shift to
high-pressure steam as the heat-transfer medium in spite of
the fact that a packaged-type, high-pressure boiler for de-
odorizer service costs about twice that of a Dowtherm vapor-
izing system (Zehnder, 1976).
Other heating means that have been tried but found want-
ing for any of several reasons include: direct firing of the
batch deodorizer, circulation of the deodorizer oil charge
through an external furnace, and use of superheated steam in
the deodorizer heating coils (Mattil, 1964).
Because of its cyclical nature, operation of a batch
deodorizer causes wide variations in the load of utilities
used for heating, cooling, and pumping the oil. With the
continuous deodorizer, the demand is essentially constant;
thus the deodorizer heat exchangers and other equipment and
the service lines for providing the various utilities need
not be oversized. As a result, there is considerable savings
in capital investment. The continuous deodorizer also uses
considerably less stripping steam, with further savings in
reduced usage of ejector motive steam and barometric condenser
water. With the semicontinuous and continuous deodorizers,
the hot oil can preheat the feedstock to an intermediate
temperature and thus reduce the fuel requirements. On the
basis of actual performance of a commercial continuous de-
odorizer, Bodman et al. (1951) estimated the operating costs
at that time were about one-third those of a similar batch
operation.
With the semicontinuous deodorizer, the load is not as
uniform as the continuous unit but does approach it.
PROTECTION OF THE OIL AGAINST OXIDATION
The edible oil processor protects the oil from oxidation
by most or all of the following measures: (a) exclusion of
air during processing, (b) cooling the deodorized oil to
proper temperature before exposure to the atmosphere, (c)
protection of deodorized oil from the atmosphere by nitrogen
blanketing, and (d) addition of chemicals that serve as metal
scavengers and antioxidants. He also maintains a full vacuum
on the deodorizer even when not in use to avoid oxidation of
the adhering film of residual oil, which could then contamin-
ate the next lot.
Avoiding contact with air. Soybean oil must be scrupu-
lously protected from air throughout the entire deodorizing
operation. Deaeration of the feedstock as a first step is
very essential, because the oil may contain an appreciable
amount of dissolved oxygen due to previous exposure to the
atmosphere. A continuous method for deaerating the oil to
less than 0.10 vol. % dissolved oxygen has been described by
Baker and Edwards (1970).
At deodorization temperatures, ( the oil reacts very ra-
pidly with oxygen with a decidedly bad effect on the oil's
flavor and oxidative stability. Periodic preventative main-
tenance is needed to prevent air leaks from occurring in
deodorizer fittings below the oil level and in external pumps,
heaters, and coolers that contact the oil. Welded construc-
tion of the deodorizer shell greatly reduces the possibility
of leakage. In addition, the double shell feature of the
semicontinuous deodorizer and at least one type continuous
deodorizer eliminates the possibility of the hot oil being
exposed to air entering through leaks in the outer shell.
This feature has contributed considerably to acceptance of
this design.
The stripping steam also must be oxygen-free and there-
fore generated from deaerated water.
Oil cooling. Unhydrogenated oil should be cooled to 100-
170 O. L. BREKKE DEODORIZATION
171
120F (38-49C) before exposure to the atmosphere. Partially
hydrogenated oils and fats melting above room temperature are
somewhat more resistant to oxidation and should be cooled to
within 25-30F (ca. 15C) of their melting points (Young,
1978).
During cooling within the deodorizer, the sparge stearn
flowrate should be sufficient to provide the agitation needed
for good heat transfer. At a deodorizer pressure of 6 mm, and
depending also upon the oil depth, the oil can be cooled only
to 130-150F (54-66C) before stearn condensation occurs, thus
resulting in a wet oil. After removal of dry oil from the
deodorizer, the oil should be further cooled to the appropriate
temperature in a heat exchanger following the polishing
filter. .
Nitrogen blanketing. Nitrogen blanketing is often used
during storage, packaging, and shipment to protect the de-
odorized oil. The storage tank is filled with nitrogen, then
oil is pumped in through a pipe leading to the tank bottom to
avoid splashing. Containers on the packaging line are flushed
with nitrogen, passed into a compartment filled with nitrogen,
filled with oil saturated with nitrogen, and sealed before
they are returned to normal atmospheric conditions.
Some processors prefer to cool the oil to 100F (38C)
and omit the nitrogen blanketing. They believe that this
method gives better protection because, in their opinion,
unless the nitrogen is exceptionally pure, the presence of a
very small amount of oxygen or NO can have a detrimental
effect (Also see Chapter 16). x
Effect of light. Soybean oil will develop off flavors
upon exposure to light (Moser et al., 1965) as will other fats
and oils. Addition of citric acid (10-50 ppm) does not in-
hibit deterioration of soybean oil by light (Miyakoshi et al.,
1978). For this reason, some companies package the oil in
cans or brown glass bottles, although retail market experience
indicates that the housewife preferentially selects oils
packaged in clear bottles. Daubert (1950) concluded that
certain natural pigments, such as carotenoids and chlorophyll,
act as prooxidants in an oil exposed to light but they are
inactive or act as antioxidants in the dark. (Also see Chap-
ter 14).
Additives. A cornmon practice is to add citric acid
(0. to .01% based on weight of the oil), preferably at the
cooling stage in the deodorizer, to protect the oil against
oxidation. The acid inactivates traces of metal (Dutton et
al., 1948, 1949), particularly iron and copper, which appear
both in the native oil and as a result of processing (Evans et
al., 1952, 1974). Although some u.S. refiners believe the
acid is effective when added before deodorization, it de-
composes rapidly at temperatures above 302F (150C), and
Miyakoshi and Komoda (1978) deemed it to be ineffective as a
metal scavenger when added at this point. Because of the
unresolved questions on the composition and possible toxicity
of the decomposition products that may remain in the oil, the
usual practice now is to add the acid at the cooling stage in
the deodorizer. Also, complexes formed by these and other
trace metals with oxygen and hydroperoxides presumably are
decomposed at deodorization temperatures, and the metal in-
activators then become more effective (Uri, 1961). (Also see
Chapter 14).
Miyakoshi and Komoda (1978) reported it desirable to add
the acid as an aqueous solution to avoid the loss encountered
upon addition as an ethanol solution. Miyakoshi et al. (1978)
found that up to but not in excess of 50 ppm of the acid can
be dissolved in the oil at a temperature of 266F (130C) or
less during the cooling stage, and that this amount will
remain dissolved or dispersed during storage of the oil,
although as little as 10 ppm will protect the oxidative and
flavor stability of the oil.
When soybean oil containing 50 ppm of citric acid was
heated under various deodorizing conditions (257 to 392F or
125 to 200C and 10 to 40 min) and then examined for the
presence of citric acid and its decomposed acids, i.e., acon-
itic, itaconic, and citraconic, no acid other than citric was
found after the oil had been heated to 150C or more for
10 min or longer. A trace of aconitic was detected in the oil
heated 40 min at 125C. When oil containing 1000 ppm of
citric acid was deodorized, a trace of itaconic and from a
trace up to 16 ppm of aconitic acid were found. The quantity
of both these acids and of citric acid decreased as the de-
odorization temperature or time were increased (Miyakoshi and
Komada, 1978).
Phosphoric acid can also serve as a metal inactivator,
but the level of usage is a critical factor (Evans et al.,
1954a). Excessive amounts of the acid lead to the development
of melony and cucurnbery off-flavors and to lower flavor scores
for the aged oils in spite of their improved oxidative stabil-
ity. A similar effect was noted for phosphatide levels above
0.02-0.05% (Evans et al., 1954b).
Stabilizers other than metal-inactivating agents are also
often added to the oil while it is being cooled in the deodor-
izer (Stuckey, 1968). Propyl gallate, tertiary-butylhydroquin-
one (TBHQ), (BHT), and
isole (BHA) are used as antioxidants. The latter two are used
to improve the oil's shelf life and to provide carryover
protection into baked and cooked foods. The gallate and TBHQ
increase the oil's oxidative stability. These oxidants may be
172 O. L. BREKKE DEODORIZATION
173
used singly up to 0.01% level or in combination of two or more
at a maximum concentration of 0.02% (Code of Federal Regula-
tions,1976). Mixtures of several combinations are available
commercially.
As part of its review of all substances Generally Recog-
nized As Safe (GRAS) for use in foods, the Food and Drug
Administration (FDA) has asked for new tests to determine
whether BHT meets safety standards as determined by modern
testing methods. Meanwhile, the use of BHT is temporarily
restricted to current levels in foods for which it is now
approved (Anonymous, 1977).
