Das könnte Ihnen auch gefallen
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesVon EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesBewertung: 4 von 5 Sternen4/5 (1)
- Tempering (Metallurgy)Dokument11 SeitenTempering (Metallurgy)apa605Noch keine Bewertungen
- Tempering (Metallurgy)Dokument12 SeitenTempering (Metallurgy)rochmat sawaludinNoch keine Bewertungen
- Draft Strain HardeningDokument9 SeitenDraft Strain HardeningRho AsaNoch keine Bewertungen
- Aircraft Materials and Processes PDFDokument129 SeitenAircraft Materials and Processes PDFgibea erllyn ramos100% (1)
- Heat Treatment Steel: ObjectDokument10 SeitenHeat Treatment Steel: ObjectKetut Rizki FirmandanuNoch keine Bewertungen
- 202 Out2Dokument8 Seiten202 Out2professorNoch keine Bewertungen
- Metal Working Processes (LEC)Dokument18 SeitenMetal Working Processes (LEC)Rafael AdrianNoch keine Bewertungen
- Heat Treatment: ME 318 Manufacturing TechniquesDokument12 SeitenHeat Treatment: ME 318 Manufacturing Techniquesmayur_mechNoch keine Bewertungen
- Difference Between Hardness and Harden AbilityDokument9 SeitenDifference Between Hardness and Harden AbilityJoydev GangulyNoch keine Bewertungen
- Completely Describe The Iron-Carbon Diagram With HelpingDokument5 SeitenCompletely Describe The Iron-Carbon Diagram With HelpingwaqarNoch keine Bewertungen
- Aircraft Materials and ProcessesDokument248 SeitenAircraft Materials and ProcessesJuly TadeNoch keine Bewertungen
- Tech Gudeline - HEAT TREATMENTDokument15 SeitenTech Gudeline - HEAT TREATMENTggi internationalNoch keine Bewertungen
- KNS1042 Metals Part1 W8Dokument29 SeitenKNS1042 Metals Part1 W8justine2109Noch keine Bewertungen
- Heat Treatment of SteelDokument3 SeitenHeat Treatment of SteelpramodNoch keine Bewertungen
- Resumen MaterialesDokument20 SeitenResumen MaterialesLorenzoNoch keine Bewertungen
- Lab Report 3Dokument3 SeitenLab Report 3John HowellNoch keine Bewertungen
- Metals and AlloysDokument13 SeitenMetals and Alloyswoi mariaNoch keine Bewertungen
- Amp Lecture NotesDokument98 SeitenAmp Lecture NotesRadhika AmmuluNoch keine Bewertungen
- Heat Treatment of SteelDokument3 SeitenHeat Treatment of SteelKristine ReyesNoch keine Bewertungen
- 4 Mechanical PropertiesDokument4 Seiten4 Mechanical PropertiesVikash PalNoch keine Bewertungen
- Strengthen MechanismDokument28 SeitenStrengthen MechanismErma Ramos EstilloreNoch keine Bewertungen
- This Article Is About Metal Heat TreatmentsDokument48 SeitenThis Article Is About Metal Heat TreatmentsquangluyNoch keine Bewertungen
- Embrittlement of SteelsDokument26 SeitenEmbrittlement of SteelsUlises Quintana CarhuanchoNoch keine Bewertungen
- Iare Amp Lecture NotesDokument98 SeitenIare Amp Lecture NotesDeepika PandeyNoch keine Bewertungen
- Aircraft Materials and Processes What Are The Different Ferrous Materials Used On Aircraft?Dokument9 SeitenAircraft Materials and Processes What Are The Different Ferrous Materials Used On Aircraft?Jan Patrick VelosoNoch keine Bewertungen
- Properties of MetalsDokument3 SeitenProperties of MetalsChris Michelle Japin100% (1)
- Heat TreatmentDokument4 SeitenHeat TreatmentSomnath DeyNoch keine Bewertungen
