Das könnte Ihnen auch gefallen
- AsiaPoly Fabrication Guide PDFDokument22 SeitenAsiaPoly Fabrication Guide PDFHariz TrainingNoch keine Bewertungen
- Installing Acrylic Mirror GuideDokument1 SeiteInstalling Acrylic Mirror Guidebackch9011Noch keine Bewertungen
- PALSUN Flat Solid Polycarbonate SheetsDokument28 SeitenPALSUN Flat Solid Polycarbonate SheetsGirish DhawanNoch keine Bewertungen
- Axalta Coating Systems and Springer Release Handbook Protective Coatings Film Formation and PropertiesDokument2 SeitenAxalta Coating Systems and Springer Release Handbook Protective Coatings Film Formation and PropertiesDominika LisNoch keine Bewertungen
- White Paper - Future Proof Laminated Glass v2Dokument24 SeitenWhite Paper - Future Proof Laminated Glass v2Armando XhaferriNoch keine Bewertungen
- 3m Window Film Prestige Nanotechnology D PrestigeDokument2 Seiten3m Window Film Prestige Nanotechnology D PrestigelarconeNoch keine Bewertungen
- Equipo PCR PLas Labs 825Dokument7 SeitenEquipo PCR PLas Labs 825andres oviedoNoch keine Bewertungen
- Sikacryl SDokument2 SeitenSikacryl Sthe pilotNoch keine Bewertungen
- Op Ti FloatDokument8 SeitenOp Ti Floatdwi33Noch keine Bewertungen
- ALLEN TB 228 - Weatherability PDFDokument2 SeitenALLEN TB 228 - Weatherability PDFMichael KesslerNoch keine Bewertungen
- Gti 2021 01 SatinalDokument6 SeitenGti 2021 01 Satinal冯凯Noch keine Bewertungen
- Acrylic Fab Guide PlexiglasDokument36 SeitenAcrylic Fab Guide PlexiglasLucian LeonteNoch keine Bewertungen
- Corrosion Control - Chemical Conversion Coatings On Aluminum AlloysDokument5 SeitenCorrosion Control - Chemical Conversion Coatings On Aluminum AlloysbenNoch keine Bewertungen
- PM301 ch1Dokument6 SeitenPM301 ch1bobNoch keine Bewertungen
- Aatd Saflex DG in Balustrade Applications 100114Dokument2 SeitenAatd Saflex DG in Balustrade Applications 100114Colin TanNoch keine Bewertungen
- Design Considerations For Laminated Glazing Applications PDFDokument4 SeitenDesign Considerations For Laminated Glazing Applications PDFbatteekhNoch keine Bewertungen
- Duo Cone SealDokument15 SeitenDuo Cone SealM Ferry AnwarNoch keine Bewertungen
- MAC4082 TechProdSelectorDokument64 SeitenMAC4082 TechProdSelectorhjcpintoNoch keine Bewertungen
- Alucobond How To ManualDokument53 SeitenAlucobond How To Manualhkd2Noch keine Bewertungen
- Plexiglas: Optical & Transmission CharacteristicsDokument12 SeitenPlexiglas: Optical & Transmission Characteristicsstephen_huangNoch keine Bewertungen
- Baff Iguana Project ReportDokument22 SeitenBaff Iguana Project ReportCharukaNoch keine Bewertungen
- 2022.02-Chemical Corrosion Guide-FinalDokument52 Seiten2022.02-Chemical Corrosion Guide-FinalEdward Alejandro Avendaño BeltranNoch keine Bewertungen
- Acrylic PropertiesDokument2 SeitenAcrylic PropertiesMarc AlfredNoch keine Bewertungen
- Plexiglas General Information and Physical PropertiesDokument24 SeitenPlexiglas General Information and Physical PropertiesCornel N. ŞeitanNoch keine Bewertungen
- Manufacturing of GlassDokument35 SeitenManufacturing of GlassmanavNoch keine Bewertungen
- General Information: Section 1Dokument11 SeitenGeneral Information: Section 1Familia Avila FuentesNoch keine Bewertungen