Recently, Mounts et al. (1978) reported that addition of
two antioxidants (BHA and BHT) did not improve the flavor
stability either of one unhydrogenated or of two hydrogenated
soybean oils in accelerated storage tests but did improve the
flavor stability of the hydrogenated oils exposed to light.
Both hydrogenation and the antioxidants improved the oxidative
stability of the oil. At least one firm is now marketing a
100% soybean salad/cooking oil that contains no added anti-
oxidants or anti foam agent.
Methyl silicone at a level of 1 to 5 parts per million is
sometimes added as an antifoam agent (Freeman et al., 1973;
Martin, 1953).
Because most additives break down under heat, they are
added at oil temperatures under 180F (82C). Sufficient
agitation and mixing time are required to obtain uniform
dispersion and true solution.
Sherwin (1976, 1978) provides further information on the
performance of various antioxidants and precautions to be
observed in their application. (Also see Chapter 16.)
FILTRATION OF DEODORIZED OIL
The deodorized oil is filtered to remove solids that
unavoidably appear in the oil for several reasons. Small
carbonaceous particles may be present because of the oil
having been subjected to high temperatures and localized
overheating in the deodorization process. The feedstock
storage tanks inevitably become contaminated with traces of
bleaching earth, and the latter can be carried into the de-
odorizer. Not all of the citric acid added during cooling of
the oil may have dissolved.
After cooling to 150F (66C) or less, the deodorized oil
is filtered in a so-called "polishing" filter, usually through
paper. The filter medium should be capable of removing 30-
micron (0.0012 .in.) particles for normal use oils and 10-
micron particles for bottled oils. The filter should be easy
to clean, be simple to assemble correctly, and have a low-
volume holdup to reduce the risk of contamination, and the
filter medium should be inexpensive (Young, 1978).
DEODORIZATION OF SOYBEAN OIL
A high-quality deodorized product can be produced from
soybean oil if one starts with good soybeans and if the proper
precautions are taken to protect product quality in each
processing step. As Gavin (1978a) states, the proper strength
and amount of caustic must be used to insure adequate removal
of the phosphatides during caustic refining (Beal et al.,
1956), and the oil must be washed and bleached properly for
good removal of soaps, followed by deodorization at the proper
temperature and pressure and with sufficient stripping steam.
He also advocates addition of citric acid or antioxidants and
nitrogen to the oil immediately after deodorization. The
deodorized oil then should have less than 0.03% FFA, a per-
oxide value of zero, Lovibond colors of 10 yellow and 0.7 red,
and a bland taste. Gavin emphasizes that a good-quality
deodorized oil will not be produced unless the deodorizer
feedstock is of good quality--a statement that is true for all
vegetable oils and especially so for soybean oil.
Typical conditions used commercially for deodorization of
unhydrogenated soybean oil in a semicontinuous deodorizer are:
top temperature 475 to 500F (246-260C), 15 to 40 min at the
deodorization temperature with the shorter time used at the
higher temperature and higher stripping steam rate, 3-6 mm Hg
absolute pressure, 3-8% stripping and sparge steam based on
oil throughput, and oil cooled to 150F (66C) in the deodor-
izer. Then 0.01% citric acid and antioxidants as desired are
added to the cooled oil either in the deodorizer or after
removal.
For EMI continuous deodorizers/having a heat recovery
unit (described later under equipment), preferred conditions
are: top temperature 510F (266C), 90 min total time with
30 min at the top temperature, 3 mm absolute pressure, and
2.6% stripping steam. Additives such as citric acid are added
as described for the semicontinuous deodorizer (Gavin, 1978b).
DEODORIZATION EQUIPMENT AND PRACTICE
The conditions used commercially for deodorization of
fatty oils vary appreciably with the type of equipment used
(Table 1), the type of oil being deodorized, and the degree to
which the oil needs to be deodorized.
The equipment descriptions that follow are not all in-
clusive but rather aim to give the reader a better understand-
ing of the deodorization process, of the ba.sic types of deodor-
174 O. L. BREKKE DEODORIZATION 175
BATCH DEODORIZATION
izers available, and some information on those of recent
manufacture in the united States.
The conventional batch deodorizer is a vertical cylindri-
cal vessel of welded construction with dished or conical ends
and a height two to three times the diameter. Capacities
range from 5,000 to 60,000 Ib (2,270 to 27,270 kg), and a
typical capacity is 20,000 to 30,000 Ib (9,090 to 13,640 .kg).
The deodorizer is filled to a depth of 8-10 ft (2.4-3.0 m)
(hot oil measurement) with height of the headspace approximate-
ly equal to the depth of the oil. The large headspace volume
minimizes carryover into the vapor outlet of oil droplets
projected into the headspace by violent splashing during
deodorization. An entrainment separator in the vapor line
further reduces the carryover. Sometimes a centrifugal separ-
ator or a slotted, baffle-type separator is installed in the
upper part of the deodorizer for the same purpose. The outlet
vapor line to the entrainment separator or vacuum source
should be as short as possible to minimize condensation of
distilled volatiles in the outlet. A 3-stage steam-ejector
system is normally used to maintain the deodorizer vacuum.
Internal pipe coils are generally used to heat and cool
the oil. The deodorizer is well insulated. Sometimes the
upper half is heated to prevent condensation of distilled
volatiles within the deodorizer and their return to the oil
(Phelps and Black, 1946). Stripping steam is admitted at the
bottom of the vessel through a perforated pipe fashioned
either as a coil or a flat spider.
Other accessories include a thermometer or appropriate
device for measuring the oil temperature, a pressure gage that
accurately measures the absolute pressure within the deodor-
'I'ABLE 1
Commercial Deodorization Conditions
a
Factor
Absolute pressure
Deodorization temperature
Holding time at deodorization temperature:
Batch deodorizers
Continuous and semi continuous deodorizers
Stripping steam as wt % of oil:
Batch deodorizers
continuous and sernicontinuous deodorizers
Free fatty acid contents:
Feed, including steam refining
Deodorized oil
a From Zehnder, 1976.
Level
1-6 nun Hg
410-525F
210-274C
3-8 hr
15-120 min
5-15%
1-5%
0.05-6%
0.02-05%
izer independent of barometric pressure, and means for moving
oil into and out of the deodorizer.
Batch deodorizers generally are constructed of common
iron, but iron has a determinal effect on oil quality at
deodorizer temperatures (Beal and Lancaster, 1951). Surfaces
contacting the hot oil would more appropriately be constructed
of metal such as type 304 or 316 stainless steel or nickel,
but then the vessels would be more costly. Batch deodorizers
are being replaced by semicontinuous and continuous units.
Young (1978) states that in England and on the European con-
tinent, batch deodorizers are useful for quantities of 12 tons
or less and particularly for erucic acid oils that are deodor-
ized satisfactorily at 356-392F (180-200C), the normal
temperature range for batch deodorizers.
Conditions used for batch deodorization of soybean oil
vary from one edible oil processor to another. For deodor-
izations made at 6-12 mm pressure, 8-10 hr are required for
the complete cycle of filling, heating, deodor-
izing, cooling, and emptying (Mattil, 1964). For the de-
odorization step only, with an oil temperature of 420 to 480F
(215 to 249C) and 6 mm Hg absolute pressure, 1 to 3 hr is
required for soybean oil depending upon the desired FFA con-
tent of the deodorized oil (Bodman et al., 1951).
CONTINUOUS DEODORIZATION
EMI double shell deodorizer. A schematic diagram of this
continuous deodorizer desigped also for heat recovery is shown
in Figure 3. During deodorization, the oil flows through a
series of seven tanks or vessels that are mounted within a
vertical cylindrical shell with annular space between them and
the shell.
at 120-130
o
F (49-54C) is pumped into and is
partially deaerated in an external vessel maintained under the
same vacuum as the deodorizer. A liquid-level controller in
this tank regulates the flow of oil to the deodorizer. Next,
the oil is pumped through the coils in the heat recovery tank
within the deodorizer where hot, freshly deodorized oil pre-
heats the feedstock. The feedstock thus absorbs about 50% of
the heat required for deodorization. In this tank, the oil
being heated flows through pipe coils while a series of baf-
fles directs the hot oil to give a countercurrent flow to the
two oil streams.
The preheated oil is then pumped to the top tank in the
deodorizer for further deaeration. This tank is equipped with
steam heating coils, but heating is required only when the
normal flow of oil within the deodorizer is interrupted such
as during a change in feedstock. From the top tank, the oil
176 O. L. BREKKE DEODORIZATION 177
9
,
STEAMOUT ""
DJ....
V"
DEAERATING
STEAM
-!II
SPARGE
..
,
HEATING
.,.
