Das könnte Ihnen auch gefallen
- Components for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesVon EverandComponents for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesNoch keine Bewertungen
- Unit II - MCMTDokument50 SeitenUnit II - MCMTSai RamNoch keine Bewertungen
- Lathe MachineDokument22 SeitenLathe MachineRaghavMaheshwariNoch keine Bewertungen
- What Is Milling MachineDokument6 SeitenWhat Is Milling MachineGlenn VergaraNoch keine Bewertungen
- Drill JigsDokument195 SeitenDrill JigsArun PeriyasamyNoch keine Bewertungen
- Linear GuidesDokument76 SeitenLinear GuidesFelipe Soares MaiaNoch keine Bewertungen
- Milling NotesDokument20 SeitenMilling NotesleoandresmessiNoch keine Bewertungen
- Workshop ManualDokument13 SeitenWorkshop ManualAgnivesh SharmaNoch keine Bewertungen
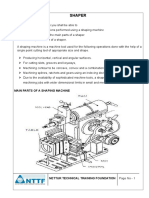
- ShapingDokument25 SeitenShapingvinayakNoch keine Bewertungen
- Methods of Mounting of Jobs and Cutting ToolsDokument19 SeitenMethods of Mounting of Jobs and Cutting ToolsRaghav L NaikNoch keine Bewertungen
- Making A Spur GearDokument9 SeitenMaking A Spur GearHaraprasad DolaiNoch keine Bewertungen
- Power SawDokument5 SeitenPower SawGodfrey Matii100% (1)
- Drill Press Text BookDokument138 SeitenDrill Press Text BookEng_2014Noch keine Bewertungen
- Lab 2 TurningDokument12 SeitenLab 2 TurningLuqman HakimNoch keine Bewertungen
- 118 - Puma 240Dokument24 Seiten118 - Puma 240TombongNoch keine Bewertungen
- Chapter2 Locating Principles and DevicesDokument57 SeitenChapter2 Locating Principles and DevicesAbhishek KulhariNoch keine Bewertungen
- Lab 6 - Face Milling On CNC MachineDokument5 SeitenLab 6 - Face Milling On CNC MachineHaris NaveedNoch keine Bewertungen
- Turm Mate ManualDokument292 SeitenTurm Mate Manualanniyan009Noch keine Bewertungen
- Hardinge HLV - Toolroomlathe.part ListDokument52 SeitenHardinge HLV - Toolroomlathe.part Listmikemcdermid100% (2)
- Crank CamshaftDokument20 SeitenCrank CamshaftM. AguiarNoch keine Bewertungen
- LatheDokument4 SeitenLatheAnees Calicut100% (1)
- 02 Dividing Head 1Dokument22 Seiten02 Dividing Head 1farid said errahmaniNoch keine Bewertungen
- Gear and Gear TrainDokument21 SeitenGear and Gear Trainm_er100Noch keine Bewertungen
- Machining Fundamentals OCRDokument640 SeitenMachining Fundamentals OCRGyörgy Murvai100% (2)
- Introduction To Universal Gear ShavingDokument48 SeitenIntroduction To Universal Gear ShavingNagesh KamannaNoch keine Bewertungen
- Workholding Devices For Machine ToolsDokument41 SeitenWorkholding Devices For Machine Toolsdjsanju69100% (3)
- Machining Process - I: Lathe Machine Operations and CalculationDokument40 SeitenMachining Process - I: Lathe Machine Operations and CalculationNajshhsNoch keine Bewertungen
- Sheetmetal FormingDokument158 SeitenSheetmetal FormingSundar SivamNoch keine Bewertungen
- Locating Principles and DevicesDokument154 SeitenLocating Principles and DevicessrutiiNoch keine Bewertungen
- Axes Design Basics-Apr2018Dokument76 SeitenAxes Design Basics-Apr2018Srinivas MurthyNoch keine Bewertungen
- Gear Box DesignDokument24 SeitenGear Box DesignBada KimNoch keine Bewertungen
- Presentation Brake & ClutchDokument39 SeitenPresentation Brake & ClutchArief Izz100% (1)
- Technical Data Press MaintenanceDokument6 SeitenTechnical Data Press MaintenanceKaran VirbhadreNoch keine Bewertungen
- Design and Fabrication of Leaf JigDokument9 SeitenDesign and Fabrication of Leaf JigAnonymous Clyy9NNoch keine Bewertungen
- Abdul Azwan Abdol ZaharDokument24 SeitenAbdul Azwan Abdol ZaharthuongviedamNoch keine Bewertungen
- Lathe ppt2Dokument130 SeitenLathe ppt2manikanth100% (1)
- Ar Cutting OperationDokument7 SeitenAr Cutting OperationNandakrishnan S LNoch keine Bewertungen
- Thread Cutting and Its MethodsDokument24 SeitenThread Cutting and Its MethodsMr.N.S. NateshNoch keine Bewertungen
- MillingDokument54 SeitenMillingNelsan PatelNoch keine Bewertungen
