Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Buehler 2019 Hardness Testing Catalog CompressedDokument24 SeitenBuehler 2019 Hardness Testing Catalog CompressedSharat Chandra100% (1)
- Uv-5r V1.0-Annotated by KC9HI PDFDokument74 SeitenUv-5r V1.0-Annotated by KC9HI PDFAugusto DriesNoch keine Bewertungen
- Price Summary Sheet: Currency (Baht) 1.direct Work Cost Offer Price Cost ItemDokument11 SeitenPrice Summary Sheet: Currency (Baht) 1.direct Work Cost Offer Price Cost Itemchompink6900Noch keine Bewertungen
- Cisco CRSDokument988 SeitenCisco CRSSon PhamNoch keine Bewertungen
- 1393F-Eaton 9170plus WebDokument86 Seiten1393F-Eaton 9170plus Webdavidcevs89Noch keine Bewertungen
- BS en Iso 6743 4 2001 PDFDokument12 SeitenBS en Iso 6743 4 2001 PDFAndres SainzNoch keine Bewertungen
- Ip Voice Recorder: Technical ManualDokument25 SeitenIp Voice Recorder: Technical ManualkamalNoch keine Bewertungen
- BS en 12079-1-2006Dokument38 SeitenBS en 12079-1-2006Mursalin Allin'k100% (1)
- XCP 2.3 Development GuideDokument124 SeitenXCP 2.3 Development GuideRohan PrashanthNoch keine Bewertungen
- Cal Stru Case 1Dokument12 SeitenCal Stru Case 1chompink6900Noch keine Bewertungen
- PCBDokument1 SeitePCBchompink6900Noch keine Bewertungen
- 1Dokument1 Seite1chompink6900Noch keine Bewertungen
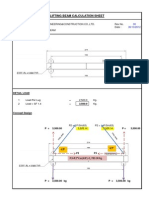
- Lifting Beam Calculation SheetDokument1 SeiteLifting Beam Calculation Sheetchompink6900Noch keine Bewertungen
- Lifting Beam Calculation SheetDokument1 SeiteLifting Beam Calculation Sheetchompink6900Noch keine Bewertungen
- Lifting Beam Cal 4Dokument1 SeiteLifting Beam Cal 4dd6077Noch keine Bewertungen
- CCK QuotationRev01Dokument3 SeitenCCK QuotationRev01chompink6900Noch keine Bewertungen
- Readme 1 STDokument1 SeiteReadme 1 STchompink6900Noch keine Bewertungen
- BR 1887Dokument8 SeitenBR 1887chompink6900Noch keine Bewertungen
- 83e EnclrevDokument1 Seite83e Enclrevchompink6900Noch keine Bewertungen
- 83e EnclrevDokument1 Seite83e Enclrevchompink6900Noch keine Bewertungen
- Cover Letter SHEETDokument1 SeiteCover Letter SHEETchompink6900Noch keine Bewertungen
- LicenseDokument1 SeiteLicensechompink6900Noch keine Bewertungen
- The Ultimate Bee Gees (CD 1)Dokument1 SeiteThe Ultimate Bee Gees (CD 1)chompink6900Noch keine Bewertungen
- LiabilityDokument1 SeiteLiabilitychompink6900Noch keine Bewertungen
- Drop Down ListDokument4 SeitenDrop Down Listduazo2009Noch keine Bewertungen
- KLSDFNKLDokument1 SeiteKLSDFNKLShIvaleela ChoudaryNoch keine Bewertungen
- Model Basics ComponentsDokument1 SeiteModel Basics Componentsdd6077Noch keine Bewertungen
- Maintenance RequestDokument1 SeiteMaintenance RequestAlex Estacio CNoch keine Bewertungen
- Teklastructures Maintenance Request FormDokument1 SeiteTeklastructures Maintenance Request Formchompink6900Noch keine Bewertungen
- ButtonsDokument1 SeiteButtonsDebbie MoleNoch keine Bewertungen
- Cover PlateDokument1 SeiteCover Platechompink6900Noch keine Bewertungen
- DEF File DescriptionDokument5 SeitenDEF File Descriptionchompink6900Noch keine Bewertungen