DOWTHERM
SPARGE
TO VACUUM
..
SYSTEM
PRE-
,,.
STRIPPING
SPARGE
..
HOLDING
SPARGE
.-
FINAL
STRIPPING
SPARGE
DEAERATOR
..
HEAT
-
RECOVERY
--..
.-
SPARGE
..
COOLING
...'1
,.
COOLING
).
-II!>
WATER
Ill>
,Ir SPARGE
,
I( FEED 1
I DEODORIZED
1 PRODUCT
Fig. 3. Schematic diagram of EMI's double shell
with heat recovery section. (From Gavin, 1977.)
from J. Am. oil Chem. Soc., with permission.)
deodorizer
(Reprinted
flows by gravity through succeeding tanks and vessels within
the deodorizer.
The second uppermost tank is equipped with heating coils
for heating the oil by Dowtherm vapor or other heat transfer
media to the deodorization temperature, usually in the range
of 400-525F (204-275C). In this tank and all others within
the deodorizer, the oil is constantly agitated by a stream of
sparge stearn. This agitation increases the heat-transfer
rate, prevents the formation of pockets of stagnant oil, and
prevents prolonged contact of any portion of the oil with the
hot coil surfaces.
Next, in the prestripping vessel, deodorization occurs as
the oil flows in a thin film over a series of stripping trays
counter-current to the flow of stripping stearn injected in the
bottom of the vessel
Oil then enters the holding tank wherein further thermal
treatment occurs for breakdown of heat-sensitive pigments,
peroxides, etc.
For removal of any odoriferous, volatile materials re-
leased during the holding period, the oil is given a final
in a vessel similar in design and
operation to the prestripping vessel.
Hot oil flows from the final stripping vessel to the
heat-recovery tank for preheating the incoming feedstock and
then to the cooling tank for cooling to 150F (66C) or less .
The latter tank is similar in construction to the heat-recovery
tank except that cooling water is used in the coils.
With the double shell concept employed in this deodor-
izer, each internal tank or vessel is maintained at the same
high vacuum. Thus the highest vacuum and highest temperature
attained in the system are used for deodorization of the oil
in the two stripping vessels. The oil is deaerated under this
high vacuum both before and after heating. Also, any air
leakage through the outer shell does not corne in contact with
the hot oil, but instead passes directly to the vacuum system
Surfaces of the internal trays, vessels, and piping that come
in contact with the oil normally are of type 304 stainless
steel, whereas the outer shell can be constructed of less
costly carbon steel.
Sparge and stripping steam leaving each of the internal
vessels, plus volatile material removed from the oil, flow
through the annular space surrounding these vessels and on
into the vacuum system. A wire-mesh type entrainment separa-
tor in the cover of each vessel removes entrained oil droplets
from the vapors. Any volatile material condensing on the
internal wall of the outer shell collects at the bottom for
periodic removal as shell drain condensate.
EMI single shell deodorizer. Figure 4 is a schematic
178
O. L. BREKKE DEODORIZATION 179
diagram of a single shell deodorizer also designed for heat
recovery. Gavin (1978a) comments as follows:
"With this design, we found it was less expensive to use
Dowtherm for all of the heating instead of the steam-Dowtherm
heating combination used in the double shell design. The
single shell deodorizer consists of a type 304 stainless steel
tower containing the same process elements as the double shell
deodorizer. The carbon steel shell is replaced with a carbon
steel vapor pipe manifold mounted alongside, with individual
connections to each of the sections in the stainless steel
deodorizer tower.
"The carbon steel vapor pipe connections to the stainless
steel tower are located so that steam used in sparging and
stripping, along with the volatile impurities, pass from each
section directly into the vapor take-off pipe and are removed
through a single connection to the vacuum system.
"Wire mesh type entrainment separators are provided in
the top of each section. Manways, which are required for
removal of the mist eliminators Lfor cleaning, are mounted on
the vapor take-off pipe in such a manner that any air leakage
will flow directly to the vacuum system making it impossible
for air to contact the hot oil in process.
"Both the single and double shell deodorizers, which have
been proven in commercial operation for more than 10 years,
will produce a deodorized oil with a bland flavor, a maximum
free fatty acid content of 0.03%, and a zero peroxide value.
"The single shell, double shell, and steam refining
deodorizer systems include as standard equipment a manual
stock changing system which is effective and convenient for
occasional stock change. If feedstock is to be changed more
than once a day, the deodorizer can be furnished with an
automatic feedstock change system. With this system, a change
of feedstock is accomplished from the control panel by simply
pressing the start button for the ~ u t o m a t i c feedstock change
system.
"By timed automatic integrated operation of the internal
tank drain valves and the feed, discharge, and steam purge
valves, the controller will automatically empty and fully
drain the tanks and towers in sequence and then refill the
deodorizer with the next oil to be deodorized with one empty
section between the new and old stock to eliminate inter-
mixing. No operator attention is required for this operation,
so the operator can direct his attention to operating the feed
and product lines to and from storage for the feed and product
polishing filters."
The double shell deodorizer is available in capacities of
15,000 to 60,000 Ib/hr (6,804-27,216 kg/hr). For capacities
under 15,000 Ib/hr, the single shell deodorizer is more economical
TO
VACUUM
SYSTEM
SPARGE
STEAM
SPARGE
STEAM
SPARGE
STEAM
SPARGE
STEAM
-
SHELL L- _
DRAIN
OOWTHERM
INLET
DOWTHERM
OUTLET
HOLDING
SECTION
, REFINED B.
DEODORIZED PRODUCT
STRIPPING H-J2,.I
STEAM
STRIPPING _
STEAM HOT OIL
OUT
COOLING WATER !
INLET
COOLING WATER
---...,
OUTLET
FEEDSTOCK
I
IN
Fig. 4. Schematic diagram of EMI's single shell deodorizer
with heat recovery section. (From Gavin, 1978a.) (Reprinted
from J. Am. Oil Chem. Society, with permission.)
180 O. L. BREKKE DEOD9RIZATION 181
I I
(j) 0
~ (j)
<-i ~
.j..J<-iO
'1l 0 ~
(j) C) .j..J
.c:
(j)
(j) E:i
.c: .j..J (j)
4J '1l .c:
"..; til \.)
:>: I::
(j)4-J
~ '\j 0
(j) ~
N 0 ::J>
""; C) til
~
(j)
o ~ 4J
'\j "..; ~
o '1l ;:l
(j) ~ 0
'\j'\j\.)
"-
tIl<-i
;:l<-i
o (j)
;:l .c: E:i
I::: t1) (j)
"..; 4J
4J Ii til
I::: ::J>
o 'Q til
C)
'''; ~
E:i 0
(j)<-i4J
til (j) C)
I::: (j)
~ '1l "r-,
o ~ (j)
4J
'1l 4J .j..J
.j..J I::: (j)
o (j) 'r-,
::0. E:i
;:l E:i
'1l ~ '1l
4J (j)
tntll4J
~ I::: t1)
""; I-;
til Ii
;:l Ii
q
4J ~
I:::
~ ~
'1l
<-i
(j)
GJ0
~ t I l . j . . J
4J '1l
8
tn"..; <-i
~ I::: <-i
"..; ;:l "";
N 4J
"..; ::J> til
~ ~ "";
o (j) '\j
'\j ~
woo ~
'Sw (j) C) (j)
~ ~ '\j ~ " ~
It'g ~ (j) ~
~ ~ 4-J ~ 1l
w 4J <-i (j)
II (j) <-i q
S2 (j)"";
J: .c: 4J Ii
til til
:>: ""; \.)
O'\j
<-i
k,'\j
I::: ..'<
'1l I:::
'1l
l!") ::J> 4J .......
~
tn ~ e
"..; 0 "..; 0
k, C)4J\.)
e
SEMICONTINUOUS DEODORIZER
The semicontinuous deodorizer is a development resulting
from research undertaken by Bailey (1949). The first commer-
cial unit based on his design went into' operation in 1948 and
consisted of a series of special trays or tanks mounted within
a vertical, cylindrical tower. The oil moved batchwise from
one tray to the next and was deaerated, heated, deodorized,
and cooled in successive, distinct steps, each of which was
conducted in a specific tray. As mentioned earlier, this type
deodorizer has been widely accepted, because the design per-
mits frequent changes of feedstock with very little inter-
mingling of the successive changes, practically eliminates
oxidation of the hot oil, and also reduces the wide variations
in the utility loads encountered with the batch deodorizer.
