Das könnte Ihnen auch gefallen
- Soldadura de Aceros Inoxidables AbacDokument30 SeitenSoldadura de Aceros Inoxidables AbacHans QCNoch keine Bewertungen
- HT-027 Inox 309 ELC Ed. 07Dokument1 SeiteHT-027 Inox 309 ELC Ed. 07Julia Raquel Medina CedeñoNoch keine Bewertungen
- Inox 29-9Dokument1 SeiteInox 29-9ayumu007Noch keine Bewertungen
- Soldadura de Aceros Al ManganesoDokument23 SeitenSoldadura de Aceros Al ManganesoVíctor Alexander ContrerasNoch keine Bewertungen
- Soldadura de Aceros Al ManganesoDokument23 SeitenSoldadura de Aceros Al Manganesosolrac437175% (8)
- Tratamiento térmico del aceroDokument27 SeitenTratamiento térmico del aceroAnthony PérezNoch keine Bewertungen
- Soldadura en Aceros InoxidablesDokument26 SeitenSoldadura en Aceros InoxidablesOmar MuñozNoch keine Bewertungen
- Propiedades de Los Materiales y DTDokument43 SeitenPropiedades de Los Materiales y DTFulvio BolaoNoch keine Bewertungen
- Como Soldar Aceros InoxidablesDokument3 SeitenComo Soldar Aceros InoxidablespoquimonNoch keine Bewertungen
- Exposicion de Conocimiento FINAL, Aceros InoxidablesDokument22 SeitenExposicion de Conocimiento FINAL, Aceros InoxidablesDanilo AntonNoch keine Bewertungen
- Aceros de Baja Aleación MaterialesDokument13 SeitenAceros de Baja Aleación MaterialesOCAVINoch keine Bewertungen
- AcerosDokument8 SeitenAcerosAixa MonroyNoch keine Bewertungen
- HT-030 EXA 106 Ed. 07Dokument1 SeiteHT-030 EXA 106 Ed. 07Thonny BarreraNoch keine Bewertungen
- Aceros InoxidablesDokument21 SeitenAceros InoxidablesJunior AlvaradoNoch keine Bewertungen
- Soldadura en La Industria AlimentariaDokument12 SeitenSoldadura en La Industria AlimentariaYerber ZedanoNoch keine Bewertungen
- Aceros BolherDokument9 SeitenAceros BolherJhoana YucraNoch keine Bewertungen
- Electrodos Basicos OerlikonDokument8 SeitenElectrodos Basicos OerlikonElmer HuashuayoNoch keine Bewertungen
- Aceros Segun NormasDokument16 SeitenAceros Segun NormasCamila Mercado Del AguilaNoch keine Bewertungen
- El Normas de Acero 4Dokument27 SeitenEl Normas de Acero 4Catalina ChapoñanNoch keine Bewertungen
- Electrodos InoxDokument6 SeitenElectrodos InoxCarlos Guerra MuñozNoch keine Bewertungen
- Aceros inoxidables: clasificación y usos comunesDokument63 SeitenAceros inoxidables: clasificación y usos comunesAnonymous K5ThacNoch keine Bewertungen
- Punzón y MatricesDokument7 SeitenPunzón y MatricesOSCAR YOBANNY ROMERONoch keine Bewertungen
- Imprimir CatálogosDokument14 SeitenImprimir Catálogosfredy málagaNoch keine Bewertungen
- AcerosDokument79 SeitenAcerosDiego ErickNoch keine Bewertungen
- Aceros Inoxidables - TeoríaDokument53 SeitenAceros Inoxidables - TeoríaWilliam AlfaroNoch keine Bewertungen
- Soldadura de Mantenimiento en Aceros InoxidablesDokument62 SeitenSoldadura de Mantenimiento en Aceros InoxidablesMaricarmen Benavente100% (1)
- A Ceros in Oxid AbleDokument15 SeitenA Ceros in Oxid AbleRodrigo CarizNoch keine Bewertungen
- Ht-031 Inox CW Ed. 07Dokument1 SeiteHt-031 Inox CW Ed. 07Thonny BarreraNoch keine Bewertungen
- Metalografía de Aceros y FundicionesDokument49 SeitenMetalografía de Aceros y FundicionesEdwin MurrayNoch keine Bewertungen
- Punzón y MatricesDokument7 SeitenPunzón y MatricesOSCAR YOBANNY ROMERONoch keine Bewertungen
- SAE aceros clasificación normas ingenieríaDokument13 SeitenSAE aceros clasificación normas ingenieríacadiraNoch keine Bewertungen
- Varillas TIGDokument5 SeitenVarillas TIGJorge Omar OlivaNoch keine Bewertungen
