Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Nama: Yossi Tiara Pratiwi Kelas: X Mis 1 Mata Pelajaran: Bahasa InggrisDokument2 SeitenNama: Yossi Tiara Pratiwi Kelas: X Mis 1 Mata Pelajaran: Bahasa InggrisOrionj jrNoch keine Bewertungen
- Köppen Climate Classification - Wikipedia, The Free EncyclopediaDokument15 SeitenKöppen Climate Classification - Wikipedia, The Free EncyclopediaAndreea Tataru StanciNoch keine Bewertungen
- Revenue and Expenditure AuditDokument38 SeitenRevenue and Expenditure AuditPavitra MohanNoch keine Bewertungen
- Checklist & Guideline ISO 22000Dokument14 SeitenChecklist & Guideline ISO 22000Documentos Tecnicos75% (4)
- II 2022 06 Baena-Rojas CanoDokument11 SeitenII 2022 06 Baena-Rojas CanoSebastian GaonaNoch keine Bewertungen
- Dynamics of Machinery PDFDokument18 SeitenDynamics of Machinery PDFThomas VictorNoch keine Bewertungen
- Turn Around Coordinator Job DescriptionDokument2 SeitenTurn Around Coordinator Job DescriptionMikeNoch keine Bewertungen
- Application of Graph Theory in Operations ResearchDokument3 SeitenApplication of Graph Theory in Operations ResearchInternational Journal of Innovative Science and Research Technology100% (2)
- ISO 9001 2015 AwarenessDokument23 SeitenISO 9001 2015 AwarenessSeni Oke0% (1)
- DNA ReplicationDokument19 SeitenDNA ReplicationLouis HilarioNoch keine Bewertungen
- Project ManagementDokument11 SeitenProject ManagementBonaventure NzeyimanaNoch keine Bewertungen
- Deal Report Feb 14 - Apr 14Dokument26 SeitenDeal Report Feb 14 - Apr 14BonviNoch keine Bewertungen
- CX Programmer Operation ManualDokument536 SeitenCX Programmer Operation ManualVefik KaraegeNoch keine Bewertungen
- Acute Coronary SyndromeDokument30 SeitenAcute Coronary SyndromeEndar EszterNoch keine Bewertungen
- Snapdragon 435 Processor Product Brief PDFDokument2 SeitenSnapdragon 435 Processor Product Brief PDFrichardtao89Noch keine Bewertungen
- Time-Sensitive Networking - An IntroductionDokument5 SeitenTime-Sensitive Networking - An Introductionsmyethdrath24Noch keine Bewertungen
- Hole CapacityDokument2 SeitenHole CapacityAbdul Hameed OmarNoch keine Bewertungen
- Traveling Salesman ProblemDokument11 SeitenTraveling Salesman ProblemdeardestinyNoch keine Bewertungen
- QP December 2006Dokument10 SeitenQP December 2006Simon ChawingaNoch keine Bewertungen
- Unit 7: Anthropology: Q2e Listening & Speaking 4: Audio ScriptDokument6 SeitenUnit 7: Anthropology: Q2e Listening & Speaking 4: Audio ScriptĐại học Bạc Liêu Truyền thông100% (1)
- Agco Serie 800 PDFDokument24 SeitenAgco Serie 800 PDFJohnny VargasNoch keine Bewertungen
- DQ Vibro SifterDokument13 SeitenDQ Vibro SifterDhaval Chapla67% (3)
- Specificities of The Terminology in AfricaDokument2 SeitenSpecificities of The Terminology in Africapaddy100% (1)
- User Manual For Speed Control of BLDC Motor Using DspicDokument12 SeitenUser Manual For Speed Control of BLDC Motor Using DspicTrung TrựcNoch keine Bewertungen
- Chemistry: Crash Course For JEE Main 2020Dokument18 SeitenChemistry: Crash Course For JEE Main 2020Sanjeeb KumarNoch keine Bewertungen
- B. Geoinformatics PDFDokument77 SeitenB. Geoinformatics PDFmchakra720% (1)
- 1.technical Specifications (Piling)Dokument15 Seiten1.technical Specifications (Piling)Kunal Panchal100% (2)
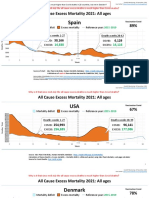
- Countries EXCESS DEATHS All Ages - 15nov2021Dokument21 SeitenCountries EXCESS DEATHS All Ages - 15nov2021robaksNoch keine Bewertungen
- 5c3f1a8b262ec7a Ek PDFDokument5 Seiten5c3f1a8b262ec7a Ek PDFIsmet HizyoluNoch keine Bewertungen
- 74HC00D 74HC00D 74HC00D 74HC00D: CMOS Digital Integrated Circuits Silicon MonolithicDokument8 Seiten74HC00D 74HC00D 74HC00D 74HC00D: CMOS Digital Integrated Circuits Silicon MonolithicAssistec TecNoch keine Bewertungen