Das könnte Ihnen auch gefallen
- Lean ManufacturingDokument49 SeitenLean ManufacturingsantitosoyNoch keine Bewertungen
- Despliegue de La Calidad Demandada y PlanificadaDokument10 SeitenDespliegue de La Calidad Demandada y PlanificadagaviotaperezNoch keine Bewertungen
- Kaizen - Un Caso de EstudioDokument7 SeitenKaizen - Un Caso de EstudioAlexisGuillendelaCruzNoch keine Bewertungen
- Carro y Gonzalez, SFDokument28 SeitenCarro y Gonzalez, SFLuisa Fernanda EcheverryNoch keine Bewertungen
- Industrial Shampoo ProcessDokument9 SeitenIndustrial Shampoo ProcessRuben AlstonNoch keine Bewertungen
- Kanban Presentacion Final Final-1Dokument14 SeitenKanban Presentacion Final Final-1andres bravoNoch keine Bewertungen
- Optimizacion Del Proceso de Extrusion para Elaborar Pelets TilapiaDokument35 SeitenOptimizacion Del Proceso de Extrusion para Elaborar Pelets TilapiaEvely Quispe MelgarNoch keine Bewertungen
- Biografía del Dr. ShingoDokument13 SeitenBiografía del Dr. ShingoNico RochaNoch keine Bewertungen
- Ingeniería de métodos y productividadDokument28 SeitenIngeniería de métodos y productividadAlex SeguraNoch keine Bewertungen
- Manual de Producto TerminadoDokument66 SeitenManual de Producto TerminadoLazlo SalinasNoch keine Bewertungen
- Despilfarro Cruelles Jose 2010 PDFDokument15 SeitenDespilfarro Cruelles Jose 2010 PDFJuan Coasaca Portal100% (1)
- Manufactura Agil 1208711965202585 9Dokument40 SeitenManufactura Agil 1208711965202585 9kenshinimuraNoch keine Bewertungen
- Lean LexiconDokument10 SeitenLean LexiconJose Alberto Ramirez MoralesNoch keine Bewertungen
- Practicas de Seguridad en TortilladorasDokument28 SeitenPracticas de Seguridad en TortilladorasHugo Perez Zermeño100% (1)
- Herramientas de Calidad PDFDokument144 SeitenHerramientas de Calidad PDFJessica PeñaNoch keine Bewertungen
- Productividad empresarial UNHDokument38 SeitenProductividad empresarial UNHAmerica catita quispe torresNoch keine Bewertungen
- PROYECTO-DE-RESIDENCIAS-ANA-Y-ALEX - Final 2Dokument79 SeitenPROYECTO-DE-RESIDENCIAS-ANA-Y-ALEX - Final 2Lucia ReyesNoch keine Bewertungen
- Actividad 1 Sistemas Tradicional Vs JITDokument4 SeitenActividad 1 Sistemas Tradicional Vs JITCA PC33% (3)
- Cronología de La Manufactura EsbeltaDokument2 SeitenCronología de La Manufactura EsbeltaMiki Bear100% (2)
- Creación de Microempresa Procesadora de Lácteos en El Cantón Pallatanga.Dokument122 SeitenCreación de Microempresa Procesadora de Lácteos en El Cantón Pallatanga.Fresh FernandezNoch keine Bewertungen
- I .-Modapts Teoria 2021Dokument20 SeitenI .-Modapts Teoria 2021Imanol el GAMERNoch keine Bewertungen
- 19 Kaizen Detección, Prevención y Eliminación de Desperdicios Una Estrategia de CostosDokument35 Seiten19 Kaizen Detección, Prevención y Eliminación de Desperdicios Una Estrategia de Costoscarlos TimanaNoch keine Bewertungen
- TAREA #1 - Aplicación Del Pensamiento EsbeltoDokument9 SeitenTAREA #1 - Aplicación Del Pensamiento EsbeltoDavid ReyesNoch keine Bewertungen
- Distribucion de Planta UPIICSADokument10 SeitenDistribucion de Planta UPIICSAAlejandro Fonseca MillanNoch keine Bewertungen
- Practica 5Dokument8 SeitenPractica 5Rikardo VergaraNoch keine Bewertungen
- Una Introducción Al Sistema de HACCP PDFDokument19 SeitenUna Introducción Al Sistema de HACCP PDFEdwin Sevillano DominguezNoch keine Bewertungen
- Ae804 Administracion de La Produccion PDFDokument12 SeitenAe804 Administracion de La Produccion PDFEduardo ZanetiNoch keine Bewertungen
- Grupo Industrial MasecaDokument5 SeitenGrupo Industrial MasecaElyzaCucNoch keine Bewertungen
