Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Application Note Metallography of WeldsDokument8 SeitenApplication Note Metallography of WeldsLorena Grijalba LeónNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Application Note Metallography of WeldsDokument8 SeitenApplication Note Metallography of WeldsLorena Grijalba LeónNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Welding TechniquesDokument21 SeitenWelding Techniquessharafudheen_sNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
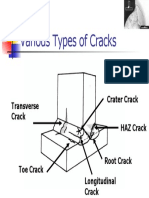
- Various Types of CracksDokument1 SeiteVarious Types of CracksBarış Musa TetikNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Weld Joint Geometry and Weld SymbolsDokument7 SeitenWeld Joint Geometry and Weld Symbolsdeepak kumarNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
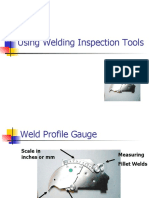
- Using Welding Inspection ToolsDokument9 SeitenUsing Welding Inspection Toolsdeepak kumarNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Various Types of CracksDokument1 SeiteVarious Types of CracksBarış Musa TetikNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Common Weld DicontinuitiesDokument17 SeitenCommon Weld DicontinuitiesBarış Musa TetikNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Weld Joint Geometry and Weld SymbolsDokument7 SeitenWeld Joint Geometry and Weld Symbolsdeepak kumarNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- Welding - Visual DefectsDokument19 SeitenWelding - Visual Defectsbasita2Noch keine Bewertungen
- Welding - Visual DefectsDokument19 SeitenWelding - Visual Defectsbasita2Noch keine Bewertungen
- Welding Symbols: Understanding Welding Symbols Terms and Definitions by Mohammed Haroon JaveedDokument21 SeitenWelding Symbols: Understanding Welding Symbols Terms and Definitions by Mohammed Haroon JaveedBarış Musa TetikNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- How To Prevent Weld FailureDokument14 SeitenHow To Prevent Weld FailureKeith RutherfordNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Weld Joint Geometry and Weld SymbolsDokument7 SeitenWeld Joint Geometry and Weld Symbolsdeepak kumarNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Part I - Theory Handbook PDFDokument207 SeitenPart I - Theory Handbook PDFBarış Musa TetikNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Common Weld DicontinuitiesDokument17 SeitenCommon Weld DicontinuitiesBarış Musa TetikNoch keine Bewertungen
- Premature EjaculationDokument381 SeitenPremature EjaculationBarış Musa Tetik100% (3)
- Fillet WeldDokument7 SeitenFillet WeldBarış Musa TetikNoch keine Bewertungen
- Unleash Your Primal EdgeDokument180 SeitenUnleash Your Primal EdgeLuis Alvarado100% (4)
- PoemInPocketDay 2016 March27Dokument63 SeitenPoemInPocketDay 2016 March27Akanksha SonnaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Hydraulic SealsDokument358 SeitenHydraulic Sealsjohnysonycum100% (8)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Poetry BookDokument48 SeitenPoetry Bookamitldoijode0016224Noch keine Bewertungen
- Welding SuitabilityDokument1 SeiteWelding SuitabilityBarış Musa TetikNoch keine Bewertungen
- Elliotts Get Big TemplateDokument12 SeitenElliotts Get Big TemplatebobNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Expansion of theoretically exact dimensions TED framingDokument8 SeitenExpansion of theoretically exact dimensions TED framingBarış Musa TetikNoch keine Bewertungen
- Guide To Friction WeldingDokument34 SeitenGuide To Friction WeldingBarış Musa TetikNoch keine Bewertungen
- Alpha BlueprintDokument265 SeitenAlpha BlueprintDavid Herbert Lawrence88% (34)
- Guide To Friction WeldingDokument34 SeitenGuide To Friction WeldingBarış Musa TetikNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Guide To Friction WeldingDokument34 SeitenGuide To Friction WeldingBarış Musa TetikNoch keine Bewertungen
