Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Welcome Letter - Metrobank InstructionDokument4 SeitenWelcome Letter - Metrobank InstructionRose Marie Secretaria BerdosNoch keine Bewertungen
- Translation: Hue University College of Foreign Languages Department of EnglishDokument55 SeitenTranslation: Hue University College of Foreign Languages Department of EnglishQuốc Linh100% (4)
- AOTA Student Newsletter Issue 1Dokument19 SeitenAOTA Student Newsletter Issue 1jamie_morris_63100% (1)
- Professional AdjustmentDokument10 SeitenProfessional AdjustmentKate BasaNoch keine Bewertungen
- Selecting Employees and Placing Them in JobsDokument32 SeitenSelecting Employees and Placing Them in JobsHelena MontgomeryNoch keine Bewertungen
- Commercial Property Advisors Due Diligence ChecklistsDokument8 SeitenCommercial Property Advisors Due Diligence ChecklistsAnonymous xcxC7m100% (1)
- LTIP Bonus and Yearly Bonus CalculationDokument7 SeitenLTIP Bonus and Yearly Bonus CalculationBOBBY SINHANoch keine Bewertungen
- Republic Act No. 4670 (Wilmar) The Magna Carta For Public School TeachersDokument2 SeitenRepublic Act No. 4670 (Wilmar) The Magna Carta For Public School TeachersShaira LopezNoch keine Bewertungen
- Book - No Asshole RuleDokument99 SeitenBook - No Asshole RuleBruno TeiderNoch keine Bewertungen
- Verb PhrasesDokument1 SeiteVerb PhrasesnicolasNoch keine Bewertungen
- Application Letter - Mendoza, QuenieDokument2 SeitenApplication Letter - Mendoza, QuenieQuenie Mendoza100% (1)
- Employee WelfareDokument70 SeitenEmployee WelfareHardik KinhikarNoch keine Bewertungen
- G7 Tabora v. PeopleDokument12 SeitenG7 Tabora v. PeopleThea Well RapistaNoch keine Bewertungen
- Job DesignDokument7 SeitenJob DesignBeezy BeeNoch keine Bewertungen
- Planning and Scheduling Operations: Cooper Tire and Rubber CompanyDokument35 SeitenPlanning and Scheduling Operations: Cooper Tire and Rubber CompanyLeycrow RatzingerNoch keine Bewertungen
- Arangkada 2010Dokument474 SeitenArangkada 2010Aries MatibagNoch keine Bewertungen
- Telefónica UK Pension Plan: Expression of Wish FormDokument1 SeiteTelefónica UK Pension Plan: Expression of Wish FormDipesh LimbachiaNoch keine Bewertungen
- Financial and Management Accounting-1 PDFDokument108 SeitenFinancial and Management Accounting-1 PDFAugastusBwalyaLombeNoch keine Bewertungen
- Free Press 090409Dokument24 SeitenFree Press 090409Donna S. SeayNoch keine Bewertungen
- Labor Book1Dokument160 SeitenLabor Book1nikkibeverly73Noch keine Bewertungen
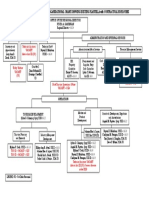
- Dot-Car Organizational ChartDokument1 SeiteDot-Car Organizational ChartRanze Angelique Concepcion BaculloNoch keine Bewertungen
- Benefits and Challenges of Adopting A Diversity Management ApproachDokument13 SeitenBenefits and Challenges of Adopting A Diversity Management ApproachjanesteveNoch keine Bewertungen
- Chapter 8 Location StrategiesDokument6 SeitenChapter 8 Location StrategiesNivedita ChoudharyNoch keine Bewertungen
- Nyaboke Kiangoi Mba 2015Dokument61 SeitenNyaboke Kiangoi Mba 2015Hasi VidsNoch keine Bewertungen
- Mentoring SyllabusDokument18 SeitenMentoring SyllabusCraig A. Hunnel100% (1)
- Stories For Seniors Printable One-SheetDokument1 SeiteStories For Seniors Printable One-Sheetellouisestory50% (2)
- Social Welfare AdministrationDokument11 SeitenSocial Welfare AdministrationMaryam Zaydy AlwastiNoch keine Bewertungen
- Exhibit C - Scope of WorkDokument91 SeitenExhibit C - Scope of WorkMiftah Masrur100% (1)
- De La Cruz JR Vs NLRC - 145417 - December 11, 2003 - J PDFDokument7 SeitenDe La Cruz JR Vs NLRC - 145417 - December 11, 2003 - J PDFRenz R.100% (1)
- Gaining Competive Advantage Through Human ResourcesDokument7 SeitenGaining Competive Advantage Through Human ResourcesThanChan ShimrayNoch keine Bewertungen