- Heat Treatment is the Process of Heating Metal Without Letting It Reach Its Molten, Or Melting, Stage, And Then Cooling the Metal in a Controlled Way to Select Desired Mechanical Properties. Heat Treatment is Used ToDokument14 SeitenHeat Treatment is the Process of Heating Metal Without Letting It Reach Its Molten, Or Melting, Stage, And Then Cooling the Metal in a Controlled Way to Select Desired Mechanical Properties. Heat Treatment is Used Toxy zNoch keine Bewertungen
- Stamping 101: Material Guidelines: Properties and Characteristics That Affect FormabilityDokument5 SeitenStamping 101: Material Guidelines: Properties and Characteristics That Affect FormabilityDavid RodriguezNoch keine Bewertungen
- Metalurgi FisikDokument8 SeitenMetalurgi FisikAgustine SetiawanNoch keine Bewertungen
- The 4 Types of Heat Treatment Steel Undergoes - Kloeckner MetalsDokument5 SeitenThe 4 Types of Heat Treatment Steel Undergoes - Kloeckner MetalsSrivishnu vemulaNoch keine Bewertungen
- Steel Terminology Elements Commonly Specified in SteelsDokument4 SeitenSteel Terminology Elements Commonly Specified in SteelsjigarkmehtaNoch keine Bewertungen
- Dual PhaseDokument3 SeitenDual Phaseahmed ezwaiNoch keine Bewertungen
- Use of Steel & Aluminium in Shipbuilding, Properties & Grades of SteelDokument14 SeitenUse of Steel & Aluminium in Shipbuilding, Properties & Grades of SteelReuben Ephraim100% (1)
- TERMSDokument137 SeitenTERMSDhayane RedoquerioNoch keine Bewertungen
- Assignment 1Dokument20 SeitenAssignment 1Md Ashraful RahmanNoch keine Bewertungen
- Industrial Process of Martensite FornationDokument16 SeitenIndustrial Process of Martensite Fornationqnikil7_669442093Noch keine Bewertungen
- Politecnico Di Torino - School of Architecture: SteelDokument22 SeitenPolitecnico Di Torino - School of Architecture: SteelamenrareptNoch keine Bewertungen
- Discuss at Least Four Techniques in Forming MetalsDokument3 SeitenDiscuss at Least Four Techniques in Forming MetalsJeffrey JimenezNoch keine Bewertungen
- Heat Treatment of Metals and AlloysDokument4 SeitenHeat Treatment of Metals and AlloysMuhammad Kashif KalyarNoch keine Bewertungen
- CPM300 MetallurgyDokument70 SeitenCPM300 MetallurgyhadiNoch keine Bewertungen
- Chapter 2 2Dokument43 SeitenChapter 2 2Borokinni ToluNoch keine Bewertungen
- 6.1 Aircraft Materials - Ferrous LP-1 To 18Dokument7 Seiten6.1 Aircraft Materials - Ferrous LP-1 To 18CHAITANYA SATPUTENoch keine Bewertungen
- 6.1 Aircraft Materials - Ferrous LP-1 To 18 PDFDokument7 Seiten6.1 Aircraft Materials - Ferrous LP-1 To 18 PDFCHAITANYA SATPUTENoch keine Bewertungen
- Heat Treatment GlossaryDokument7 SeitenHeat Treatment GlossaryhsemargNoch keine Bewertungen
- Heat Treatment of MetalsDokument7 SeitenHeat Treatment of MetalsGian BanaresNoch keine Bewertungen
- Toughness Revisited: Effect of Alloying Elements On ToughnessDokument3 SeitenToughness Revisited: Effect of Alloying Elements On ToughnessskluxNoch keine Bewertungen
- Forming, Working and Heat-Treating MetalDokument2 SeitenForming, Working and Heat-Treating MetalSultan RomiNoch keine Bewertungen
- Question 3Dokument4 SeitenQuestion 3Fazerin ShahNoch keine Bewertungen
- Materials QuestionsDokument30 SeitenMaterials QuestionsMatheus SouzaNoch keine Bewertungen
- AnnealingDokument9 SeitenAnnealingRathne AbeynayakeNoch keine Bewertungen
- Hot Working & Cold WorkingDokument34 SeitenHot Working & Cold Workingavutu_kunduruNoch keine Bewertungen
- Mechanical PropertiesDokument9 SeitenMechanical PropertiessamstiraNoch keine Bewertungen