Bailey's original design (1949) employed five trays, two
of which were used specifically for deodorization. Oil was
retained within the deodorizer for 2.5 hr, 1.0 hr being de-
voted to deodorization. By use of a deodorizer tray of im-
proved design (Lineberry and Dudrow, 1972), which gives more
intimate contact between the steam and oil and permits a high
steam flow, only one tray is now needed. The deodorization
time on this tray is reduced to 15 min, and deodorizer capa-
city can be increased.
Flow diagram. The schematic diagram and flowsheet for a
semicontinuous deodorizing plant of recent design with a heat
recovery unit is shown in Figure 5. Also shown are a vapor
scrubber (labeled scrub-cooler) for deodorizer distillate
recovery, a high-temperature heat source for heating the oil,
a four-stage steam ejector system for the vacuum source, a
polishing filter and instrument panel.
After a simple filtration (filter not shown) to remove
to fabricate (Gavin, 1977 and 1978a).
Wurster & Sanger deodorizer. A continuous deodorizer of
single shell design wherein the steam and oil flow in true
countercurrent manner over Dowtherm-heated, bubble cap trays
is marketed by the Wurster & Sanger Division of Jacobs En-
gineering Co. To prevent entrance of air, the flanged con-
nections and valve stuffing boxes are pressurized with nitro-
gen gas. Because the stripping steam and other vapors have to
pass through one or more in the series of trays to reach the
top of the deodorizing tower, the pressure increases towards
, the bottom. With 6 mm pressure at the top, that at the bottom
can be 16-18 mm. While theoretically the increase in pressure
downward through the tower opposes rather than aids the in-
crease in product purity, such deodorizers produce high-
quality products.
182 O. L. BREKKE DEODORIZATION 183
solid particles, feedstock at 120-130F (49-54C) is pumped
into an atmospheric-pressure measuring tank that is fitted
with a level controller and is used to establish the proper
amount of oil to be charged to the deodorizer trays. In
response to a signal from the sequence controller, an auto-
matic valve opens and a batch of oil is drawn into the top
tray (No.1) of the deodorizer. In this tray the oil is
deaerated and is preheated by steam generated in the heat
recovery tray (No.4). After 15 min, which is the normal oil
retention time in each tray, internal drop valves open in
sequence and the oil flows by gravity into the high-tempera-
ture heating tray and is heated to deodorization temperature
by Dowtherm, Therminol, or another high-temperature heating
media.
Oil next flows to the deodorizing tray and is deodorized
by jets of stripping steam that are injected horizonally and
at successive heights into a confined column of oil surrounding
the steam distributor. The velocity of the steam jets and the
width of the column are such that the steam substantially
penetrates the oil column. The expanding steam decreases the
density of the oil column and creates a violent pumping
action. Oil is thrown against the bottomside of an overhead,
umbrella-shaped baffle, moves radially outward, and is de-
flected downward by the outer lip of the baffle into the main
body of oil in the tray. Oil returns for recirculation
through an opening at the bottom of the vertical metal cylin-
der surrounding the steam jets. The violent agitation,
splashing, and recirculation produce intimate contact between
the oil and steam. Oil depth in the tray is about 24 in.
(61 cm). The reversal in direction at the periphery of the
umbrella baffle separates much of the steam and accompanying
volatile matter from the oil stream. Oil droplets collecting
on the underside of an overhead deflector (above the umbrella
deflector) are returned to the oil in the tray. Vapors leave
the tray through the annular gap between the sidewall of the
tray and the overhead deflector. Any oil droplets that escape
at this point either are carried out by the vapors or collect
on the inner walls of the deodorizer shell and outer walls of
the trays, drain to the bottom of the shell, and are removed
periodically as part of the shell drain condensate. Condensed
volatiles that accumulate on top of the overhead deflector
cannot return to the oil being deodorized but instead ac-
cumulate as part of the shell drain condensate (Lineberry and
Dudrow, 1972).
In tray no. 4, heat is abstracted from the freshly de-
odorized oil to preheat the incoming feedstock with about a
50% saving in the fuel required for deodorization. The hot
oil generates steam in a closed loop thermosyphon that has
been evacuated and partially filled with distilled water.
Steam generated in the coils of this tray rises to the deaer-
ating-preheating tray coils and condenses as it preheats the
feedstock, and the condensate flows by gravity back to the
heat-interchange tray.
In tray no. 5, the oil is further cooled with cooling
water to about 150F (66C). Additives such as a metal
scavenger, antioxidants, and/or an emulsifier are often added
to the oil in this tray. Equipment for the addition is not
shown.
From tray no. 5, the deodorized oil is discharged into.a
"built-in" drop tank created at the bottom of the deodorizer
shell and is pumped as a continuous stream from there through
a polishing filter and then either to the next point of usage
or cooled further for storage. The oil usually is filtered
through paper for the removal of any solids.
Stripping or sparge steam is introduced in each tray of
the deodorizer. Total usage is about 4% based on weight of
the feedstock. Of that, 3% is used in the deodorization tray,
no. 3, and the remaining 1% is equally distributed among tray
nos. 1, 2, 4, and 5.
The deodorizer is designed to operate at a maximum de-
odorizer temperature of 525F (274C) and normally operates at
6 mm Hg absolute pressure, but pressures as low as 1 mm can be
used if the vacuum supply is designed for such operation.
Instrumentation is provided for automatically controlling
process variables such as deodorization cycle, process tempera-
tures, flows of oil, steam, and cooling water. Interlocks
will halt the operation and signal the operator if trouble
develops, such as faulty flow of oil or steam at any tray or
improper temperatures at any point.
The deodorizer is built in capacities of 2,500 to 30,000 lb
of oil per hr (1,135 to 13,640 kg/hr) (Chemetron Corp., 1977).
Outside diameter of the shell varies from 90 to 126 in. (2.29
to 3.20 m) and the height typically from 37 ft 4 in. to 47 ft
1 in. (11.4 to 14.4 m). The trays and vapor scrubber are made
of type 304 stainless steel, whereas the deodorizer shell,
steam-jet ejector, and shell-drain tank are made of carbon
steel.
RECOVERY OF DEODORIZER DISTILLATE
Until the late 1950's, the common practice was to dis-
charge deodorizer distillates into the barometric condenser
water with later partial recovery of the floc formed by dis-
tillate and water. The first distillate recovery systems were
installed because of the restrictions placed on discharge of
these fatty materials into waste waters entering public
184 O. L. BREKKE
DEODORIZATION 185
sewers or waters (Fiala, 1959).
In the present recovery process, vapors leaving the
deodorizer are cooled sufficiently to condense high-boiling
organic constituents removed from the oil but not the strip-
ping steam. The cooling and condensation are effected as the
deodorizer vapors pass through a recovery tower such as the
Scrub Cooler shown in Figure 5, where they come in direct
contact with the cooled distillate. Distillate collects in
the bottom reservoir of the tower, is continually passed
through a heat exchanger to remove the heat of condensation,
and is then returned to the tower. Although a spray head is
shown in Figure 4, other means can also be used to obtain the
desired contact between vapors and liquid, such as a tower
partially filled with packing material or a jet venturi sy-
stem, as long as the deodorizer vacuum can be maintained. An
automatic control maintains the desired liquid level in the
reservoir and the excess liquid is withdrawn as product.
Vapors leaving the condensing unit pass through a demister
section for removal of entrained liquids.
In the recovery method developed by Fiala (1959), the
deodorizer distillate vapors are condensed by direct contact
with tepid (about 100F or 38C) water. Because the resultant
emulsion can be troublesome, cooling the distillate and re-
cycljng a portion as described above is the preferred method
of operation.
For maximum distillate recovery, the tower is installed
between the first-stage ejector and the barometric condenser
(Chemetron Corp., 1977). The tower then operates at 40-60 mm
absolute pressure, and the distillate is cooled to about 140F
(60C). However, if the cooler is installed ahead of the
first-stage ejector (Fig. 5), the ejector steam consumption is
less; this is a desirable feature when the utility savings
exceed the loss from the lower degree of distillate recovery
at the higher vacuum and the expense resulting from the greater
load on the wastewater system. The degree of distillate
recovery is difficult to determine precisely, but recoveries
up to 95% have been obtained (Wilson, 1970).
The distillate consists of FFA, neutral oil, and un-
saponifiable material including sterols and tocopherols (Fi-
ala, 1959; Wilson, 1970). Evans et al. (1964) and Hoffmann et
al. (1964) have characterized some of the unsaponifiable
constituents of deodorizer condensates. During the 1960's and
early 1970's, soybean oil deodorizer distillates were a val-
uable byproduct because they were then an economical source of
high-quality sterol and tocopherol compounds 0 More recently,
competition from synthetic products has caused a marked drop
in market value of the distillate (Gavin, 1978a).