- Cellulose Acetate ThesisDokument7 SeitenCellulose Acetate Thesisnicolewilliamslittlerock100% (1)
- Radiant Barrier Coating: For Energy Conservation and Light ReflectionDokument2 SeitenRadiant Barrier Coating: For Energy Conservation and Light ReflectionEsaNoch keine Bewertungen
- Waaree Panels: Value PropositionDokument11 SeitenWaaree Panels: Value Propositionamit1agrawalNoch keine Bewertungen
- Vacuum Coating of Plastic OpticsDokument15 SeitenVacuum Coating of Plastic OpticsSasiKumar PetchiappanNoch keine Bewertungen
- Lastic 450 I 120427Dokument4 SeitenLastic 450 I 120427Mohiuddin MuhinNoch keine Bewertungen
- Instructions For Use: DescriptionDokument32 SeitenInstructions For Use: DescriptionHugo MoralesNoch keine Bewertungen
- Ssi PSD Custom Dunnage Lor en 3 21Dokument20 SeitenSsi PSD Custom Dunnage Lor en 3 21huxsmtdnNoch keine Bewertungen
- Sika WP Shield-104 P: APP Modified Plain Finished Bituminous MembraneDokument3 SeitenSika WP Shield-104 P: APP Modified Plain Finished Bituminous MembraneSouvik DasNoch keine Bewertungen
- Products: Waterproofing Construction ChemicalsDokument9 SeitenProducts: Waterproofing Construction ChemicalsSwapnil AlandNoch keine Bewertungen
- Window Architrave Mouldings Window Architrave Mouldings Window Architrave MouldingsDokument10 SeitenWindow Architrave Mouldings Window Architrave Mouldings Window Architrave MouldingsTom BuiNoch keine Bewertungen
- Plastruct BrochureDokument156 SeitenPlastruct BrochuresaverrNoch keine Bewertungen
- Sikasil - AP: Neutral Curing Silicone SealantDokument3 SeitenSikasil - AP: Neutral Curing Silicone SealantLim VandoeunNoch keine Bewertungen
- Technical and Installation Guide - Solid PolycarbonateDokument12 SeitenTechnical and Installation Guide - Solid PolycarbonateFritz NatividadNoch keine Bewertungen
- Aslan WB 995: The Opaque Whiteboard FilmDokument2 SeitenAslan WB 995: The Opaque Whiteboard FilmMihai ȘtefanNoch keine Bewertungen
- Relative Exposure Factor Ti2294 Kodak Industrex Aa400Dokument4 SeitenRelative Exposure Factor Ti2294 Kodak Industrex Aa400Charles OnyechereNoch keine Bewertungen
- Literature Review of Glass FiberDokument7 SeitenLiterature Review of Glass Fiberaflsjizaf100% (1)
- Lit Uk L PackingDokument25 SeitenLit Uk L PackingAneka Teknik SolusindoNoch keine Bewertungen
- Literature Review of Glass FibreDokument5 SeitenLiterature Review of Glass Fibreaflspbnyu100% (1)
- Polysulphide Data SheetDokument2 SeitenPolysulphide Data SheetJagdish PatelNoch keine Bewertungen
- Packaging TermsDokument32 SeitenPackaging TermsAbhineet Shrivastava100% (1)
- Hellma Best Seller 2012Dokument17 SeitenHellma Best Seller 2012forfunNoch keine Bewertungen
- Autotype Indirect Photostencil Films GuideDokument4 SeitenAutotype Indirect Photostencil Films GuideTitus MendezNoch keine Bewertungen
- AIMS Design ManualDokument76 SeitenAIMS Design ManualDavid RochaNoch keine Bewertungen
- Plexiglas MCDokument2 SeitenPlexiglas MCMarco Ngawang KeelsenNoch keine Bewertungen
- Mastic CarbowrapDokument2 SeitenMastic CarbowrapGlishna Peushan WidanapathiranaNoch keine Bewertungen
