Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Failure PVC PipeDokument31 SeitenFailure PVC PipeHAJEYYNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Zip GunDokument7 SeitenZip Gunbtbam11222Noch keine Bewertungen
- TDP-502 Water Piping and PumpsDokument63 SeitenTDP-502 Water Piping and PumpsAmr HeshamNoch keine Bewertungen
- Acidizing With CTUDokument6 SeitenAcidizing With CTUMuhammad ShahrukhNoch keine Bewertungen
- Evaluation of The Bolting and Flanges of Ansi B16.5 Flanged JointsDokument184 SeitenEvaluation of The Bolting and Flanges of Ansi B16.5 Flanged Jointsila_368684492100% (2)
- BS 5041-3-1975 Fire Hydrant Systems EquipmentDokument10 SeitenBS 5041-3-1975 Fire Hydrant Systems EquipmentTrần Khắc ĐộNoch keine Bewertungen
- Absolute LYFT Pulsed Eddy CurrentDokument2 SeitenAbsolute LYFT Pulsed Eddy CurrentgulmuhrNoch keine Bewertungen
- Pipeline Isolating Joints (Amendments - Supplements To ISO 15590-2 - 2003)Dokument18 SeitenPipeline Isolating Joints (Amendments - Supplements To ISO 15590-2 - 2003)Jacob PhilipNoch keine Bewertungen
- Pyrolysis PlantDokument14 SeitenPyrolysis PlantElie AbNoch keine Bewertungen
- Hyd Book 11Dokument300 SeitenHyd Book 11hanifpanjaNoch keine Bewertungen
- Process Industry Practices Process Control: Pip Pcign300 General Instrument Accessory DetailsDokument10 SeitenProcess Industry Practices Process Control: Pip Pcign300 General Instrument Accessory DetailsEr Bishwonath ShahNoch keine Bewertungen
- Berat BajaDokument25 SeitenBerat BajaAchmad Zaki ZulkarnainNoch keine Bewertungen
- Importance of Dedusting Pipe LayoutDokument4 SeitenImportance of Dedusting Pipe LayoutManoj ThakurNoch keine Bewertungen
- ArioshDokument14 SeitenArioshumer shafiqueNoch keine Bewertungen
- Steelmark ProfileDokument14 SeitenSteelmark ProfileAzizul KhanNoch keine Bewertungen
- Lista ProductosDokument133 SeitenLista ProductosmangalamtestingbureaNoch keine Bewertungen
- Lession 1 Materials and Sanitary Features of The Dairy EquipmentDokument77 SeitenLession 1 Materials and Sanitary Features of The Dairy EquipmentRajat Jain100% (1)
- 2013.03.11 Ssi2000 2010 HDDokument28 Seiten2013.03.11 Ssi2000 2010 HDdanko826Noch keine Bewertungen
- Chapter-7: Imported MachineriesDokument16 SeitenChapter-7: Imported MachineriesSim Khoon AunNoch keine Bewertungen
- Orifice Fittings Brochure PDFDokument10 SeitenOrifice Fittings Brochure PDFisukuruNoch keine Bewertungen
- PVM Ms 4749 BDokument48 SeitenPVM Ms 4749 BabdelillahNoch keine Bewertungen
- Instruction Manual: Phosphate AnalyzerDokument39 SeitenInstruction Manual: Phosphate AnalyzerdhitanandaNoch keine Bewertungen
- Memorandum Circular No. 22-18Dokument66 SeitenMemorandum Circular No. 22-18Marce MangaoangNoch keine Bewertungen
- VRF Indoor Unit Four Way Cassette (2 Generation DC Series, 50/60Hz)Dokument2 SeitenVRF Indoor Unit Four Way Cassette (2 Generation DC Series, 50/60Hz)JAQANoch keine Bewertungen
- As 5200.458-2008 Plumbing and Drainage Products Universal Plastic-Bodied Transition CouplingsDokument7 SeitenAs 5200.458-2008 Plumbing and Drainage Products Universal Plastic-Bodied Transition CouplingsSAI Global - APACNoch keine Bewertungen
- EHB en File 10.7.3 Welding Ends Butt Welded Acc To ASME B16.25 and ASME B16.9Dokument2 SeitenEHB en File 10.7.3 Welding Ends Butt Welded Acc To ASME B16.25 and ASME B16.9Rene ParedeschaconNoch keine Bewertungen
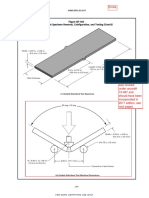
- Figure QF-463 Bend Test Specimen Removal, Configuration, and Testing (Cont'd)Dokument7 SeitenFigure QF-463 Bend Test Specimen Removal, Configuration, and Testing (Cont'd)Gangadhar SahuNoch keine Bewertungen
- Leda Industrial Gates and Perimeter Security HandbookDokument160 SeitenLeda Industrial Gates and Perimeter Security HandbookJessicaNoch keine Bewertungen
- Material Assessment Report - Mis ArabiaDokument6 SeitenMaterial Assessment Report - Mis ArabiaBALAKRISHANANNoch keine Bewertungen
- PDFDokument52 SeitenPDFzhobeysNoch keine Bewertungen