- CNC MillingDokument18 SeitenCNC MillingShegs Jefferson JosephNoch keine Bewertungen
- GSK980TD Turning Machine CNC System User Manual (English Version)Dokument408 SeitenGSK980TD Turning Machine CNC System User Manual (English Version)Yadai CastilloNoch keine Bewertungen
- MACHINE WORKSHOP AssignmentDokument14 SeitenMACHINE WORKSHOP Assignmentsaiq kamranNoch keine Bewertungen
- Capstan LatheDokument9 SeitenCapstan LathePRASAD326100% (3)
- CNC Grinding Program PDFDokument820 SeitenCNC Grinding Program PDFnoor elizNoch keine Bewertungen
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDokument7 SeitenLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNoch keine Bewertungen
- Murali - Metrology & Measurements Lab ManualDokument30 SeitenMurali - Metrology & Measurements Lab ManualsubhashNoch keine Bewertungen
- Manufacturing of Spur Gear: Aim of The ExperimentDokument5 SeitenManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNoch keine Bewertungen
- Manual Part ProgrammingDokument38 SeitenManual Part ProgrammingHot Shot100% (1)
- Broaching NotesDokument5 SeitenBroaching NotesfaNoch keine Bewertungen
- Note 1519450816Dokument36 SeitenNote 1519450816Siva GaneshNoch keine Bewertungen
- Unit - Ii Semi-Automatic and Automatic MachinesDokument19 SeitenUnit - Ii Semi-Automatic and Automatic Machinesعلي محمد100% (1)
- General Purpose Machine Tools: Version 2 ME, IIT KharagpurDokument7 SeitenGeneral Purpose Machine Tools: Version 2 ME, IIT KharagpurRohith ChakkingalNoch keine Bewertungen
- 17 Kinematic Systems and Operations of LathesDokument7 Seiten17 Kinematic Systems and Operations of LathesPRASAD3260% (1)
- Unit Ii Centre Lathe and Special Purpose LathesDokument38 SeitenUnit Ii Centre Lathe and Special Purpose Lathesrkscad11Noch keine Bewertungen
- Unit 2 Me1203Dokument20 SeitenUnit 2 Me1203Muthuvel MNoch keine Bewertungen
- Machine Tools: Lathe & Lathe WorkDokument35 SeitenMachine Tools: Lathe & Lathe WorkRahul Deb PalNoch keine Bewertungen
- s6 Machining Operations-1Dokument94 Seitens6 Machining Operations-1Libin AbrahamNoch keine Bewertungen
- 19 Kinematic System and Operations of Milling Machines.Dokument23 Seiten19 Kinematic System and Operations of Milling Machines.PRASAD326100% (5)
- Machining Time and Power EstimationDokument50 SeitenMachining Time and Power EstimationGnanakumar GanesanNoch keine Bewertungen
- Block Diagram of Intel 8086Dokument5 SeitenBlock Diagram of Intel 8086Ritesh SinghNoch keine Bewertungen
- 37 Introduction To Belt DrivesDokument12 Seiten37 Introduction To Belt DrivesPRASAD326100% (11)
- 17 Power Screw Drives and Their EfficiencyDokument15 Seiten17 Power Screw Drives and Their EfficiencyPRASAD326100% (2)
- 41 Rolling Contact BearingsDokument11 Seiten41 Rolling Contact BearingsPRASAD326100% (3)
- 38 Design of Flat Belt DrivesDokument9 Seiten38 Design of Flat Belt DrivesPRASAD326100% (1)
- 36 Design of Band and Disc BrakesDokument10 Seiten36 Design of Band and Disc BrakesPRASAD326100% (2)
- Bearing-Study Material Mechanical Engg-1Dokument14 SeitenBearing-Study Material Mechanical Engg-1anishiitdNoch keine Bewertungen
- 39 Design of V - Belt DrivesDokument10 Seiten39 Design of V - Belt DrivesPRASAD326100% (6)
- 32 Design of Eccentrically Loaded Bolted or Riveted JointsDokument10 Seiten32 Design of Eccentrically Loaded Bolted or Riveted JointsPRASAD326100% (3)
- 33 Design of Eccentrically Loaded Welded JointsDokument10 Seiten33 Design of Eccentrically Loaded Welded JointsPRASAD326Noch keine Bewertungen
- 34 Design of Joints With Variable LoadingDokument8 Seiten34 Design of Joints With Variable LoadingPRASAD326100% (1)
- 35 Design of Shoe BrakesDokument10 Seiten35 Design of Shoe BrakesPRASAD326100% (1)
- 30 Design of Welded JointsDokument8 Seiten30 Design of Welded JointsPRASAD326Noch keine Bewertungen
- 31 Design of Adhesive JointsDokument8 Seiten31 Design of Adhesive JointsPRASAD326100% (1)