- Atlas Coatings Durability White Paper 2015Dokument40 SeitenAtlas Coatings Durability White Paper 2015gowtham50% (2)
- Honeywell Aclar Thermoforming GuideDokument2 SeitenHoneywell Aclar Thermoforming GuidechrisgargeNoch keine Bewertungen
- Brochure-Advantex Generic UKDokument6 SeitenBrochure-Advantex Generic UKcentaur150Noch keine Bewertungen
- Product Catalog: Crystal-Vision Packaging SystemsDokument48 SeitenProduct Catalog: Crystal-Vision Packaging SystemsWalterNoch keine Bewertungen
- Product Data Sheet: Direct Roving - Multi CompatibleDokument2 SeitenProduct Data Sheet: Direct Roving - Multi CompatibleMohammed Abdul NaseerNoch keine Bewertungen
- Your Paint GuideDokument27 SeitenYour Paint Guidemanox007Noch keine Bewertungen
- Scaffolding Manufacturers (Trinidad) Limited.: Your Solution To Asset ProtectionDokument6 SeitenScaffolding Manufacturers (Trinidad) Limited.: Your Solution To Asset ProtectionKris WilliamsNoch keine Bewertungen
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionVon EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNoch keine Bewertungen
- EN263 Spider ChartDokument1 SeiteEN263 Spider ChartasiapolyNoch keine Bewertungen
- Ap FdaDokument1 SeiteAp FdaasiapolyNoch keine Bewertungen
- EN263 Sanitary WareDokument5 SeitenEN263 Sanitary WareasiapolyNoch keine Bewertungen
- Iso 9001-2008Dokument1 SeiteIso 9001-2008asiapolyNoch keine Bewertungen
- Chemical ResistanceDokument2 SeitenChemical ResistanceasiapolyNoch keine Bewertungen
- ReachDokument8 SeitenReachasiapolyNoch keine Bewertungen
- En1793 2Dokument5 SeitenEn1793 2asiapolyNoch keine Bewertungen
- ROHSDokument3 SeitenROHSasiapolyNoch keine Bewertungen
- Colour GuideDokument8 SeitenColour GuideasiapolyNoch keine Bewertungen
- A-Cast® Product Availability Sheet Size and ThicknessesDokument3 SeitenA-Cast® Product Availability Sheet Size and ThicknessesasiapolyNoch keine Bewertungen
- Typical Physical Properties - AsiaPolyDokument1 SeiteTypical Physical Properties - AsiaPolyasiapolyNoch keine Bewertungen
- Thermal ExpansionDokument1 SeiteThermal ExpansionasiapolyNoch keine Bewertungen
- Culinary History and Nouvelle CuisineDokument4 SeitenCulinary History and Nouvelle CuisineARPITA BHUNIANoch keine Bewertungen
- Case CX210B Mine Crawler Excavator Tier 3 Parts Manual PDFDokument701 SeitenCase CX210B Mine Crawler Excavator Tier 3 Parts Manual PDFJorge Martinez100% (3)
- Design and Analysis of Interleaved Boost Converter for Increased Renewable Energy OutputDokument18 SeitenDesign and Analysis of Interleaved Boost Converter for Increased Renewable Energy OutputHarshitNoch keine Bewertungen
- (MITSUBISHI) Manual de Taller Mitsubishi Montero 2002Dokument21 Seiten(MITSUBISHI) Manual de Taller Mitsubishi Montero 2002wnsdNoch keine Bewertungen
- Engagement & Akad PDFDokument3 SeitenEngagement & Akad PDFedputriNoch keine Bewertungen
- 02 - AFT - Know Your Pump & System Curves - Part 2ADokument8 Seiten02 - AFT - Know Your Pump & System Curves - Part 2AAlfonso José García LagunaNoch keine Bewertungen
- 3ixso2idq334tonwmfhk0rrcDokument2 Seiten3ixso2idq334tonwmfhk0rrcrishikeshraj2021Noch keine Bewertungen