- DROsDokument1 SeiteDROschompink6900Noch keine Bewertungen
- SN 3Dokument1 SeiteSN 3chompink6900Noch keine Bewertungen
- KFT OfficeDokument20 SeitenKFT Officechompink6900Noch keine Bewertungen
- Whats NewDokument2 SeitenWhats Newchompink6900Noch keine Bewertungen
- SN 3Dokument1 SeiteSN 3chompink6900Noch keine Bewertungen
- SN 5Dokument1 SeiteSN 5chompink6900Noch keine Bewertungen
- Ds Nemo Outdoor LTE Altair TerminalsDokument3 SeitenDs Nemo Outdoor LTE Altair TerminalsjuanahumadaNoch keine Bewertungen
- Latest Cisco EnsurePass ICND2 200 101 Dumps PDFDokument151 SeitenLatest Cisco EnsurePass ICND2 200 101 Dumps PDFkifayatktkNoch keine Bewertungen
- Yanfeng Gage Fixture Stardards Rev006Dokument85 SeitenYanfeng Gage Fixture Stardards Rev006eazaNoch keine Bewertungen
- Tornamesas HollandDokument8 SeitenTornamesas HollandDianitaMartìnez100% (2)
- Bit TorrentDokument4 SeitenBit Torrent1000taniyaNoch keine Bewertungen
- SAP Business Connector SAP Adapter GuideDokument254 SeitenSAP Business Connector SAP Adapter GuideJungmoo KimNoch keine Bewertungen
- T1 TroubleshootingDokument29 SeitenT1 TroubleshootingRajat DhamaNoch keine Bewertungen
- (Sephirotic) Kizumonogatari I Tekketsu-Hen (BD 1280x544 PHi444 DTS MA 5.1) (4929D3E2)Dokument3 Seiten(Sephirotic) Kizumonogatari I Tekketsu-Hen (BD 1280x544 PHi444 DTS MA 5.1) (4929D3E2)Anonymous 4q1mOk3lNoch keine Bewertungen
- 3100 3150 MCM User ManualDokument130 Seiten3100 3150 MCM User ManualJorge MuñozNoch keine Bewertungen
- 1ZVN460100-C Operation ManualDokument206 Seiten1ZVN460100-C Operation Manualmetha.d8070100% (1)
- Operation Maintenance Manual - Roller ShuttersDokument28 SeitenOperation Maintenance Manual - Roller Shuttersluis Albert RMNoch keine Bewertungen
- Allgon SpecsDokument1 SeiteAllgon SpecsMUJTABA RASHID BHATNoch keine Bewertungen
- PyPMU - Open Source Python Package For Synchrophasor Data TransferDokument4 SeitenPyPMU - Open Source Python Package For Synchrophasor Data Transferwvargas926Noch keine Bewertungen
- Valve Face To Face Dimension ComparisonDokument12 SeitenValve Face To Face Dimension ComparisonRagul NNoch keine Bewertungen
- Android Networking - TutorialDokument4 SeitenAndroid Networking - TutorialmurksanNoch keine Bewertungen
- Dell Latitude E6400 QRCDokument2 SeitenDell Latitude E6400 QRCRammohan PushadapuNoch keine Bewertungen
- IOMM Starter 3Dokument84 SeitenIOMM Starter 3Giorgos PapadopoulosNoch keine Bewertungen
- What Is OSI ModelDokument3 SeitenWhat Is OSI ModelAhmad Raza100% (1)
- Wilson2016 PDFDokument24 SeitenWilson2016 PDFHuda YudistiraNoch keine Bewertungen
- BCB 201Dokument22 SeitenBCB 201Rajesh Kumar100% (2)
- Training Calendar (2017) : School of Quality: Iso 9001:2015 - Quality Management SystemDokument1 SeiteTraining Calendar (2017) : School of Quality: Iso 9001:2015 - Quality Management SystemHasbullah MohdNoch keine Bewertungen
- Assigment 01 Html5 Game v0.4 PDFDokument25 SeitenAssigment 01 Html5 Game v0.4 PDFgotohellNoch keine Bewertungen