- Presentation by Dr. P. SasikumarDokument28 SeitenPresentation by Dr. P. SasikumarRabindra RaiNoch keine Bewertungen
- E1316-14E1 Standard Terminology For Nondestructive ExaminationsDokument38 SeitenE1316-14E1 Standard Terminology For Nondestructive Examinationsalmuhandss44 aaNoch keine Bewertungen
- Technical Manual for Steel TubesDokument122 SeitenTechnical Manual for Steel TubesAlejandroBolanos100% (1)
- 00 Saip 11Dokument21 Seiten00 Saip 11munnaNoch keine Bewertungen
- API 1104 RT Visual Inspection CriteriaDokument1 SeiteAPI 1104 RT Visual Inspection CriteriaMekhman100% (1)
- Norsok M-101Dokument62 SeitenNorsok M-101Kjell TorgersenNoch keine Bewertungen
- F012 Audit ChecklistDokument8 SeitenF012 Audit ChecklistKarthi KeyanNoch keine Bewertungen
- 510 Final QuestionsDokument16 Seiten510 Final QuestionsMohd Farhan Hussin0% (1)
- Astm F2974-18Dokument2 SeitenAstm F2974-18Martin TapankovNoch keine Bewertungen
- NDI-MethodsDokument24 SeitenNDI-MethodsdellaadlinaNoch keine Bewertungen
- Audit ReportDokument9 SeitenAudit ReportVIVEK100% (1)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- ME8097 - Non Destructive Testing and EvaluationDokument16 SeitenME8097 - Non Destructive Testing and EvaluationAnkit Jose Antony100% (1)
- Qa QC PDFDokument2 SeitenQa QC PDFVijay SekharNoch keine Bewertungen
- Asme V Art 9Dokument3 SeitenAsme V Art 9ndt_inspectorNoch keine Bewertungen
- Magnetic Particle Testing Procedure-Rev 1Dokument20 SeitenMagnetic Particle Testing Procedure-Rev 1thongmuadongNoch keine Bewertungen
- BS en Iso 11666-2010Dokument26 SeitenBS en Iso 11666-2010Ali Frat SeyranNoch keine Bewertungen
- Basic Fabrication Process FlowchartDokument2 SeitenBasic Fabrication Process FlowchartGodwin A.udo-akan100% (1)
- Carried Out Magnetic Particle Inspection On Nozzle WeldsDokument9 SeitenCarried Out Magnetic Particle Inspection On Nozzle WeldssheikbbaNoch keine Bewertungen
- Scope of WorksDokument3 SeitenScope of WorksGovindraj KrishnanNoch keine Bewertungen
- ASNT LEVEL 3 Penetrant Testing Part 2Dokument42 SeitenASNT LEVEL 3 Penetrant Testing Part 2madhan_kumar2000Noch keine Bewertungen
- Welding Quality Contral ChecklistDokument18 SeitenWelding Quality Contral ChecklistRamzi BEN AHMED100% (1)
- Codes TFM Webinar-DSDokument96 SeitenCodes TFM Webinar-DSThành TrịnhNoch keine Bewertungen
- MF4092 NDT - PGDokument1 SeiteMF4092 NDT - PGJeganNoch keine Bewertungen
- 729 Part 4Dokument44 Seiten729 Part 4Kaushik SenguptaNoch keine Bewertungen
- Samko CatalogueDokument26 SeitenSamko CatalogueLiliana GeorgianaNoch keine Bewertungen
- Stator FrameDokument9 SeitenStator Frameapi-3834081Noch keine Bewertungen
- Metallurgical Failure Investigation ServicesDokument123 SeitenMetallurgical Failure Investigation ServicesAhmedHussainQureshiNoch keine Bewertungen
- Catalog MagnafluxDokument52 SeitenCatalog MagnafluxMauricio CenturionNoch keine Bewertungen
- 1277-74002-SES-DC-4-PC-72000 - Rev. 0.Dokument5 Seiten1277-74002-SES-DC-4-PC-72000 - Rev. 0.Sadegh AhmadiNoch keine Bewertungen
- Lesson - 09 - UG77 - UG120 - Material, Nameplate & Data ReportDokument19 SeitenLesson - 09 - UG77 - UG120 - Material, Nameplate & Data Reportmohamed.eldesouky9120Noch keine Bewertungen
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveVon EverandUnderstanding Automotive Electronics: An Engineering PerspectiveBewertung: 3.5 von 5 Sternen3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsVon EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNoch keine Bewertungen
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryVon EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryBewertung: 4 von 5 Sternen4/5 (5)