- Metal Forming and Heat TreatmentDokument75 SeitenMetal Forming and Heat Treatmentkenneth iyahenNoch keine Bewertungen
- Machine DesignDokument49 SeitenMachine Designenchong091Noch keine Bewertungen
- Compilation of Elements in Machine Design IDokument21 SeitenCompilation of Elements in Machine Design IMike Adrian Cerbito100% (1)
- Amt 115 Topic 1-5Dokument21 SeitenAmt 115 Topic 1-5CONYONoch keine Bewertungen
- Properties of MetalDokument2 SeitenProperties of MetalRAHUL MAHAWARNoch keine Bewertungen
- Material ProcessDokument25 SeitenMaterial ProcessAhmad HanifNoch keine Bewertungen
- Fiz Uis f4p1Dokument12 SeitenFiz Uis f4p1Adibah AliasNoch keine Bewertungen
- Labelling BMDokument31 SeitenLabelling BMCyprian RianNoch keine Bewertungen
- Classifying (Answers)Dokument4 SeitenClassifying (Answers)Cyprian RianNoch keine Bewertungen
- Jawapan Sains PMR (Labelling)Dokument13 SeitenJawapan Sains PMR (Labelling)Amanz SamadNoch keine Bewertungen
- Experimenting (Edit) AnswersDokument10 SeitenExperimenting (Edit) AnswersAdibah AliasNoch keine Bewertungen
- Fiz Uis f4p2Dokument12 SeitenFiz Uis f4p2Adibah AliasNoch keine Bewertungen
- Organisma R, S, T, U Dan V) : FIGURE 1 / Rajah 1Dokument12 SeitenOrganisma R, S, T, U Dan V) : FIGURE 1 / Rajah 1Adibah AliasNoch keine Bewertungen
- Answers (Using Numbers)Dokument3 SeitenAnswers (Using Numbers)Adibah AliasNoch keine Bewertungen
- 2ndtermexm MT f2 p2Dokument6 Seiten2ndtermexm MT f2 p2Adibah AliasNoch keine Bewertungen
- 2ndtermexm MT f2 p1Dokument10 Seiten2ndtermexm MT f2 p1Adibah AliasNoch keine Bewertungen
- Physics Cambridge Igcse Year 10 Paper2Dokument21 SeitenPhysics Cambridge Igcse Year 10 Paper2Adibah AliasNoch keine Bewertungen
- Physics Cambridge Igcse Year 10 Paper 1Dokument18 SeitenPhysics Cambridge Igcse Year 10 Paper 1Adibah AliasNoch keine Bewertungen
- Yearly Plan t2 2012 Labelled Pbs BandDokument24 SeitenYearly Plan t2 2012 Labelled Pbs BandAdibah AliasNoch keine Bewertungen
- Section A (SUBJECTIVE)Dokument6 SeitenSection A (SUBJECTIVE)audreyngNoch keine Bewertungen
- SMK Tanjung Adang, Gelang Patah, Johor Yearly Lesson Plan Mathematics Form Two 2009Dokument12 SeitenSMK Tanjung Adang, Gelang Patah, Johor Yearly Lesson Plan Mathematics Form Two 2009Adibah AliasNoch keine Bewertungen
- Form 2 - Chapter 13Dokument8 SeitenForm 2 - Chapter 13Adibah AliasNoch keine Bewertungen
- Fiz Uis f5p2Dokument19 SeitenFiz Uis f5p2Adibah AliasNoch keine Bewertungen
- f2 First TermDokument3 Seitenf2 First TermAdibah AliasNoch keine Bewertungen
- 0610 s11 Ms 11Dokument2 Seiten0610 s11 Ms 11Abdul WahabNoch keine Bewertungen
- Fiz Ssu f5p2Dokument19 SeitenFiz Ssu f5p2Adibah AliasNoch keine Bewertungen
- Fiz Uis f4p1Dokument12 SeitenFiz Uis f4p1Adibah AliasNoch keine Bewertungen
- 0625 s11 QP 11Dokument20 Seiten0625 s11 QP 11Adibah AliasNoch keine Bewertungen
- MTSS Y4 Firsterm 2011Dokument4 SeitenMTSS Y4 Firsterm 2011Adibah AliasNoch keine Bewertungen
- MTSS Y4 Firsterm 2011Dokument4 SeitenMTSS Y4 Firsterm 2011Adibah AliasNoch keine Bewertungen
- 2-1. Drifting & Tunneling Drilling Tools PDFDokument9 Seiten2-1. Drifting & Tunneling Drilling Tools PDFSubhash KediaNoch keine Bewertungen
- Welding Procedure For BOXNR Wagon (WPS)Dokument8 SeitenWelding Procedure For BOXNR Wagon (WPS)Shekher Nikhil100% (1)
- Adaptive Control Systems For MachiningDokument10 SeitenAdaptive Control Systems For MachiningRaj JhaNoch keine Bewertungen
