Das könnte Ihnen auch gefallen
- Hastelloy Alloy B3 UNS N10675 Welding Rod Manufacturer in IndiaDokument3 SeitenHastelloy Alloy B3 UNS N10675 Welding Rod Manufacturer in IndiaOZAIRTRADELINKNoch keine Bewertungen
- Kobelco Low Alloy SteelDokument5 SeitenKobelco Low Alloy Steeltiffanyyy00Noch keine Bewertungen
- Material: Admiralty Brass TubesDokument1 SeiteMaterial: Admiralty Brass TubesSH1961Noch keine Bewertungen
- On Oxygen-Induced Corrosion of An Oil Refinery Condensate Fraction at Ion UnitDokument17 SeitenOn Oxygen-Induced Corrosion of An Oil Refinery Condensate Fraction at Ion UnitAzmi Mohammed NorNoch keine Bewertungen
- 57698Dokument109 Seiten57698sk84kNoch keine Bewertungen
- TSADokument44 SeitenTSAdraj1875977Noch keine Bewertungen
- Welding of Ni Alloy-IraqDokument17 SeitenWelding of Ni Alloy-Iraqkhairy2013Noch keine Bewertungen
- Delta FerriteDokument4 SeitenDelta FerriteRavindra ErabattiNoch keine Bewertungen
- Consumable and Welding of Modified 9 Cr-1M0 Steel PDFDokument4 SeitenConsumable and Welding of Modified 9 Cr-1M0 Steel PDFmahmoud_allam3Noch keine Bewertungen
- Petro 1982Dokument385 SeitenPetro 1982Ronaldo ArlandNoch keine Bewertungen
- Corrosion Failures: Theory, Case Studies, and SolutionsVon EverandCorrosion Failures: Theory, Case Studies, and SolutionsNoch keine Bewertungen
- Erosion Guidelines Revision 2.0 (1996) : J W Martin, J PattinsonDokument31 SeitenErosion Guidelines Revision 2.0 (1996) : J W Martin, J PattinsonAsifkhan Hathi mohamedNoch keine Bewertungen
- Evaluation of Corrosion in Different Parts of An Oil Refinery Using Corrosion CouponsDokument83 SeitenEvaluation of Corrosion in Different Parts of An Oil Refinery Using Corrosion CouponsEduardo VillacrésNoch keine Bewertungen
- Bridge Welding ProcessDokument151 SeitenBridge Welding Processcentaury2013Noch keine Bewertungen
- 0700testing MultipleDokument5 Seiten0700testing MultipleIvan GutierrezNoch keine Bewertungen
- Asset Intelligence Report: A Primer On Corrosion Under Insulation (CUI)Dokument5 SeitenAsset Intelligence Report: A Primer On Corrosion Under Insulation (CUI)dzamir203Noch keine Bewertungen
- State of Maryland Final Report Task Force To Study Pinhole Leaks in Copper PlumbingDokument65 SeitenState of Maryland Final Report Task Force To Study Pinhole Leaks in Copper PlumbingSyavash EnshaNoch keine Bewertungen
- Why Is TSPDokument4 SeitenWhy Is TSPAbhi SharmaNoch keine Bewertungen
- Reduce Salt Corrosion Rates With Stronger Base AminesDokument4 SeitenReduce Salt Corrosion Rates With Stronger Base AminesPaolo VisentinNoch keine Bewertungen
- 1584Dokument6 Seiten1584malsttarNoch keine Bewertungen
- "State-Of-The-Art" Delayed Coking Structure For Frontier RefiningDokument13 Seiten"State-Of-The-Art" Delayed Coking Structure For Frontier Refiningandy175Noch keine Bewertungen
- Article CO2CorrosionCHEM409 - Background of CO2 CorrosionDokument4 SeitenArticle CO2CorrosionCHEM409 - Background of CO2 Corrosionmohamed samyNoch keine Bewertungen
- CorrosionDokument57 SeitenCorrosionrahul72Noch keine Bewertungen
- CLSCC LiteratureDokument62 SeitenCLSCC LiteratureNakarin PotidokmaiNoch keine Bewertungen
- 1566016Dokument6 Seiten1566016Yudhistira Perdana PutraNoch keine Bewertungen
- CDUDokument4 SeitenCDUmohamedyoussef1Noch keine Bewertungen
- Filming Corrosion Inhibitor For Oil and Gas FieldDokument20 SeitenFilming Corrosion Inhibitor For Oil and Gas FieldelsyakiebNoch keine Bewertungen