Based on tests made with production-size deodorizers on
soybean oil containing about 0.12% tocopherol, a distillate
yield of 0.35-0.45% with a tocopherol content of 10-14% is
typical for the following deodorization conditions: deodor-
ization temperature, 525F (274C); 3-5% stripping steam; 5-
7 mm absolute pressure; and a deodorization time of 15 min in
a Votator semicontinuous deodorizer of improved design or 2 min
(holding tank was bypassed) in an EMI continuous deodorizer.
Both distillate yield and tocopherol content decrease as
either the deodorization temperature or the percent of strip-
ping steam decreases. The quantity and quality of recovered
distillate depend upon both tocopherol content of the feed-
stock and the operating conditions used for the deodorizer and
the distillate recovery unit. Market value of the distillate
is determined by its tocopherol content (Wilson, 1978).
ADDITIONAL INFORMATION
Additional information on other makes of deodorizers in
use in Europe and elsewhere is given by Andersen (1962),
Bernardini (1973), Martinenghi (1971), Stage (1979), and
Zehnder (1976).
White (1956) has discussed the engineering aspects of
deodorization equipment. Stage (1979) has made an engineering
analysis of a number of deodorizers of both European and
American design based upon the deacidification-deodorization
of palm oil. Earlier, Moeller (1964) reviewed the economics
of deodorization, derived certain criteria for the construc-
tion and operation of deodorizers, and discussed briefly
several of the continuous deodorizers then in use.
RECENT DEVELOPMENTS AND FUTURE TRENDS
With the recent, considerable increase in cost of util-
ities, a number of edible oil processors have added or plan to
add heat-recovery units for their deodorizers. Gavin (1978a)
has tabulated the utility requirements for both normal and
physical refining deodorizers.
Zehnder (1976) states that the common trend for all
deodorizers is toward larger capacity units. Whereas the
average capacity was 10,000-15,000 Ib/hr (3,940-5,900 kg/hr)
in about 1965, the units being built in 1975, especially in
the United States, often handle 30,000 Ib/hr (11,800 kg/hr) .
One firm now will supply deodorizers handling 60,000 Ib/hr
(23,600 kg/hr) (Gavin, 1978b).
Gavin (1978a) foresees further emphasis on development of
a satisfactory means for physically refining soybean oil. He
also expects that all new installations of conventional and
186 O. L. BREKKE
DEODORIZATION 187
physical refining deodorizers will include a system for re-
covery of the deodorizer distillate and that pollution regu-
lations will require (a) the use of closed loop systems for
the barometric condenser water and (b) the scrubbing of non-
condensable gases for odor control. Gilbert and Tandy (1979)
have described a system for distillate recovery and odor
control. (See Chapter 24 for information on environmental
aspects.)
The Cambrian Campro continuous deodorizer employs a thin
film concept to strip volatiles from the oil at high transfer
rates (Cambrian Processes, 1975?; McGowan, 1978). The first
production unit was installed in 1972 for use on rapeseed oil.
A production unit installed in the u.S. in 1977 is operating
on soybean oil. Three units installed in 1978 in Jamaica and
Canada are used principally for palm oil physical refining.
The operations of deaerating, heating, deodorizing, heat
exchanging for heat recovery, and cooling the oil can be
conducted within a single rectangular, stainless-steel proces-
sing tray that is housed in a split, horizontal, cylindrical
shell connected to a vacuum exhaust system. All piping con-
nections are made to the fixed end of the shell and the re-
tractable end gives access to the processing tray. The pro-
cess steps enumerated above are conducted in individual com-
partments of the tray, and oil flows sequentially from one
compartment to the next. Each compartment can be emptied by a
steam lift in advance of a change in feedstock. Stripping
steam is used to propel the oil as a thin film through a
series of vertical channels such as open-ended tubular con-
duits in the deodorizing compartment. The stripping steam
requirement for deodorization is 1-1/2 to 2-1/2% of the oil
weight. For steam refining, the steam stripping compartment
is modified for removal of the larger amounts of FFA. The
deodorizer is designed to operate at 460-520F (238-27l
0
C) and
3 mm absolute pressure with an oil retention period of 40 min.
Sullivan Systems, Inc. (1978), a subsidiary of the De-
Laval Separator Co., recently announced a new continuous
deodorization system that employs external heat exchangers for
heating and cooling the oil. Compared with conventional
deodorizers using internal heat exchangers, the Sullivan
design reportedly achieves greater heat recovery (80 vs. 55%),
lower installed costs because of a smaller deodorizer tower
and fewer trays, and lower operating costs because of the
greater heat recovery and lower consumption of stripping and
motive steam.
Based upon laboratory experiments and analysis of com-
mercial samples, Ackman et al. (1974) concluded that the
conditions normally used in North America for the steam de-
odorization of edible vegetable oils convert up to 25% of the
linolenic acid from the cis-form to the trans-form. The
-- ---
trans-9 and trans-15 forms exceeded the trans-12 form. The
--- --- ---
conversion (i.e., isomerization) occurs at the elevated temper-
atures (above about 400F or 200C) and residence times used
in deodorization.
If the need should occur for limiting the formation of
trans acids, interest may develop or intensify in other de-
odorization methods. Some of possible interest are described
in the next section.
NOVEL DEODORIZATION METHODS
Palmson (1969) patented a continuous method for stripping
volatile substances from fluids, including fatty oils, wherein
the fluid (oil) is atomized and carried by the stripping steam
through the tortuous path of a plate-type, low hold-up, short-
residence time (fractional second) contactor designed for a
high surface area to volumetric ,ratio. The steam-stripped oil
and the mixture of steam and volatiles removed from the oil
are separated in a highly efficient cyclone separator. The
vapors pass through a scrubber for removal and recovery of the
deodorizer distillate and then to the vacuum-producing-
condensing apparatus. The apparatus, currently referred to as
the Parkson Evaporator/Stripper, performs well on cocoa but-
ter, and a research program is underway to make the apparatus
effective on soybean oil (Moore, 1978).
Stage (1976) has studied on a laboratory scale the de-
odorization of fatty oils as a thin film flowing counter-
current to the stripping steam. Gravity flow of oil in com-
bination with lateral heat flow through the cylindrical de-
odorizer wall and upward flow of the stripping steam pre-
sumably results in a wave-like motion of oil with continual
renewal of the oil surface and efficient removal of the vo-
latile impurities. with this design, Hammer and Stage (1979)
expect to bring the consumption of stripping steam down to
about 0.7% for the deacidification-deodorization of palm oil
and thus also to reduce the amount of net energy required to
heat and cool the oil.
Schumacher (1976) proposes the deodorization of fatty
oils for only a fraction of a second at 428-482F (220-250C)
and 20-30 mm pressure with reduced hydrolysis of the oil. Oil
and water (1-4%) are mixed intimately at 464F (250C) and
60 atmospheres. Upon passing this mixture into a flash evapor-
ator, the sudden drop in pressure (to 20-30 rnm) results in
extremely rapid and efficient removal of odor compounds but
not necessarily adequate removal of FFA. At the high temper-
atures used, water has substantially greater solubility in the
oil than at lower temperatures (4.4% at 464F vs. 0.14% at
188 O. L. BREKKE DEODORIZATION
189
90F, i.e., 32C).
Baker and Edwards (1970) patented a continuous process
for the steam deodorization of edible oils, wherein the oil
typically is held about 2 minutes at 480F (249C) in a packed
chamber, the pressure is maintained at 0.1-50 mm Hg in the
lower portion of the chamber, and the stripping steam usage is
0.1-1.0%.
Zosel (1979) patented a continuous process for deodor-
izing fats and oils with gaseous carbon dioxide (C0
2
) at 302-
482F (150-250
0
C) and 100-250 atmospheres. Impuritles taken
up by the CO
2
are removed by a solid adsorbent such as acti-
vated charcoal before the CO
2
is recycled to the deodorizer
column. In an example, the FFA content of a soybean oil was
lowered from 0.4 to 0.02%. The process should reduce or
eliminate the loss of neutral oil by hydrolysis.
REFERENCES
Anonymous. 1977. BHT use temporarily restricted. J. Am. oil
Chern. Soc. 54:624A. Also see 54:704A.
Ackman, R. G., S. N. Hooper, D. L. Hooper. 1974. J. Am. Oil
Chern. Soc. 51:42-49.
Andersen, A. J. C. 1962. "Deodorization." In: Refining of
Oils and Fats for Edible Purposes, P. N. Williams, Ed.
Pergamon Press/The MacMillan Co., New York, Chapter 2,
Section IV, pp. 155-213.
Bailey, A. E. 1941. Ind. Eng. Chern. 33:404-408.