- 2.clasificacion de Los AcerosDokument40 Seiten2.clasificacion de Los AcerosGeorge Salcedo DiazNoch keine Bewertungen
- Patologia Del Acero InoxidableDokument40 SeitenPatologia Del Acero Inoxidableangela93orNoch keine Bewertungen
- Resumen Aceros InoxidablesDokument2 SeitenResumen Aceros Inoxidablesnerome50Noch keine Bewertungen
- Ficha Tecnica Tigfil 199 CBDokument1 SeiteFicha Tecnica Tigfil 199 CBNestor OliNoch keine Bewertungen
- Codificacion Astm, Aisi, Sae Del AceroDokument24 SeitenCodificacion Astm, Aisi, Sae Del AceroDilan Jose Caracciolo100% (1)
- Aceros, Normas y Elementos de AleaciónDokument16 SeitenAceros, Normas y Elementos de AleaciónMauricioNoch keine Bewertungen
- Electrodo E 316L-16Dokument1 SeiteElectrodo E 316L-16Edwin HuescaNoch keine Bewertungen
- Tanque para Almacenamiento de Agua de Mar-Grupo 10Dokument12 SeitenTanque para Almacenamiento de Agua de Mar-Grupo 10Samuel HernandezNoch keine Bewertungen
- Soldadura Acero HadfieldDokument28 SeitenSoldadura Acero Hadfieldcuisrobertito100% (1)
- Prueba de ChispaDokument15 SeitenPrueba de ChispaMANUEL ALEJANDRO HERNANDEZ LUNANoch keine Bewertungen
- Aplicacion de Los Diferentes AcerosDokument17 SeitenAplicacion de Los Diferentes AcerosRoger HernandezNoch keine Bewertungen
- Propiedades de Los MaterialesDokument58 SeitenPropiedades de Los MaterialesGarcia Hernandez Abraham100% (1)
- Aceros Inox y AluminioDokument15 SeitenAceros Inox y AluminioOscar SuarezNoch keine Bewertungen
- AaaDokument11 SeitenAaaSarmiento K. JulitssaNoch keine Bewertungen
- Clasificacion de Aceros PDFDokument46 SeitenClasificacion de Aceros PDFCarlos Mendoza PalominoNoch keine Bewertungen
- Tipologías de Aceros InoxidablesDokument12 SeitenTipologías de Aceros InoxidablesgusrieloNoch keine Bewertungen
- Apunte TablasDokument130 SeitenApunte Tablascelina podettiNoch keine Bewertungen
- 1.1. Introducción A La AceraciónDokument14 Seiten1.1. Introducción A La AceraciónHarold LimaNoch keine Bewertungen
- Electrodo de Bronce para SoldaduraDokument4 SeitenElectrodo de Bronce para SoldaduraYupanqui RicardoNoch keine Bewertungen
- Normalización de AcerosDokument23 SeitenNormalización de Acerosanddresito100% (1)
- Proceso de soldadura OXIGAS y varillasDokument7 SeitenProceso de soldadura OXIGAS y varillasAnonymous FMzcBePZUNoch keine Bewertungen
- Aceros InoxidablesDokument30 SeitenAceros InoxidablesPedro VarettoNoch keine Bewertungen
- Centro tecnológico de soldaduras EXSA: Campos de aplicación del acero inoxidableDokument24 SeitenCentro tecnológico de soldaduras EXSA: Campos de aplicación del acero inoxidableSantiago Julian MamaniNoch keine Bewertungen
- Ao HSLADokument16 SeitenAo HSLAJuan AuzNoch keine Bewertungen
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosVon EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosNoch keine Bewertungen
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoVon EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoBewertung: 5 von 5 Sternen5/5 (1)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAVon EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANoch keine Bewertungen
- Reparación de elementos metálicos. TMVL0309Von EverandReparación de elementos metálicos. TMVL0309Bewertung: 5 von 5 Sternen5/5 (1)
- 994K Operacion y Mantenimiento PDFDokument232 Seiten994K Operacion y Mantenimiento PDFmarcol70580% (5)
- Frenos de AireDokument66 SeitenFrenos de Airemarcol705100% (1)
