Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Silo CountyT1 DS Rev02-562791007ebe3Dokument2 SeitenSilo CountyT1 DS Rev02-562791007ebe3Andor MolitoriszNoch keine Bewertungen
- Neumesy Robot For NeurosurgeryDokument32 SeitenNeumesy Robot For NeurosurgeryAndor MolitoriszNoch keine Bewertungen
- N Leveltec L en 16 1Dokument4 SeitenN Leveltec L en 16 1Andor MolitoriszNoch keine Bewertungen
- DENWEL Carboblender v16bDokument2 SeitenDENWEL Carboblender v16bAndor MolitoriszNoch keine Bewertungen
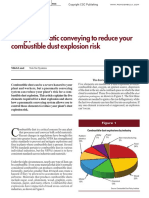
- Using Pneumatic Conveying To Reduce Your Combustible Dust Explosion RiskDokument3 SeitenUsing Pneumatic Conveying To Reduce Your Combustible Dust Explosion RiskAndor MolitoriszNoch keine Bewertungen
- DIN CatalogDokument60 SeitenDIN CatalogAndor MolitoriszNoch keine Bewertungen
- Supports For Pipelines 1758uk 7-03-15 PDFDokument46 SeitenSupports For Pipelines 1758uk 7-03-15 PDFAndor MolitoriszNoch keine Bewertungen
- Alfa Laval Brew 301Dokument4 SeitenAlfa Laval Brew 301Andor MolitoriszNoch keine Bewertungen
- Roller Mill Crusher SkioldDokument4 SeitenRoller Mill Crusher SkioldAndor MolitoriszNoch keine Bewertungen
- Beer Recovery ArticleDokument4 SeitenBeer Recovery ArticleAndor MolitoriszNoch keine Bewertungen
- Cpmu C11Dokument4 SeitenCpmu C11Andor MolitoriszNoch keine Bewertungen
- Towards The Lights-Out Brewery: A Brewer's View of AutomationDokument5 SeitenTowards The Lights-Out Brewery: A Brewer's View of AutomationAndor MolitoriszNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Peer-to-Peer Lending Using BlockchainDokument22 SeitenPeer-to-Peer Lending Using BlockchainLuis QuevedoNoch keine Bewertungen
- Sussex Free Radius Case StudyDokument43 SeitenSussex Free Radius Case StudyJosef RadingerNoch keine Bewertungen
- GMAT Sentence Correction Practice Test 03Dokument5 SeitenGMAT Sentence Correction Practice Test 03krishnachivukulaNoch keine Bewertungen
- LECTURE 1.COMMUNICATION PROCESSES, PRINCIPLES, AND ETHICS - Ver 2Dokument24 SeitenLECTURE 1.COMMUNICATION PROCESSES, PRINCIPLES, AND ETHICS - Ver 2Trixia Nicole De LeonNoch keine Bewertungen
- EEN 203 Slide Notes Year 2018: PART I - Numbers and CodesDokument78 SeitenEEN 203 Slide Notes Year 2018: PART I - Numbers and CodesSHIVAM CHOPRANoch keine Bewertungen
- Propht William Marrion Branham Vist IndiaDokument68 SeitenPropht William Marrion Branham Vist IndiaJoshuva Daniel86% (7)
- Index-Formal Spoken Arabic Dialogue - Al Kitaab Based - MSA - From Langmedia Five CollegesDokument5 SeitenIndex-Formal Spoken Arabic Dialogue - Al Kitaab Based - MSA - From Langmedia Five CollegesD.ElderNoch keine Bewertungen
- ZultaniteDokument4 SeitenZultaniteAcharya BalwantNoch keine Bewertungen
- Narrative of John 4:7-30 (MSG) : "Would You Give Me A Drink of Water?"Dokument1 SeiteNarrative of John 4:7-30 (MSG) : "Would You Give Me A Drink of Water?"AdrianNoch keine Bewertungen
- Budget ProposalDokument1 SeiteBudget ProposalXean miNoch keine Bewertungen
- Where Is The Love?-The Black Eyed Peas: NBA National KKK Ku Klux KlanDokument3 SeitenWhere Is The Love?-The Black Eyed Peas: NBA National KKK Ku Klux KlanLayane ÉricaNoch keine Bewertungen
- Linux Command Enigma2Dokument3 SeitenLinux Command Enigma2Hassan Mody TotaNoch keine Bewertungen
- PEDIA OPD RubricsDokument11 SeitenPEDIA OPD RubricsKylle AlimosaNoch keine Bewertungen
- Dry Wall, Ceiling, and Painting WorksDokument29 SeitenDry Wall, Ceiling, and Painting WorksFrance Ivan Ais100% (1)
- Peptic UlcerDokument48 SeitenPeptic Ulcerscribd225Noch keine Bewertungen
- Maratua Island Survey ReportDokument8 SeitenMaratua Island Survey ReportJoko TrisyantoNoch keine Bewertungen
- Latvian Adjectives+Dokument6 SeitenLatvian Adjectives+sherin PeckalNoch keine Bewertungen
- Forensic BallisticsDokument23 SeitenForensic BallisticsCristiana Jsu DandanNoch keine Bewertungen
- Types of Vegetation in Western EuropeDokument12 SeitenTypes of Vegetation in Western EuropeChemutai EzekielNoch keine Bewertungen
- New Count The DotsDokument1 SeiteNew Count The Dotslin ee100% (1)
- Does Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and PurchasesDokument7 SeitenDoes Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and Purchasesyash_28Noch keine Bewertungen
- ReportDokument8 SeitenReportTrust Asia Cargo in OfficeNoch keine Bewertungen
- Grade 10 Science - 2Dokument5 SeitenGrade 10 Science - 2Nenia Claire Mondarte CruzNoch keine Bewertungen
- Law - Midterm ExamDokument2 SeitenLaw - Midterm ExamJulian Mernando vlogsNoch keine Bewertungen
- HSE Induction Training 1687407986Dokument59 SeitenHSE Induction Training 1687407986vishnuvarthanNoch keine Bewertungen
- Baybay - Quiz 1 Code of EthicsDokument2 SeitenBaybay - Quiz 1 Code of EthicsBAYBAY, Avin Dave D.Noch keine Bewertungen
- Vocabulary Words - 20.11Dokument2 SeitenVocabulary Words - 20.11ravindra kumar AhirwarNoch keine Bewertungen
- Exam Questions AZ-304: Microsoft Azure Architect Design (Beta)Dokument9 SeitenExam Questions AZ-304: Microsoft Azure Architect Design (Beta)Deepa R NairNoch keine Bewertungen
- 7 CAAT-AIR-GM03 Guidance-Material-for-Foreign-Approved-Maintenance-Organization - I3R0 - 30oct2019 PDFDokument59 Seiten7 CAAT-AIR-GM03 Guidance-Material-for-Foreign-Approved-Maintenance-Organization - I3R0 - 30oct2019 PDFJindarat KasemsooksakulNoch keine Bewertungen
- Laws and Policies of Fertilizers SectorDokument12 SeitenLaws and Policies of Fertilizers Sectorqry01327Noch keine Bewertungen