- Manufactura Esbelta: Caso de Estudio en Una Empresa de Productos EléctricosDokument7 SeitenManufactura Esbelta: Caso de Estudio en Una Empresa de Productos EléctricosPaulina GarciaNoch keine Bewertungen
- Gestión Ecológicamente Racional de La BiotecnologíaDokument18 SeitenGestión Ecológicamente Racional de La BiotecnologíaAlex EscobarNoch keine Bewertungen
- Guías Laboratorio Metódos y Tiempos PDFDokument27 SeitenGuías Laboratorio Metódos y Tiempos PDFAchcp ChainNoch keine Bewertungen
- Unidad II Analisis de Las OperacionesDokument12 SeitenUnidad II Analisis de Las OperacionesLUIS FELIPE ORTIZ GALICIANoch keine Bewertungen
- Ejercicios de productividad y eficiencia resueltos (35 carDokument5 SeitenEjercicios de productividad y eficiencia resueltos (35 carByronGarcíaNoch keine Bewertungen
- Estudio Ingenieria Metodos Carpinteria Guimar Guayana Ca PDFDokument106 SeitenEstudio Ingenieria Metodos Carpinteria Guimar Guayana Ca PDFIngenieriaHVNoch keine Bewertungen
- Teoria de Las Restricciones TocDokument15 SeitenTeoria de Las Restricciones TocNeiry Aceituno100% (1)
- Teoria - JITDokument27 SeitenTeoria - JITMarceloNoch keine Bewertungen
- Manual Productividad-OITDokument97 SeitenManual Productividad-OITJosé L. FailocNoch keine Bewertungen
- TESIS SMED LeanDokument30 SeitenTESIS SMED LeanKeyko Garcia VergaraNoch keine Bewertungen
- Proyecto Completo Control Estadistico de CalidadDokument28 SeitenProyecto Completo Control Estadistico de Calidadfernando10258963100% (1)
- HeijunkaDokument16 SeitenHeijunkaJose SantosNoch keine Bewertungen
- Ejercicios Graficas de ControlDokument4 SeitenEjercicios Graficas de ControlJesus Sebastian Villalobos HoyosNoch keine Bewertungen
- Regresión lineal simple temperatura vs presión vapor B-trimetilboroDokument1 SeiteRegresión lineal simple temperatura vs presión vapor B-trimetilborolopusNoch keine Bewertungen
- Control de PisoDokument53 SeitenControl de PisoJosé Rafael Peña GutierrezNoch keine Bewertungen
- Desarrollo Actvidad Evaluativa Eje 2Dokument38 SeitenDesarrollo Actvidad Evaluativa Eje 2Ehuvany Martinez0% (1)
- Carta de Presentacion FORDDokument1 SeiteCarta de Presentacion FORDMiguel GuerreroNoch keine Bewertungen
- Calidad en El Servicio y Satisfaccion. TesisDokument122 SeitenCalidad en El Servicio y Satisfaccion. TesisDavis JazminNoch keine Bewertungen
- Control Estadístico de ProcesosDokument26 SeitenControl Estadístico de ProcesosjosueNoch keine Bewertungen
- Aditivos Utilizados en Tortilla de MaizDokument22 SeitenAditivos Utilizados en Tortilla de MaizEfren BarrancoNoch keine Bewertungen
- Trabajo Planta CerveceraDokument16 SeitenTrabajo Planta CerveceraCris Medina PoolNoch keine Bewertungen
- Nuevo Presentación de Microsoft PowerPoint Gerencia 1 PDFDokument44 SeitenNuevo Presentación de Microsoft PowerPoint Gerencia 1 PDFAlejandra ColindresNoch keine Bewertungen
- Lectura - Jit & KanbanDokument18 SeitenLectura - Jit & KanbanMadeline Siccha RuizNoch keine Bewertungen
- Historia del JITDokument3 SeitenHistoria del JITJesusAbrahamFernandezLlecllishNoch keine Bewertungen
- Sistemas Producción EsbeltaDokument20 SeitenSistemas Producción Esbeltajose daniel capos herediaNoch keine Bewertungen
- Ensayo Justo A TiempoDokument6 SeitenEnsayo Justo A TiempoLEIDY NAYELI HERNANDEZ LABASTIDA100% (1)
- Informe Justo A Tiempo 2014Dokument7 SeitenInforme Justo A Tiempo 2014Beatriz Jerez Izquierdo0% (1)
- Trabajo Justo A TiempoDokument16 SeitenTrabajo Justo A Tiempoalfredo_1313Noch keine Bewertungen
- Las ideas clave del sistema Toyota de producciónDokument2 SeitenLas ideas clave del sistema Toyota de producciónAisha ArmendarizNoch keine Bewertungen