- Vista Planta Taller SoldaduraDokument1 SeiteVista Planta Taller Soldaduramarcol705100% (1)
- Ju 001 04 0231 1000 05 28 0002 - 0 PDFDokument69 SeitenJu 001 04 0231 1000 05 28 0002 - 0 PDFmarcol705100% (1)
- Gestión de repuestos, contratos y mantenimientoDokument21 SeitenGestión de repuestos, contratos y mantenimientomarcol705Noch keine Bewertungen
- Soluciones para camiones lentos 793B, C y DDokument11 SeitenSoluciones para camiones lentos 793B, C y Dmarcol705Noch keine Bewertungen
- Tesis UPV3387Dokument318 SeitenTesis UPV3387edi_nkjNoch keine Bewertungen
- Auditoria de MantenimientoDokument34 SeitenAuditoria de MantenimientoJavier Rodriguez Rodriguez100% (2)
- Gestión de Activos 2018BDokument28 SeitenGestión de Activos 2018Bmarcol705100% (1)
- Vista Planta Taller AuxiliaresDokument1 SeiteVista Planta Taller Auxiliaresmarcol705100% (1)
- Maquinas Electricas (6a. Ed.) - Fraile Mora, JesusDokument834 SeitenMaquinas Electricas (6a. Ed.) - Fraile Mora, JesusCristian Fernando Reyes Olea92% (25)
- Vista de Planta TallerDokument1 SeiteVista de Planta Tallermarcol705100% (1)
- Desmontaje y Montaje de Convertidor de Torque 793D RevA - FormatoDokument24 SeitenDesmontaje y Montaje de Convertidor de Torque 793D RevA - Formatomarcol705100% (1)
- Mando Final D10TDokument16 SeitenMando Final D10Tmarcol705100% (1)
- 2 Tren de Potencia 797FDokument49 Seiten2 Tren de Potencia 797Fmarcol705Noch keine Bewertungen
- Soluciones para camiones lentos 793B, C y DDokument11 SeitenSoluciones para camiones lentos 793B, C y Dmarcol705Noch keine Bewertungen
- Soluciones para camiones lentos 793B, C y DDokument11 SeitenSoluciones para camiones lentos 793B, C y Dmarcol705Noch keine Bewertungen
- Entropia - Ed MEA - Esteban CalzettaDokument142 SeitenEntropia - Ed MEA - Esteban CalzettaGeomarPaulPeralesApaicoNoch keine Bewertungen
- Caterpillar Master Glossary Latin Spanish-REVISION 2013-08-01Dokument108 SeitenCaterpillar Master Glossary Latin Spanish-REVISION 2013-08-01marcol705100% (2)
- Introducción A Las Matemáticas - Ejercicios y Problemas PDFDokument429 SeitenIntroducción A Las Matemáticas - Ejercicios y Problemas PDFmarcol705Noch keine Bewertungen
- Prueba de Desgaste Frenos 797F - LAS BAMBAS (1) - XLSX PDFDokument8 SeitenPrueba de Desgaste Frenos 797F - LAS BAMBAS (1) - XLSX PDFmarcol705Noch keine Bewertungen
- Manual Instruccion Camion Minero 793c Caterpillar Operacion Sistemas Pruebas AjustesDokument283 SeitenManual Instruccion Camion Minero 793c Caterpillar Operacion Sistemas Pruebas AjustesAle Fierro88% (17)
- Taz PFC 2010 186Dokument87 SeitenTaz PFC 2010 186marcol705Noch keine Bewertungen
- Meeting Guide CAT 793DDokument305 SeitenMeeting Guide CAT 793DVictor Hugo Hoyos Aguilar100% (30)
- 2 Tren de Potencia 797FDokument49 Seiten2 Tren de Potencia 797Fmarcol705Noch keine Bewertungen
- Formato Criticidad de EquiposDokument2 SeitenFormato Criticidad de Equiposmarcol705100% (1)
- Valvulas ECPCDokument3 SeitenValvulas ECPCmarcol705Noch keine Bewertungen
- 01turb HidrDokument16 Seiten01turb HidrChristian Reyes MartínezNoch keine Bewertungen
- Caterpillar Master Glossary Latin Spanish-REVISION 2013-08-01Dokument108 SeitenCaterpillar Master Glossary Latin Spanish-REVISION 2013-08-01marcol705100% (2)
- Máquinas críticasDokument2 SeitenMáquinas críticasmarcol705Noch keine Bewertungen
- Legado cultural del Perú en Ciencias SocialesDokument2 SeitenLegado cultural del Perú en Ciencias SocialesAmanda Silva MontoyaNoch keine Bewertungen