- 25 Thick Cylinders Stresses Due To Internal and External PressuresDokument14 Seiten25 Thick Cylinders Stresses Due To Internal and External PressuresPRASAD326100% (4)
- Thin CylinderDokument10 SeitenThin Cylinderarunnical100% (3)
- 27 Riveted Joints Types and UsesDokument11 Seiten27 Riveted Joints Types and UsesPRASAD326100% (1)
- 29 Welded Joints Types and UsesDokument10 Seiten29 Welded Joints Types and UsesPRASAD326100% (1)
- 28 Design of Riveted JointsDokument9 Seiten28 Design of Riveted JointsPRASAD326100% (1)
- 26 Design Principles For Thick CylindersDokument20 Seiten26 Design Principles For Thick CylindersPRASAD326Noch keine Bewertungen
- 20 Design of Helical Springs For Variable LoadDokument16 Seiten20 Design of Helical Springs For Variable LoadPRASAD326Noch keine Bewertungen
- 23 Shaft and Its Design Based On StrengthDokument9 Seiten23 Shaft and Its Design Based On StrengthPRASAD326Noch keine Bewertungen
- 22 Shaft and Its Design Based On StrengthDokument11 Seiten22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- 19 Introduction To Design of Helical SpringsDokument12 Seiten19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- 15 Introduction, Types and UsesDokument12 Seiten15 Introduction, Types and UsesPRASAD326100% (1)
- 21 Design of Leaf SpringsDokument10 Seiten21 Design of Leaf SpringsPRASAD326100% (1)
- Pin Bush Coupling DesignDokument15 SeitenPin Bush Coupling Designyogwani79Noch keine Bewertungen
- 18 Design of Power ScrewsDokument14 Seiten18 Design of Power ScrewsPRASAD326100% (2)
- 14 Design of Bolted JointsDokument13 Seiten14 Design of Bolted JointsPRASAD32675% (4)
- 13 Threaded FastenersDokument7 Seiten13 Threaded FastenersPRASAD326Noch keine Bewertungen
- Machine Spec 2 - Interlocking BrickDokument5 SeitenMachine Spec 2 - Interlocking BrickZafry TahirNoch keine Bewertungen
- DBM-500 Dynamic Booklet Maker Parts List 3Dokument104 SeitenDBM-500 Dynamic Booklet Maker Parts List 3fabioNoch keine Bewertungen
- Chevrolet Sail 1 2 Ls User ManualDokument210 SeitenChevrolet Sail 1 2 Ls User ManualmedNoch keine Bewertungen
- 2016 MT03A 서비스메뉴얼B08-F8197-E0Dokument524 Seiten2016 MT03A 서비스메뉴얼B08-F8197-E0Don100% (1)
- Peças 938 H It38 HDokument148 SeitenPeças 938 H It38 HPaulo Roberto100% (1)
- Service Manual: Publication NoDokument749 SeitenService Manual: Publication NoaIvan100% (1)
- SS-9236197-18396528-019 SS Page 1 of 5: Page: M-1 of M-3 © 2018 Caterpillar All Rights Reserved MSS-IND-18396528-019 PDFDokument5 SeitenSS-9236197-18396528-019 SS Page 1 of 5: Page: M-1 of M-3 © 2018 Caterpillar All Rights Reserved MSS-IND-18396528-019 PDFRizky UtomoNoch keine Bewertungen
- LexusIS300 2004 BrochureDokument15 SeitenLexusIS300 2004 Brochuremschoen922Noch keine Bewertungen
- Noise, Vibration and Harshness - Noise, Vibration and Harshness (NVH)Dokument7 SeitenNoise, Vibration and Harshness - Noise, Vibration and Harshness (NVH)bledmikifrNoch keine Bewertungen
- YZF-R15: Parts & AccessoriesDokument55 SeitenYZF-R15: Parts & AccessoriesSiam HussainNoch keine Bewertungen
- Gujarat Technological UniversityDokument2 SeitenGujarat Technological UniversityHerat HirparaNoch keine Bewertungen
- List Ahm-2Dokument19 SeitenList Ahm-2HaikalNoch keine Bewertungen
- Service Tools Catalog: January, 2007Dokument132 SeitenService Tools Catalog: January, 2007Rafael Dutil LucianaNoch keine Bewertungen
- Electro-Hydraulic Steering Unit: - EhsuDokument21 SeitenElectro-Hydraulic Steering Unit: - Ehsukarthik venkatachalamNoch keine Bewertungen
- Engine Failures 98Dokument58 SeitenEngine Failures 98Abd ElGhanY AwdNoch keine Bewertungen
- Transfer Gear FOTON - TunlandDokument25 SeitenTransfer Gear FOTON - Tunlandgire_3pich2005Noch keine Bewertungen
- Eaton Steel AdaptorsDokument170 SeitenEaton Steel AdaptorsAnoop G PillaiNoch keine Bewertungen