- Just in TimeDokument9 SeitenJust in TimeAna Karen Arias CamposNoch keine Bewertungen
- Unidad 2-Aplicación de Tps AnvisaDokument15 SeitenUnidad 2-Aplicación de Tps AnvisaJuan DanielNoch keine Bewertungen
- Justo A TiempoDokument13 SeitenJusto A Tiempowilliam valeraNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Tesla - 00416193 (Motor Electro-Magnético)Dokument4 SeitenTesla - 00416193 (Motor Electro-Magnético)Antonio Pérez Jaramillo.Noch keine Bewertungen
- Biblia de Los Trucos para Windows E InternetDokument180 SeitenBiblia de Los Trucos para Windows E Internetmagatscribd100% (74)
- Vla Vu Las Deposit OsDokument16 SeitenVla Vu Las Deposit Oskikkinzotte09Noch keine Bewertungen
- Tesla - 00645576 (Sistema de Transmisión de Energía Eléctrica)Dokument9 SeitenTesla - 00645576 (Sistema de Transmisión de Energía Eléctrica)Antonio Perez Jaramillo100% (3)
- Los Grupos Sanguineos y La AlimentacionDokument81 SeitenLos Grupos Sanguineos y La Alimentacionwarrior_2008100% (2)
- Tesla - 00405859 (Método de Transmisión de Energía Eléctrica)Dokument4 SeitenTesla - 00405859 (Método de Transmisión de Energía Eléctrica)tao2012Noch keine Bewertungen
- Tesla - 01119732 (Aparatos para Transmisión de Energía Eléctrica)Dokument5 SeitenTesla - 01119732 (Aparatos para Transmisión de Energía Eléctrica)Antonio Perez Jaramillo100% (5)
- Voltimetro ANALOGODokument24 SeitenVoltimetro ANALOGOyamitinfante100% (1)
- 03 - Tesla - 00593138 (Transformadores Eléctricos) PDFDokument5 Seiten03 - Tesla - 00593138 (Transformadores Eléctricos) PDFwarrior_2008Noch keine Bewertungen
- LATABLADELAESMERALDADokument2 SeitenLATABLADELAESMERALDAJay Symasundar DasNoch keine Bewertungen
- Toda La Verdad Sobre La Realidad de La Tierra Hueca PDFDokument78 SeitenToda La Verdad Sobre La Realidad de La Tierra Hueca PDFGary Jansen Varela100% (1)
- Algebra y GeometriaDokument202 SeitenAlgebra y GeometriaAquiles Baeza100% (3)
- Dualpacker (Petróleo)Dokument21 SeitenDualpacker (Petróleo)warrior_2008Noch keine Bewertungen
- Dualpacker (Petróleo)Dokument21 SeitenDualpacker (Petróleo)warrior_2008Noch keine Bewertungen
- Patrones en El Analisis de DrenajesDokument40 SeitenPatrones en El Analisis de Drenajeswarrior_2008100% (1)
- Power Point 2003Dokument16 SeitenPower Point 2003apolo456100% (1)
- Huawei Y635-L01 Manual de UsuarioDokument78 SeitenHuawei Y635-L01 Manual de Usuariowarrior_2008Noch keine Bewertungen
- Sistemas de ControlbopsDokument25 SeitenSistemas de ControlbopsjorgeperzNoch keine Bewertungen
- 6.-Sistemas Medidor de Parametro de ControlDokument3 Seiten6.-Sistemas Medidor de Parametro de ControlJuan Pablo Rodas BarjaNoch keine Bewertungen
- (R) Sistema de IzajeDokument29 Seiten(R) Sistema de IzajeRaul Hernandez92% (12)
- La Biblia de ExcelDokument98 SeitenLa Biblia de ExcelGabo100% (118)
- 1000 Ejercicios de Gimnasia BásicaDokument293 Seiten1000 Ejercicios de Gimnasia BásicaATOPEDEGYM66% (87)
- Iz Hernandez PDF by Chuska (WWW Cantabriatorrent Net)Dokument94 SeitenIz Hernandez PDF by Chuska (WWW Cantabriatorrent Net)Victor AnibalNoch keine Bewertungen
- Sistema de CirculacionDokument19 SeitenSistema de Circulacionwarrior_2008Noch keine Bewertungen
- Sistema RotatorioDokument14 SeitenSistema Rotatoriowarrior_2008100% (2)
- Sistema RotatorioDokument14 SeitenSistema Rotatoriowarrior_2008100% (2)
- EvaporitasDokument41 SeitenEvaporitasReysa Trujillo RamosNoch keine Bewertungen
- Dualpacker (Petróleo)Dokument21 SeitenDualpacker (Petróleo)warrior_2008Noch keine Bewertungen