Bailey, A. E. 1949. J. Amo Oil Chern. Soc. 26:166-170.
Bailey, A. E., R. O. Feuge. 1944. Oil Soap (Chicago) 21:286-
288.
Baker, J. S., J. B. Edwards (to the Procter & Gamble Company).
1970. U.S. Patent 3,506,696.
Baldwin, A. R. 1948. J. Am. Oil Chern. Soc. 25:33-35.
Bates, R. W. 1949. J. Am. Oil Chern. Soc. 26:601-606.
Beal, R. E., E. B. Lancaster. 1951. J. Am. Oil Chern. Soc.
28:12-16.
Beal, R. E., E. B. Lancaster, O. L. Brekke. 1956. J. Am. Oil
Chern. Soc. 33:619-624.
Bernardini, E. 1973. The New Oil and Fat Technology, II,
Rev. ed. Published by Tecnologie, s.r.l., Rome, Italy,
Part III, Section V, pp. 505-538.
Bodman, J. W., E. M. James, S. J. Rini. 1951. "Deodoriza-
tion." In: Soybeans and Soybean Products, K. S. Mar-
kley, Ed., Interscience Publishers, Inc., New York,
Vol. 2, Chapter XVII, Section 5, pp. 708-725.
Cambrian Processes Limited, Mississaugi, Ontario, Canada.
1975? Bulletin: Campro deodorizer/physical refiner.
Chemetron Corp., Louisville, KY. 1977. Bulletin: Votator
semi-continuous deodorizing plants.
Code of Federal Regulations. 1976. Title 21: 121.101 and
121.1244 (Foods and Drugs). U.S. Government Printing
Office, Washington, D.C.
Daubert, B. E'. 1950. Soybeans and Soybean Products, K. S.
Markley, Ed., Vol. 1, Interscience Publishers, Inc., New
York, Vol. 1, p. 211.
Dutton, H. J., A. W. Schwab, H. A. Moser, J. C. Cowan. 1948.
J. Am. Oil Chern. Soc. 25:385-388.
Dutton, H. J., A. W. Schwab, H. A. Moser, J. C. Cowan. 1949.
J. Am. Oil Chern. Soc. 26:441-444.
Evans, C. D., P. M. Cooney, H. A. Moser, J. E. Hawley, E. H.
Melvin. 1952. J. Am. Oil Chern. Soc. 29:61-65.
Evans, C. D., A. W. Schwab, P. M. Cooney, J. C. Cowan. 1954a.
Abstract No. 84, Am. Oil Chern. Soc. Meeting, Minneapolis,
Minn., October.
Evans, C. D., P. M. Cooney, C. R. Scholfield, H. J. Dutton.
1954b. J. Am. Oil Chern. Soc. 31:295-297.
Evans, C. D., E. N. Frankel, P. M. Cooney, H. A. Moser. 1960.
J. Am. Oil Chern. Soc. 37:452-456.
Evans, C. D., J. Oswald, J. C. C o w a ~ . 1964. J. Am. Oil Chern.
Soc. 41:406-411.
Evans, C. D., H. A. Moser, G. R. List. 1971. J. Am. Oil
Chern. Soc. 48:495-498. .
Evans, C. D., G. R. List, R. E. Beal, L. T. Black. 1974. J.
Am. Oil Chern. Soc. 51:444-448.
Fiala, R: J. 1959. J. Am. Oil Chern. Soc. 36:375-379.
Freeman, I. P., F. B. padley, W. L. Sheppard. 1973. J. Am.
Oil Chern. Soc. 50:101-103.
Gavin, A. M. 1977. J. Am. Oil Chern. Soc. 54:528-532.
Gavin, A. M. 1978a. J. Am. Oil Chern. Soc. 55:783-791.
Gavin, A. M. 1978b. EMI Corp., Des Plaines, Ill. Personal
communication.
Gavin, A. M., K. T. Toeh, G. Carlin. 1977. J. Am. Oil Chern.
Soc. 54:3l2A-315A.
Gilbert, W. J., D. C. Tandy. 1979. J. Am. Oil Chern. Soc.
56:654A-658A.
Hammer, H., H. Stage. 1979. Fette, Seifen, Anstrichm. (In
press.) (In English, with German abstract.)
Hoffmann, R. L., C. D. Evans, J. C. Cowan. 1964. J. Am. Oil
Chern. Soc. 41:116-119.
Imai, C., H. Watanabe, H. Haga, T. Ii. 1974. J. Am. Oil
Chern. Soc. 51:495-498.
James, E. M. 1958. J. Am. Oil Chern. Soc. 35:76-83.
Lineberry, D. D., F. A. Dudrow (to Chemetron Corporation).
1972. U.S. Patent 3,693,322.
List, G. R., T. L. Mounts, K. Warner, A. J. Heakin. 1978a.
J. Am. Oil Chern. Soc. 55:277-279.
190 O. L. BREKKE DEODORIZATION 191
List, G. R., T. L. Mounts, A. J. Heakin. 1978b. J. Am. Oil
Chern. Soc. 55:280-284.
Martin, J. B. (to the Procter & Gamble Company). 1953. U.S.
Patent 2,634,213.
Martinenghi, G. B. 1971. Physical Refining of Oils and Fats.
Tipolitografia Corbella, Milan, Italy, Chapter IV, pp.
32-85.
Mattil, K. F. 1964. "Deodorization." In: Bailey's In-
dustrial Oil and Fat Products, 3rd Ed., D. Swern, Ed.,
Interscience Publishers, Division of John Wiley & Sons,
New York, NY, Chapter 18, pp. 897-930.
McGowan, R. J. (to the Cambrian Engineering Group Limited and
Agra Industries Limited). 1978. Canad. Patent 1,033,153.
Miyakoshi, K., M. Komoda. 1978. Yukagaku 27:381-384.
Miyakoshi, K., M. Komoda, S. Matsubara. 1978. Yukagaku
27:507-512.
Moeller, O. 1964. Fette, Seifen, Anstrichm. 66:446-455 and
517-523. (In German.)
Moore, J. G. 1978. Buffalo, N.Y. Blaw-Knox Food and Chemi-
cal Equipment Company. Personal communication.
Moser, H. A., C. D. Evans, J. C. Cowan, W. F. Kwolek. 1965.
J. Am. oil Chern. Soc. 42:30-33.
Moser, H. A., P. C. Cooney, C. D. Evans, J. C. Cowan. 1966.
J. Am. Oil Chern. Soc. 43:632-634.
Mounts, T. L., K. A. Warner, G. R. List, J. P. Friedrich, S.
Koritala. 1978. J. Am. Oil Chern. Soc. 55:345-349.
Myers, N. W. 1957. J. Am. Oil Chern. Soc. 34:93-96.
Palmson, E. H. (to Parkson Industrial Equipment company).
1969. U.S. Patent 3,469,617.
Patton, S., I. J. Barnes, L. E. Evans. 1959. J. Am. Oil
Chern. Soc. 36:280-283.
Phelps, G. W., H. C. Black (to Industrial Patents Corpor-
ation). 1946. U.S. Patent 2,407,616.
Ralston, A. W. 1948. Fatty Acids and Their Derivatives.
John Wiley & Sons, Inc., New York; Chapman and Hall,
Ltd., London. Pg. 387.
Schumacher, H. 1976. Fette, Seifen, Anstrichm. 78:192-196.
(In German, with English abstract.)
Sherwin, E. R. 1976. J. Am. oil Chern. Soc. 53:430-436.
Sherwin, E. R. 1978. J. Am. Oil Chern. Soc. 55:809-814.
Stage, H. 1956. Fette, Seifen, Anstrichm. 58:358-362. (In
German. )
Stage, H. 1976. Fette, Seifen, Anstrichm. 78:457-463. (In
German, with English abstract.)
Stage, H. 1979. Seifen, Oele, Fette, Wochse. (In press.)
(In German, with English abstract.)
Stuckey, B. N. 1968. "Antioxidants as Food Stabilizers."
In: Handbook of Food Additives, T. E. Furia, Ed., The
Chemical Rubber Co., Cleveland, Ohio, Chap. 5, pp. 209-
245.
Sullivan, F. E. 1976. J. Am. Oil Chern. Soc. 53:358-360.
Sullivan, F. E. 1979. Sullivan Systems, Inc. Tiburon, CA.
Personal communication.
Sullivan Systems, Inc., Tiburon, CA. 1978. An inside look at
lower deodorization costs (AI fa-Laval advertisement). J.
Am. Oil Chern. Soc. 55:870A-87lA.
Szabo Sarkadi, D. S. 1958a. J. Am. Oil Chern. Soc. 35:472-
475.