- Condenser Tube LifeDokument12 SeitenCondenser Tube LifeAlvinmorNoch keine Bewertungen
- Alloy 276 Spec SheetDokument3 SeitenAlloy 276 Spec SheetermusatNoch keine Bewertungen
- Predict Amine20 OverviewDokument23 SeitenPredict Amine20 Overviewqueno1Noch keine Bewertungen
- Cold End CorrosionDokument15 SeitenCold End Corrosiondafteri11Noch keine Bewertungen
- RC 17015Dokument4 SeitenRC 17015Shubham MoreNoch keine Bewertungen
- Impact of Boiler Water Chemistry On Wate PDFDokument8 SeitenImpact of Boiler Water Chemistry On Wate PDFace-winnieNoch keine Bewertungen
- Uk Finned Technic HeatingspaceDokument18 SeitenUk Finned Technic HeatingspacetuzlucayirNoch keine Bewertungen
- Chapter 13 - Heat Treatment of SteelsDokument60 SeitenChapter 13 - Heat Treatment of SteelsRecep VatanseverNoch keine Bewertungen
- Incoloy Alloy 25-6MODokument13 SeitenIncoloy Alloy 25-6MOsiswoutNoch keine Bewertungen
- Bha RaluDokument10 SeitenBha RalujituNoch keine Bewertungen
- Failure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesDokument12 SeitenFailure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesAndrea CalderaNoch keine Bewertungen
- Case Study On Copper CorrosionDokument15 SeitenCase Study On Copper CorrosionClaudia MmsNoch keine Bewertungen
- Modified 2 1-4CrDokument45 SeitenModified 2 1-4CrandreahankNoch keine Bewertungen
- Ammonia SCCDokument4 SeitenAmmonia SCCbramNoch keine Bewertungen
- Chloride ErosionDokument31 SeitenChloride ErosionCepi Sindang Kamulan100% (1)
- Ssw11xx Urea GemacoDokument5 SeitenSsw11xx Urea GemacoYudhistira Perdana PutraNoch keine Bewertungen
- GRP Pipe Case History - Revised Shoiaba Eng Large DiaDokument4 SeitenGRP Pipe Case History - Revised Shoiaba Eng Large DiaA.Subin DasNoch keine Bewertungen
- Nickel and Other Super Alloys: TSUF 06 Materiales AeronauticosDokument28 SeitenNickel and Other Super Alloys: TSUF 06 Materiales AeronauticosFam HandmNoch keine Bewertungen
- High Temperature Crude Oil Corrosivity: Where Sulfur & Naphthenic Acid Chemistry & Metallurgy MeetDokument20 SeitenHigh Temperature Crude Oil Corrosivity: Where Sulfur & Naphthenic Acid Chemistry & Metallurgy MeetsendelkrNoch keine Bewertungen
- 226 Eddystone Station UnitDokument24 Seiten226 Eddystone Station UnitsbktceNoch keine Bewertungen
- Corrosion Prevention 1-4Dokument77 SeitenCorrosion Prevention 1-4Anonymous nFGwmwv9Noch keine Bewertungen
- Corrosion in Fertilizer Industries PDFDokument145 SeitenCorrosion in Fertilizer Industries PDFTaghreed ZewailNoch keine Bewertungen
- API RP 571 - Damage Mechanisms SpreadsheetDokument12 SeitenAPI RP 571 - Damage Mechanisms SpreadsheetSoftware ManagerNoch keine Bewertungen
- Chlorine: International Thermodynamic Tables of the Fluid StateVon EverandChlorine: International Thermodynamic Tables of the Fluid StateNoch keine Bewertungen
- SCC of Ss in NAOHDokument9 SeitenSCC of Ss in NAOHKarna2504Noch keine Bewertungen
- Corrosion and Materials Selection For Amine ServiceDokument1 SeiteCorrosion and Materials Selection For Amine ServicealikajbafNoch keine Bewertungen
- Exchangers: Repairing Cracks in Refinery HeatDokument4 SeitenExchangers: Repairing Cracks in Refinery Heatramadoss_alwar7307Noch keine Bewertungen
- Polythionic Acid Stress Corrosion CrackingDokument9 SeitenPolythionic Acid Stress Corrosion CrackingMedina EldesNoch keine Bewertungen
- Manganese Corrosion PDFDokument20 SeitenManganese Corrosion PDFdutuconstantinNoch keine Bewertungen