- Informe de inspección del sistema de bombeo en mina IslayDokument4 SeitenInforme de inspección del sistema de bombeo en mina IslayJhony Gallegos GarciaNoch keine Bewertungen
- Clase 3 - Vers 1Dokument15 SeitenClase 3 - Vers 1Alejandra GonzalezNoch keine Bewertungen
- CircuitosDokument4 SeitenCircuitosAlejandro BlzNoch keine Bewertungen
- Los Instrumentos de Percusion OrquestalDokument11 SeitenLos Instrumentos de Percusion Orquestalmauricio zapataNoch keine Bewertungen
- Taller Planos P&idDokument13 SeitenTaller Planos P&idESTUDIANTE ACTIVO LUIS ANTONIO GONZALEZ MUÑOZNoch keine Bewertungen
- Evaluación de ECGDokument2 SeitenEvaluación de ECGJosé Daniel LavatelliNoch keine Bewertungen
- Redacción CientíficaDokument5 SeitenRedacción CientíficaAndreina Ermoxa100% (1)
- Vera Lucia Lainez Godinez HDokument19 SeitenVera Lucia Lainez Godinez HLucia LainezNoch keine Bewertungen
- Hojade Vida 2023Dokument5 SeitenHojade Vida 2023Stiven AvendañoNoch keine Bewertungen
- Práctica 0. Familiarización Con GNS3 y VPCS.: ObjetivosDokument11 SeitenPráctica 0. Familiarización Con GNS3 y VPCS.: Objetivosisabel arenasNoch keine Bewertungen
- Nomina FormatoDokument5 SeitenNomina FormatoJORGE LUIS CAMACHO CHNoch keine Bewertungen
- Análisis financiero de proyecto de investigación sobre formación y evaluación de proyectosDokument25 SeitenAnálisis financiero de proyecto de investigación sobre formación y evaluación de proyectosFredy DanielNoch keine Bewertungen
- Examen 3er Grado Bloque IIIDokument10 SeitenExamen 3er Grado Bloque IIILuis AltNoch keine Bewertungen
- QAT-SGS-FO-K4 Check List de Inspección Mezclador de Concreto Tipo Tolva Ver. 00Dokument1 SeiteQAT-SGS-FO-K4 Check List de Inspección Mezclador de Concreto Tipo Tolva Ver. 00Juan Carlos Lavado JuarezNoch keine Bewertungen
- Manual GMDokument35 SeitenManual GMShiMMyShaKe83% (30)
- Ensayo Sobre Encabezamiento de MateriaDokument8 SeitenEnsayo Sobre Encabezamiento de MateriaEliecerElChepeSilvaNoch keine Bewertungen
- Examen 20 - Final 8Dokument3 SeitenExamen 20 - Final 8Yeison Aguirre OsorioNoch keine Bewertungen
- 03 Designación de RodamientosDokument23 Seiten03 Designación de RodamientosRicardo Vash Lázaro100% (3)
- Sesion Factorizar RolandoTDokument2 SeitenSesion Factorizar RolandoTjoelreyes15Noch keine Bewertungen
- Integradora IIDokument51 SeitenIntegradora IIMaría de Los Ángeles Jarquín GabrielliNoch keine Bewertungen
- Medir resistencia bobina relé automóvilDokument1 SeiteMedir resistencia bobina relé automóvilLuisVillafuerteNoch keine Bewertungen
- P.C. #16 - Armaduras Espaciales - Análisis Por El Método de Las SeccionesDokument6 SeitenP.C. #16 - Armaduras Espaciales - Análisis Por El Método de Las SeccionesPrudencio Milla BrayanNoch keine Bewertungen
- Texto Escolar PDFDokument144 SeitenTexto Escolar PDFwilsonNoch keine Bewertungen
- Excel AntisismicaDokument10 SeitenExcel AntisismicaFlor diana Sánchez albornozNoch keine Bewertungen
- Spec Bateria Proposito General 12V 75ADokument10 SeitenSpec Bateria Proposito General 12V 75ADi&TECNoch keine Bewertungen
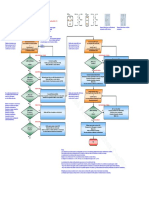
- Cómo procesan información cerebro y CPUDokument3 SeitenCómo procesan información cerebro y CPUSandra Rupailla100% (1)
- Traductores DefinicionesDokument5 SeitenTraductores DefinicionesSelene PerezNoch keine Bewertungen
- INFORMEDokument36 SeitenINFORMECristhian Arroyo PinedoNoch keine Bewertungen
- El Análisis de La Información en Los Medios de ComunicaciónDokument3 SeitenEl Análisis de La Información en Los Medios de ComunicaciónJaiber Uribe ÚsugaNoch keine Bewertungen
- Codigos ASMEDokument2 SeitenCodigos ASMEDemetrioNoch keine Bewertungen