- Truck Crane: Japanese SpecificationsDokument12 SeitenTruck Crane: Japanese Specificationsjaved samaaNoch keine Bewertungen
- Hidromek 102b Service ManualDokument55 SeitenHidromek 102b Service Manualstefan100% (1)
- Datasheet A483Dokument2 SeitenDatasheet A483KAKI BELANGNoch keine Bewertungen
- Lyman 450 Instruction Guide 14Dokument6 SeitenLyman 450 Instruction Guide 14Jason Groh67% (3)
- K Series OffsetDokument260 SeitenK Series OffsetDaniel CapachoNoch keine Bewertungen
- Harga Suku Cadang Honda KiranaDokument6 SeitenHarga Suku Cadang Honda Kiranaguntr89100% (1)
- Roland Berger Computer On WheelsDokument24 SeitenRoland Berger Computer On WheelsTime to Relax100% (1)
- Parts Code Parts NameDokument27 SeitenParts Code Parts Namearif wicaksonoNoch keine Bewertungen
- Table 1 - Automotive Products PDFDokument20 SeitenTable 1 - Automotive Products PDFSharad NanapureNoch keine Bewertungen
- Ref - No. PUB20028585 - B English: 2012.10 Volvo, EskilstunaDokument243 SeitenRef - No. PUB20028585 - B English: 2012.10 Volvo, EskilstunaJulio FernandoNoch keine Bewertungen
- FLIRT Electrical Low-Floor Multiple-Unit Trains: For Železnice Srbije - Serbia's National Railway CompanyDokument2 SeitenFLIRT Electrical Low-Floor Multiple-Unit Trains: For Železnice Srbije - Serbia's National Railway CompanyНикола ПетровићNoch keine Bewertungen
- Audi - A4 - Workshop Manual - 2001 - 2020Dokument56 SeitenAudi - A4 - Workshop Manual - 2001 - 2020Irakli Dvaladze40% (5)
- Technical: Report About Application of Sealing Products For Different Engine PartsDokument4 SeitenTechnical: Report About Application of Sealing Products For Different Engine PartsJosé QuirósNoch keine Bewertungen
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesVon EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesBewertung: 5 von 5 Sternen5/5 (1)
- Electronics All-in-One For Dummies, 3rd EditionVon EverandElectronics All-in-One For Dummies, 3rd EditionBewertung: 5 von 5 Sternen5/5 (2)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosVon EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosBewertung: 5 von 5 Sternen5/5 (1)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsVon EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialVon EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonVon EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonBewertung: 5 von 5 Sternen5/5 (2)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Teach Yourself Electricity and Electronics, 6th EditionVon EverandTeach Yourself Electricity and Electronics, 6th EditionBewertung: 3.5 von 5 Sternen3.5/5 (15)
- Heat Transfer Engineering: Fundamentals and TechniquesVon EverandHeat Transfer Engineering: Fundamentals and TechniquesBewertung: 4 von 5 Sternen4/5 (1)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeVon EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeBewertung: 4.5 von 5 Sternen4.5/5 (9)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersVon Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersBewertung: 5 von 5 Sternen5/5 (1)
- Build Your Own Electronics WorkshopVon EverandBuild Your Own Electronics WorkshopBewertung: 3.5 von 5 Sternen3.5/5 (3)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionVon EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionBewertung: 4.5 von 5 Sternen4.5/5 (543)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Von EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Bewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesVon EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesBewertung: 5 von 5 Sternen5/5 (1)
- Current Interruption Transients CalculationVon EverandCurrent Interruption Transients CalculationBewertung: 4 von 5 Sternen4/5 (1)
- Power Electronics Diploma Interview Q&A: Career GuideVon EverandPower Electronics Diploma Interview Q&A: Career GuideNoch keine Bewertungen
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionNoch keine Bewertungen