- ? - Oxygen ScavengersDokument4 Seiten? - Oxygen ScavengersJim FrenkenNoch keine Bewertungen
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsVon EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNoch keine Bewertungen
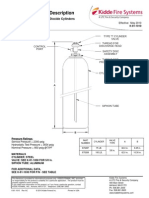
- 75 Lb. and 100 Lb. Carbon Dioxide CylindersDokument1 Seite75 Lb. and 100 Lb. Carbon Dioxide Cylindersshibushine1085Noch keine Bewertungen
- Shoulder Neck StrainSyndromeDokument12 SeitenShoulder Neck StrainSyndromeYouness Anice100% (1)
- Body Flange Design-Appx-2Dokument4 SeitenBody Flange Design-Appx-2Matthieu100% (1)
- CQR 3 Inspection Service ContractorsDokument5 SeitenCQR 3 Inspection Service ContractorsMatthieuNoch keine Bewertungen
- Point To Note For API 650 Tank PDFDokument1 SeitePoint To Note For API 650 Tank PDFMatthieuNoch keine Bewertungen
- Torsional Vibration Analysis PDFDokument4 SeitenTorsional Vibration Analysis PDFMatthieuNoch keine Bewertungen
- QTY Bare Hydrotest Weight (Tons) / Ea: Asme Viii 1Dokument6 SeitenQTY Bare Hydrotest Weight (Tons) / Ea: Asme Viii 1MatthieuNoch keine Bewertungen
- Blast Resistant Design With Structural Steel PDFDokument6 SeitenBlast Resistant Design With Structural Steel PDFMatthieuNoch keine Bewertungen
- QTY Bare Hydrotest Weight (Tons) / Ea: Asme Viii 1Dokument6 SeitenQTY Bare Hydrotest Weight (Tons) / Ea: Asme Viii 1MatthieuNoch keine Bewertungen
- Earthquake DesignDokument46 SeitenEarthquake Designdanzzz100% (2)
- Seal Gas BoosterDokument2 SeitenSeal Gas BoosterMatthieuNoch keine Bewertungen
- AgeLOCVitality TechnicalOverview enDokument7 SeitenAgeLOCVitality TechnicalOverview enMatthieuNoch keine Bewertungen
- VFD PDFDokument16 SeitenVFD PDFMatthieuNoch keine Bewertungen
- Seal Gas BoosterDokument2 SeitenSeal Gas BoosterMatthieuNoch keine Bewertungen
- Air Drum Transfer Pump F416Dokument10 SeitenAir Drum Transfer Pump F416MatthieuNoch keine Bewertungen
- Design of Lifting and Tailing LugsNetsc001Dokument30 SeitenDesign of Lifting and Tailing LugsNetsc001Tshilidzi Irene Netselo100% (1)
- Code Design and Evaluation For Cyclic Loading - Section III and VIIIDokument34 SeitenCode Design and Evaluation For Cyclic Loading - Section III and VIIIMatthieu100% (1)
- 409 Data SheetDokument2 Seiten409 Data SheetMatthieuNoch keine Bewertungen
- Advance Vanadium Modified Steels For High Pressure Hydrogen ReactorsDokument7 SeitenAdvance Vanadium Modified Steels For High Pressure Hydrogen ReactorsMatthieuNoch keine Bewertungen
- Tuberculosis 2007Dokument687 SeitenTuberculosis 2007jeannchristyNoch keine Bewertungen
- Problem Solving - Positive Displacement PumpsDokument46 SeitenProblem Solving - Positive Displacement PumpsMatthieu33% (3)
- Water Hammer Control in PipelinesDokument254 SeitenWater Hammer Control in PipelinesMatthieu100% (3)
- Above Ground Storage RegulationsDokument9 SeitenAbove Ground Storage RegulationsMatthieuNoch keine Bewertungen
- 05-0238 Rig Saver Technical Bulletin PortalDokument2 Seiten05-0238 Rig Saver Technical Bulletin PortalradoevNoch keine Bewertungen
- University of Technology: "Coated Cutting Tools"Dokument11 SeitenUniversity of Technology: "Coated Cutting Tools"بارق نوارNoch keine Bewertungen
- Introduction To Non Destructive Testing (NDT)Dokument26 SeitenIntroduction To Non Destructive Testing (NDT)Engr Arfan Ali DhamrahoNoch keine Bewertungen