- Vectores y Sus TransformaciónDokument11 SeitenVectores y Sus TransformaciónLuis IlbayNoch keine Bewertungen
- Cosmovisión de Los Pueblos de GuatemalaDokument3 SeitenCosmovisión de Los Pueblos de Guatemalaleo081989Noch keine Bewertungen
- Introducción Al Clima OrganizacionalDokument10 SeitenIntroducción Al Clima OrganizacionalValentina AREVALO SANCHEZNoch keine Bewertungen
- C18-NAL Compressed PDFDokument164 SeitenC18-NAL Compressed PDFNestor GarciaNoch keine Bewertungen
- Ev. 2 - Eq. 7 - Procesos de CalidadDokument12 SeitenEv. 2 - Eq. 7 - Procesos de Calidadandrea reyesNoch keine Bewertungen
- Conservación Del SueloDokument6 SeitenConservación Del SuelogeraldineNoch keine Bewertungen
- Intensidad de Campo EléctricoDokument24 SeitenIntensidad de Campo EléctricoAndrés Alejandro Martínez GuerreroNoch keine Bewertungen
- Last1 U2 Ea AltrDokument8 SeitenLast1 U2 Ea AltrAlejandra TorresNoch keine Bewertungen
- Cria de Cerdos Un Negocio Con FuturoDokument15 SeitenCria de Cerdos Un Negocio Con FuturoVERONICA ANDRADENoch keine Bewertungen
- Propiedades de Los FluidosDokument12 SeitenPropiedades de Los FluidosCristiam TrinidadNoch keine Bewertungen
- Negociación y Contratación InternacionalDokument3 SeitenNegociación y Contratación Internacionalyara espinozaNoch keine Bewertungen
- Cirugia Capitulo 6Dokument4 SeitenCirugia Capitulo 6Jenniffer ZambranoNoch keine Bewertungen
- Heridas ExposicionDokument35 SeitenHeridas ExposicionVictor Hugo Garcia CuadradoNoch keine Bewertungen
- El Territorio y La Gestión Del RiesgoDokument4 SeitenEl Territorio y La Gestión Del RiesgoRichard Miguel Hernandez Sabie Hernandez SabieNoch keine Bewertungen
- Universidad Nacional de CajamarcaDokument99 SeitenUniversidad Nacional de CajamarcaAndrés MedinaNoch keine Bewertungen
- 18.3.2.toma de DecisionesDokument5 Seiten18.3.2.toma de DecisionesRicardo QuesadaNoch keine Bewertungen
- Figuras GeométricasDokument3 SeitenFiguras GeométricasGaspar J.100% (1)
- Cómo inscribirse a capacitaciones en CENCAPDokument13 SeitenCómo inscribirse a capacitaciones en CENCAPnelson_sanchez_oNoch keine Bewertungen
- Plan de Manejo de Residuos Solidos FerreyrosDokument40 SeitenPlan de Manejo de Residuos Solidos FerreyrosEstefany100% (3)
- 01 El Oficio Del Productor MusicalDokument34 Seiten01 El Oficio Del Productor MusicalFernando OrtegaNoch keine Bewertungen
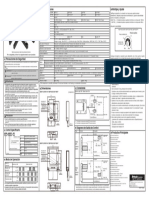
- Autonics Bup Esp ManualDokument1 SeiteAutonics Bup Esp ManualfchumpitazNoch keine Bewertungen
- Manual de Seguridad e Higiene - AnkyDokument11 SeitenManual de Seguridad e Higiene - AnkyAngel FuentesNoch keine Bewertungen
- Implementación de 13 hectáreas de pimienta con tutores vivosDokument25 SeitenImplementación de 13 hectáreas de pimienta con tutores vivosANDREA DIAZNoch keine Bewertungen
- Buenos Dias Mina Justa 2022.07.08Dokument5 SeitenBuenos Dias Mina Justa 2022.07.08Eloy Ayna AduviriNoch keine Bewertungen
- Bienes para LaboratorioDokument3 SeitenBienes para LaboratorioEl chespy y sus amigos.Noch keine Bewertungen
- GEOGRAFIADokument6 SeitenGEOGRAFIASEXTOS SEXTOSNoch keine Bewertungen
- Economia Politica CuestionarioDokument6 SeitenEconomia Politica CuestionarioNisa Nelly LudeñoNoch keine Bewertungen
- Verdadero FalsoDokument1 SeiteVerdadero Falsocontacto.jerusalemNoch keine Bewertungen
- Taller Operación Pixel A PixelDokument15 SeitenTaller Operación Pixel A PixelIfran SierraNoch keine Bewertungen