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyDokument16 SeitenTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyJithuJohnNoch keine Bewertungen
- 34 CR Ni Mo 6Dokument1 Seite34 CR Ni Mo 6Bogdan CraciunNoch keine Bewertungen
- Presentation On Heat TreatmentsDokument34 SeitenPresentation On Heat TreatmentsVinothkumarNoch keine Bewertungen
- AI Countersunk BoltDokument66 SeitenAI Countersunk BoltHugo Mario Ariza PalacioNoch keine Bewertungen
- Ch-8.2 Screw Thread ManufacturingDokument18 SeitenCh-8.2 Screw Thread ManufacturingPrateek Bayal0% (2)
- 10 - Optimization of Milling Machining Process Parameters A ReviewDokument11 Seiten10 - Optimization of Milling Machining Process Parameters A ReviewdimasNoch keine Bewertungen
- Wis5 22553Dokument14 SeitenWis5 22553Quang Duan Nguyen100% (1)
- rr321803 Foundry TechnologyDokument6 Seitenrr321803 Foundry TechnologySRINIVASA RAO GANTANoch keine Bewertungen
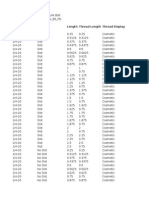
- Price QuotationDokument32 SeitenPrice QuotationGilven MedinaNoch keine Bewertungen
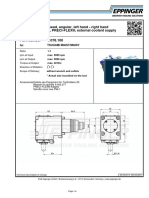
- Datenblaetter - 7078100-Tun Mill AccessoriesDokument4 SeitenDatenblaetter - 7078100-Tun Mill AccessoriesVC KannanNoch keine Bewertungen
- Astm A 668Dokument9 SeitenAstm A 668Ryan Lasaca100% (1)
- 1020 Bright Carbon Steel Bar 2Dokument3 Seiten1020 Bright Carbon Steel Bar 2thyskieNoch keine Bewertungen
- F23Dokument2 SeitenF23aravindanNoch keine Bewertungen
- Manufacturing Engineering - IIDokument3 SeitenManufacturing Engineering - IIPradip PatelNoch keine Bewertungen
- Company Profile Panca Putra MadaniDokument29 SeitenCompany Profile Panca Putra MadaniFauzan HammamNoch keine Bewertungen
- SS9208 Rev 48 (Production Acceptance Criteria)Dokument64 SeitenSS9208 Rev 48 (Production Acceptance Criteria)mtcengineering100% (1)
- 06 - Sheet-Metal Forming PDFDokument52 Seiten06 - Sheet-Metal Forming PDFmandakini baskeyNoch keine Bewertungen
- Advantages and Application of PCD and CBN ToolsDokument14 SeitenAdvantages and Application of PCD and CBN ToolsMark EnriquezNoch keine Bewertungen
- Fitting Shop Workshop TechnologyDokument10 SeitenFitting Shop Workshop TechnologyBilal Tayyab75% (12)
- ScrewsDokument35 SeitenScrewsRodel Marata100% (2)
- 1 Sand CastingDokument21 Seiten1 Sand CastingMayank GroverNoch keine Bewertungen
- Syllabus - SEM VI-DE 1 (ME-AE) - Advanced Manufacturing ProcessesDokument3 SeitenSyllabus - SEM VI-DE 1 (ME-AE) - Advanced Manufacturing ProcessesAnonymous gvikC9AsDNoch keine Bewertungen
- Welding Processes ANB IIWDokument273 SeitenWelding Processes ANB IIWAsad Bin Ala Qatari100% (5)
- $pulley MachiningDokument1 Seite$pulley MachiningPlant Head PrasadNoch keine Bewertungen
- Reconcilation of Welding Consumable and Associated Consumable For Piping and StructureDokument44 SeitenReconcilation of Welding Consumable and Associated Consumable For Piping and StructureRakesh Ranjan50% (2)
- Stainless Steel Grade Comparision System Diagram of Stainless Steel - Corrosion &heat Resistance Strength, Machinability WiseDokument1 SeiteStainless Steel Grade Comparision System Diagram of Stainless Steel - Corrosion &heat Resistance Strength, Machinability WiseSatyamEngNoch keine Bewertungen
- Astm A36Dokument2 SeitenAstm A36Denny Angriawan NurcahyaNoch keine Bewertungen