- Baobawon Island Seafood Capital Bless Amare Sunrise Resort Sam Niza Beach Resort Oklahoma Island Rafis Resort Inday-Inday Beach ResortDokument42 SeitenBaobawon Island Seafood Capital Bless Amare Sunrise Resort Sam Niza Beach Resort Oklahoma Island Rafis Resort Inday-Inday Beach ResortAmber WilsonNoch keine Bewertungen
- Zip Grade 100 Question V2Dokument1 SeiteZip Grade 100 Question V2Jesus Daniel Anaya AlvaradoNoch keine Bewertungen
- Surface-Based Transport Model For Mixed-Size Sediment: Peter R. Wilcock, M.ASCE, and Joanna C. CroweDokument9 SeitenSurface-Based Transport Model For Mixed-Size Sediment: Peter R. Wilcock, M.ASCE, and Joanna C. CroweEdwinNoch keine Bewertungen
- Mathematics: Full Marks Zero Marks: 0 in All Other CasesDokument31 SeitenMathematics: Full Marks Zero Marks: 0 in All Other CasesAbhishek KumarNoch keine Bewertungen
- Serospin Operating Manual 20100407Dokument19 SeitenSerospin Operating Manual 20100407Verdana50% (2)
- EV1116 Manual 146251999-4DDokument32 SeitenEV1116 Manual 146251999-4Danitha ferryNoch keine Bewertungen
- Ahmed 2022Dokument20 SeitenAhmed 2022Mariela Estefanía Marín LópezNoch keine Bewertungen
- Output Configurations and Connections: NPN Open CollectorDokument2 SeitenOutput Configurations and Connections: NPN Open Collectordorin serbanNoch keine Bewertungen
- Astm F477-08Dokument4 SeitenAstm F477-08ALARCONISTANoch keine Bewertungen
- Fakeaway - Healthy Home-Cooked Takeaway MealsDokument194 SeitenFakeaway - Healthy Home-Cooked Takeaway MealsBiên Nguyễn HữuNoch keine Bewertungen
- The UFO MonthlyDokument21 SeitenThe UFO MonthlySAB78Noch keine Bewertungen
- Op-Amp Comparator: Astable (Or Free-Running) Multivibrators Monostable MultivibratorsDokument5 SeitenOp-Amp Comparator: Astable (Or Free-Running) Multivibrators Monostable MultivibratorsYuvaraj ShanNoch keine Bewertungen
- TATA Gluco PDFDokument5 SeitenTATA Gluco PDFsidharth dasNoch keine Bewertungen
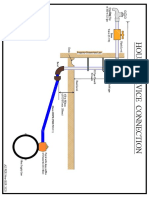
- House Service Connection NEW BSR 2020-1Dokument1 SeiteHouse Service Connection NEW BSR 2020-1Deshraj BairwaNoch keine Bewertungen
- Technical Manual: Package Air Conditioner Rooftop - Cooling Only (50Hz)Dokument56 SeitenTechnical Manual: Package Air Conditioner Rooftop - Cooling Only (50Hz)Im Chinith100% (1)
- Chapter 1 Engineering ManagementDokument4 SeitenChapter 1 Engineering ManagementGeorge Russell80% (5)
- Sea Cucumber PDFDokument171 SeitenSea Cucumber PDFRebeccaSulivanNoch keine Bewertungen
- Mcu-R4nek0n+submittal 04212020Dokument2 SeitenMcu-R4nek0n+submittal 04212020Jaime A. AlvarezNoch keine Bewertungen
- Application of Operations Research in Banking FinanceDokument13 SeitenApplication of Operations Research in Banking FinanceInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Understanding the Four Aspects of EmotionsDokument13 SeitenUnderstanding the Four Aspects of EmotionsRaymond FaeldoñaNoch keine Bewertungen
- AWWA Bacterial Regrowth in Distr Sys PDFDokument368 SeitenAWWA Bacterial Regrowth in Distr Sys PDFsaishankarlNoch keine Bewertungen
- SWZ Upgrade Points 062022Dokument19 SeitenSWZ Upgrade Points 062022IcyAviatorNoch keine Bewertungen
- CPE PRACTICE TEST 2 READINGDokument4 SeitenCPE PRACTICE TEST 2 READINGHong Anh0% (1)