Szabo Sarkadi, D. S. 1958b. J. Am. Oil Chern. Soc. 35:479-
481.
Szabo Sarkadi, D. S. 1959. J. Am. Oil Chern. Soc. 36:143-145.
Tattrie, N. H., M. Yaguchi. 1973. J. Inst. Can. Sci. Tech-
nolo Aliment. 6:289-290.
Uri, N. 1961. "Mechanism of Antioxidation." In: Autoxi-
dation and Antioxidants, W. O. Lundberg, Ed., Inter-
science Publishers, Division of John Wiley & Sons, New
York, Vol. 1, Chapter 4, pp. 133-169.
White, F. B. 1953. J. Am. Oil Chern. Soc. 30:515-526.
White, F. B. 1956. J. Am. Oil Chern. Soc. 33:495-506.
Wilson, G. G. 1970. Presentation made at ISF-AOCS World
Congress, Chicago, Ill., Oct. 1; J. Am. Oil Soc.
47:352A, Abstract No. 321 (title only).
Wilson, G. G. 1978. General Mills Chemicals, Inc. Minnea-
polis, MN. Personal communication.
Wilson, G. M. 1964. J. Am. Oil Chern. Soc. 86:127-130.
Young, V. 1978. Chern. Ind. (London), Sept. 16, pp. 692-703.
Zehnder, C. T. 1976. J. Am. Oil Chern. Soc. 53:364-369.
Zehnder, C. T., C. E. McMichael. 1967. J. Am. Oil Chern. Soc.
44:478A, 480A, 508A, 510A-512A.
Ziels, N. W., W. H. Schmidt. 1945. Oil Soap (Chicago)
Zosel, K. (to Studiengesellschaft Kohle mbH). 1979. U.S.
Patent 4,156,688.
Das könnte Ihnen auch gefallen
- Deodorization - AOCS Lipid LibraryDokument19 SeitenDeodorization - AOCS Lipid Librarytalhawasim100% (1)
- 1978 - Edible Oil DeodorizationDokument9 Seiten1978 - Edible Oil Deodorizationamin342100% (1)
- Refining and Degumming For OilDokument7 SeitenRefining and Degumming For Oiljaymie_llanera100% (1)
- Practical Handbook of Soybean Processing and UtilizationVon EverandPractical Handbook of Soybean Processing and UtilizationD. R. EricksonBewertung: 3 von 5 Sternen3/5 (3)
- Kaleesuwari - Palani - Project Report 2018Dokument62 SeitenKaleesuwari - Palani - Project Report 2018Raja' s100% (1)
- Water and Wastewater Management in The Edible Oil IndustryDokument67 SeitenWater and Wastewater Management in The Edible Oil Industrykagaku09Noch keine Bewertungen
- Clearing The Path in Fats and Oils Refining: Alfa Laval Degumming and Neutralization SolutionsDokument12 SeitenClearing The Path in Fats and Oils Refining: Alfa Laval Degumming and Neutralization SolutionsXavi X Qunqi100% (1)
- 3-Andreotti Impianti - Refining PlantsDokument17 Seiten3-Andreotti Impianti - Refining Plantsel viajantexNoch keine Bewertungen
- Free Fatty Acid Separation From Vegetable Oil Deodorizer Distillate PDFDokument7 SeitenFree Fatty Acid Separation From Vegetable Oil Deodorizer Distillate PDFNestor Armando Marin SolanoNoch keine Bewertungen
- Degumming and Neutralization SolutionsDokument10 SeitenDegumming and Neutralization SolutionsKellenchNoch keine Bewertungen
- Application of Vacuum Systems and Ejectors in The Vegetable Oil IndustryDokument50 SeitenApplication of Vacuum Systems and Ejectors in The Vegetable Oil IndustryMaicon Espindola Dos SantosNoch keine Bewertungen
- Edibls Oil and Fats TechnologyDokument20 SeitenEdibls Oil and Fats TechnologyKhurram Shahzad100% (3)
- Degumming Material BalanceDokument18 SeitenDegumming Material BalanceSereneTan18_KLNoch keine Bewertungen
- Processing Contaminants in Edible Oils: MCPD and Glycidyl EstersVon EverandProcessing Contaminants in Edible Oils: MCPD and Glycidyl EstersNoch keine Bewertungen
- Biodiesel PurificationDokument8 SeitenBiodiesel PurificationYulius Harmawan Setya PratamaNoch keine Bewertungen
- Operation TrainingDokument60 SeitenOperation TrainingPhu Khong100% (6)
- OLEOCHEMISTRY - Chapter 2 - The Foundamental Concept of OleochemistryDokument53 SeitenOLEOCHEMISTRY - Chapter 2 - The Foundamental Concept of OleochemistrySaifuddin Aziz100% (4)
- DegummingDokument3 SeitenDegummingKhairi Maulida Azhari100% (1)
- ADRIANO-SALES - FIRJAM - Oleochemicals-from-Palm-Kernel-Oil Fatty Acid N Fatty Alkohol PDFDokument29 SeitenADRIANO-SALES - FIRJAM - Oleochemicals-from-Palm-Kernel-Oil Fatty Acid N Fatty Alkohol PDFjayan perkasaNoch keine Bewertungen
- 3.4 DeodorizationDokument33 Seiten3.4 DeodorizationLaila FaeizahNoch keine Bewertungen
- Chapter 3 - Part 2 DegummingDokument34 SeitenChapter 3 - Part 2 DegummingAzhan FikriNoch keine Bewertungen
- Upgrading of Heavy Crude Oils - CastillaDokument7 SeitenUpgrading of Heavy Crude Oils - Castillapks24886Noch keine Bewertungen
- Ethanol ProductionDokument11 SeitenEthanol ProductionAravind PVNoch keine Bewertungen
- Chemical Properties Palm OilDokument21 SeitenChemical Properties Palm OilAmirah Mohd ZuberNoch keine Bewertungen
- Degumming of OilDokument31 SeitenDegumming of OilGOVIND KUMAR100% (2)
- Fatty Acid Technology PDFDokument27 SeitenFatty Acid Technology PDFmuzammil iqbalNoch keine Bewertungen
- Theory of DeodorizationDokument55 SeitenTheory of DeodorizationLam DesmondNoch keine Bewertungen
- Edible Oil Processing LinesDokument32 SeitenEdible Oil Processing LinesOmar Moradi100% (2)
- AOPCR14 - Leon Pablo - Fractionation of Palm Oil and Other Tropical Oils PDFDokument42 SeitenAOPCR14 - Leon Pablo - Fractionation of Palm Oil and Other Tropical Oils PDFSergio Leon100% (2)
- DegummingDokument41 SeitenDegummingTan Han Kiat100% (2)
- Refining of Oils and Fats for Edible PurposesVon EverandRefining of Oils and Fats for Edible PurposesBewertung: 3 von 5 Sternen3/5 (3)
- Interesterification of Fats and Oils-A ReviewDokument11 SeitenInteresterification of Fats and Oils-A ReviewPablo Emilio Rodriguez FonsecaNoch keine Bewertungen
- Chapter 2.2 Soybean Oil Rev1Dokument35 SeitenChapter 2.2 Soybean Oil Rev1Rathish RagooNoch keine Bewertungen
- Canola Oil Physical Chemical Properties 1Dokument6 SeitenCanola Oil Physical Chemical Properties 1elpancaseroNoch keine Bewertungen
- Refinery Plant 2015 EditDokument149 SeitenRefinery Plant 2015 EditEnjang FathurrohmanNoch keine Bewertungen
- Oil Ref Walk ThroughDokument7 SeitenOil Ref Walk ThroughSumedh SinghNoch keine Bewertungen
- Crude Palm Oil Refining Process by Gibon 2007Dokument21 SeitenCrude Palm Oil Refining Process by Gibon 2007AlexNoch keine Bewertungen
- Solvent Extraction and DewaxingDokument21 SeitenSolvent Extraction and DewaxingAnwesh SatapathyNoch keine Bewertungen
- Cip 0310Dokument12 SeitenCip 0310Josip VrdoljakNoch keine Bewertungen
- Desmet Ballestra GroupDokument25 SeitenDesmet Ballestra GroupDesa MadukaraNoch keine Bewertungen
- Used Lube RecyclingDokument62 SeitenUsed Lube RecyclingBharat SharmaNoch keine Bewertungen
- Refining of Palm Kernel OilDokument75 SeitenRefining of Palm Kernel Oilhagung100% (3)
- Distillation in RefineryDokument4 SeitenDistillation in RefineryMuhammad SultanNoch keine Bewertungen
- Rice Bran Oil Production Cost 3Dokument44 SeitenRice Bran Oil Production Cost 3Sai Krishna100% (3)
- Understanding The Differences in Base Oil GroupsDokument2 SeitenUnderstanding The Differences in Base Oil Groupspriyagoswami100% (1)