- MOTS-12 Welding and NDE of WeldsDokument1 SeiteMOTS-12 Welding and NDE of Weldsryan.sNoch keine Bewertungen
- Development and Processing of Low Carbon Bainite SteelDokument486 SeitenDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- shearstrengthPS 1Dokument2 SeitenshearstrengthPS 1Casao JonroeNoch keine Bewertungen
- 21 - Welding Terms and Definations - PPT Version 1Dokument69 Seiten21 - Welding Terms and Definations - PPT Version 1Shubham Shukla100% (1)
- Articol UPB Gheorghe 27.01Dokument13 SeitenArticol UPB Gheorghe 27.01Gabriel GheorgheNoch keine Bewertungen
- Biomaterials ReportDokument8 SeitenBiomaterials ReportGhizlan AlharbiNoch keine Bewertungen
- Civil 2001 Paper 1Dokument14 SeitenCivil 2001 Paper 1Rajwinder Singh BansalNoch keine Bewertungen
- Toughmet 3 at 110: C72900, Ams 4596, Astm B 929Dokument2 SeitenToughmet 3 at 110: C72900, Ams 4596, Astm B 929donhan91Noch keine Bewertungen
- Previous Year UPTU End Sem Exam Papers - SOM / MOS Paper 4Dokument4 SeitenPrevious Year UPTU End Sem Exam Papers - SOM / MOS Paper 4nitin_johriNoch keine Bewertungen
- Lecture Notes - MSE - I - Chapter III-01112017 PDFDokument24 SeitenLecture Notes - MSE - I - Chapter III-01112017 PDFdapp_706085Noch keine Bewertungen
- 07me704-Sm-1-Test QPDokument10 Seiten07me704-Sm-1-Test QPsasikskNoch keine Bewertungen
- Approximate Calculation of U-Shaped BellowsDokument5 SeitenApproximate Calculation of U-Shaped BellowsGicuNoch keine Bewertungen
- 2-FEA MCQ - 2 One Marks PDFDokument5 Seiten2-FEA MCQ - 2 One Marks PDFbalajimeie70% (23)
- Chapter 2Dokument50 SeitenChapter 2iffahNoch keine Bewertungen
- Chapter 2-DongPanDokument28 SeitenChapter 2-DongPanSri JunkNoch keine Bewertungen
- Som Unit - 1.2.1 Stepped Bar 3 Regions ProblemDokument2 SeitenSom Unit - 1.2.1 Stepped Bar 3 Regions ProblemNagamani ArumugamNoch keine Bewertungen
- IPC 2022 - Finite Element Analysis of Cold Field BendsDokument10 SeitenIPC 2022 - Finite Element Analysis of Cold Field BendsOswaldo MontenegroNoch keine Bewertungen
- CVNG 2001 Structural MechanicsDokument9 SeitenCVNG 2001 Structural MechanicsKellesia WilliamsNoch keine Bewertungen
- Lec 3-Crystal Structure of MetalsDokument20 SeitenLec 3-Crystal Structure of MetalsAli Hassan100% (1)
- Uncertainty of Measurements: Experiment 2Dokument2 SeitenUncertainty of Measurements: Experiment 2Marjory CastilloNoch keine Bewertungen
- Valivonis and SkuturnaDokument7 SeitenValivonis and Skuturnavinay rodeNoch keine Bewertungen
- Technical Report Documentation PageDokument142 SeitenTechnical Report Documentation PagecrojastNoch keine Bewertungen
- EHTC 10 Versailles Feickert Kirchhoff Final Präsentation AutoFENA3D PDFDokument25 SeitenEHTC 10 Versailles Feickert Kirchhoff Final Präsentation AutoFENA3D PDFAnonymous 1EQNc1Noch keine Bewertungen
- Tổng hợp tải trọng Summation phần mềm MIDASDokument8 SeitenTổng hợp tải trọng Summation phần mềm MIDASAnonymous DNb6yWERfBNoch keine Bewertungen
- Weldox 960 Data SheetDokument2 SeitenWeldox 960 Data SheetRui SantosNoch keine Bewertungen
- Bending Tests: 3-Point and 4-Point BendingDokument20 SeitenBending Tests: 3-Point and 4-Point BendingTuấn NguyễnNoch keine Bewertungen
- Surface Free Energy - Background, Calculation and ExamplesDokument15 SeitenSurface Free Energy - Background, Calculation and ExamplesShivang SharmaNoch keine Bewertungen
- RC Beam Design Only (AS3600)Dokument3 SeitenRC Beam Design Only (AS3600)Anonymous 0x2pwMCWgjNoch keine Bewertungen