- The Chemistry and Technology of Edible Oils and Fats and Their High Fat ProductsVon EverandThe Chemistry and Technology of Edible Oils and Fats and Their High Fat ProductsBewertung: 4.5 von 5 Sternen4.5/5 (3)
- UOP Hydrocracking Technology: Upgrading Fuel Oil To Euro V FuelsDokument37 SeitenUOP Hydrocracking Technology: Upgrading Fuel Oil To Euro V FuelsHimanshu SharmaNoch keine Bewertungen
- Fatty Esters: Che 321 Oleochemical TechnologyDokument26 SeitenFatty Esters: Che 321 Oleochemical TechnologyMohd RafiqNoch keine Bewertungen
- Margarine 12Dokument74 SeitenMargarine 12the_gunners2004Noch keine Bewertungen
- New Developments in Palm Oil FractionationDokument7 SeitenNew Developments in Palm Oil FractionationALEJANDRO HERNANDEZNoch keine Bewertungen
- Accepted ManuscriptDokument14 SeitenAccepted ManuscriptzibaNoch keine Bewertungen
- Oleochem Chap 1Dokument47 SeitenOleochem Chap 1lolahonez100% (4)
- 0273e Fatty Alcohol EsterDokument6 Seiten0273e Fatty Alcohol Esterhada33100% (1)
- MSDW Mwi Maxsat WebpagepdfDokument5 SeitenMSDW Mwi Maxsat Webpagepdfdonald55555Noch keine Bewertungen
- LecithinDokument8 SeitenLecithinDiana Martinez StaggNoch keine Bewertungen
- Palm Oil and Palm Kernel OilDokument26 SeitenPalm Oil and Palm Kernel OilRachel Yessica WinartiNoch keine Bewertungen
- Process Design Considerations For The Production of Ethanol From Corn Stover-FinalDokument19 SeitenProcess Design Considerations For The Production of Ethanol From Corn Stover-FinalNikhil wadicharNoch keine Bewertungen
- IOCL Report 2011Dokument56 SeitenIOCL Report 2011Ajay ShekhawatNoch keine Bewertungen
- Exp 2 Dry FractionationDokument15 SeitenExp 2 Dry FractionationSyahrul EzanieNoch keine Bewertungen
- Apps DesignerDokument2 SeitenApps DesignerDinesh KumarNoch keine Bewertungen
- Book On Surfactants Acid Slurry Formulations TechnologyDokument6 SeitenBook On Surfactants Acid Slurry Formulations TechnologyDinesh KumarNoch keine Bewertungen
- Formula 1558 No Rinse Hair Shampoo MousseDokument1 SeiteFormula 1558 No Rinse Hair Shampoo MousseDinesh KumarNoch keine Bewertungen
- Welcome To Paramount Health Services - Your Link To Good HealthDokument4 SeitenWelcome To Paramount Health Services - Your Link To Good HealthDinesh KumarNoch keine Bewertungen
- Helpdesk: Logged in As Dinesh Kumar My Profile Reset PasswordDokument1 SeiteHelpdesk: Logged in As Dinesh Kumar My Profile Reset PasswordDinesh KumarNoch keine Bewertungen
- Sharekhan Top Picks: April 01, 2011Dokument7 SeitenSharekhan Top Picks: April 01, 2011Dinesh KumarNoch keine Bewertungen
- User Manual (T1-B-DSL699E9.4U6-5)Dokument107 SeitenUser Manual (T1-B-DSL699E9.4U6-5)Dinesh KumarNoch keine Bewertungen
- SanorDokument4 SeitenSanorChristopher RuizNoch keine Bewertungen
- II Housing and Family Economics: Choosing An Ideal HouseDokument20 SeitenII Housing and Family Economics: Choosing An Ideal HouseMary Joy GantuanNoch keine Bewertungen
- Air Freshener Trends - Category Analysis'21Dokument25 SeitenAir Freshener Trends - Category Analysis'21WISONoch keine Bewertungen
- Palompon Institute of Technology College of Education Technology Education Palompon, LeyteDokument10 SeitenPalompon Institute of Technology College of Education Technology Education Palompon, LeyteJose Julius Paloma Jr.Noch keine Bewertungen
- The Viability of Lemon (Citrus Limon) Extract With An Active Charcoal As A Substitute Air Freshener GelDokument9 SeitenThe Viability of Lemon (Citrus Limon) Extract With An Active Charcoal As A Substitute Air Freshener Geljenivie dades100% (1)
- Owner/ Operator Manual: Professional Hot Water Extraction Cleaning SystemDokument20 SeitenOwner/ Operator Manual: Professional Hot Water Extraction Cleaning SystemAngel Enrique Franco RiveraNoch keine Bewertungen
- Company ProfileDokument15 SeitenCompany Profileanurag jhaNoch keine Bewertungen
- Gliptone Catalog NewDokument25 SeitenGliptone Catalog Newmapgwarez100% (1)
- Gel Air Freshener RecipeDokument10 SeitenGel Air Freshener RecipeNaing Win0% (1)
- Manuscript Entry 2 NewDokument14 SeitenManuscript Entry 2 NewKaede ClionzNoch keine Bewertungen
- Otbcha - Ifra44Dokument3 SeitenOtbcha - Ifra44tary_nuryanaNoch keine Bewertungen
- Encyclopedia How Things Are Made Volume SixDokument374 SeitenEncyclopedia How Things Are Made Volume Sixi_b_2hot4u185Noch keine Bewertungen
- PC Housekeeping Brouchure PDFDokument12 SeitenPC Housekeeping Brouchure PDFChoice OrganoNoch keine Bewertungen
- NullDokument7 SeitenNullapi-26020406Noch keine Bewertungen
- 'Iobj: C30 KimDokument475 Seiten'Iobj: C30 KimVali EnciuNoch keine Bewertungen
- The Use of Ground Charcoal and Ground Coffee Mixuter As An Alternative Air PurefierDokument18 SeitenThe Use of Ground Charcoal and Ground Coffee Mixuter As An Alternative Air Purefiercarylqueenie6Noch keine Bewertungen
- Indoor Garden Lamp With Room FreshenerDokument33 SeitenIndoor Garden Lamp With Room FreshenerChandan Srivastava100% (3)
- Sabrina Ann Zielinski Mama Z S Diy Recipe PDFDokument86 SeitenSabrina Ann Zielinski Mama Z S Diy Recipe PDFPascal OGOUDIKPE100% (3)
- February 2015Dokument48 SeitenFebruary 2015PROMonthlyNoch keine Bewertungen
- Shanira Nuzrat - 111133013 - 30.05.2018Dokument80 SeitenShanira Nuzrat - 111133013 - 30.05.2018Md. Mahade Hasan (153011061)Noch keine Bewertungen
- Orange Citrus Sinensis Peeling Extract ADokument4 SeitenOrange Citrus Sinensis Peeling Extract AGeorgia mae LadublanNoch keine Bewertungen
- Chapter 3 FinalizedDokument11 SeitenChapter 3 Finalizedpeter vanderNoch keine Bewertungen
- Illustrative List by Category of Household/Urban Hazardous SubstancesDokument2 SeitenIllustrative List by Category of Household/Urban Hazardous SubstancesJima JamNoch keine Bewertungen
- Research Final Na As in Pramis - Docx JoereseDokument21 SeitenResearch Final Na As in Pramis - Docx JoereseJoeresaKyleZerdaIbarra100% (1)
- Chapter 6 Hazardous Products in The HomeDokument22 SeitenChapter 6 Hazardous Products in The HomeElaine joyceNoch keine Bewertungen
- Household Chemicals and Personal Care ProductsDokument5 SeitenHousehold Chemicals and Personal Care ProductsChristine De San Jose100% (4)
- CPRS Export Documentary Requirements 2020 - New PDFDokument2 SeitenCPRS Export Documentary Requirements 2020 - New PDFCzarina Danielle EsequeNoch keine Bewertungen
- Fair FreshenersDokument2 SeitenFair FreshenersRavi Sankar VenkatesanNoch keine Bewertungen
- Clissal Homecare Products BrochureDokument19 SeitenClissal Homecare Products BrochureRupesh NaiduNoch keine Bewertungen
- Indoor Air Quality and Human Activities in Buildings: January 2012Dokument8 SeitenIndoor Air Quality and Human Activities in Buildings: January 2012Shashank SinhaNoch keine Bewertungen