
Das könnte Ihnen auch gefallen
- Corporate ReputationDokument337 SeitenCorporate Reputationmohitkbr100% (4)
- Schedules For Form 1040 and Form 1040Dokument2 SeitenSchedules For Form 1040 and Form 1040Eloy GonzalezNoch keine Bewertungen
- CBS Research Proposal - GuidelinesDokument3 SeitenCBS Research Proposal - GuidelinesSnishatNoch keine Bewertungen
- CISCM Study Guide (3530)Dokument316 SeitenCISCM Study Guide (3530)MENNA SHAKIBNoch keine Bewertungen
- SIOP (Sales Inventory Operations Planning)Dokument31 SeitenSIOP (Sales Inventory Operations Planning)Harish GopalanNoch keine Bewertungen
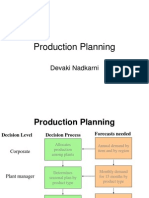
- Production Planning: Devaki NadkarniDokument29 SeitenProduction Planning: Devaki Nadkarnidsathiya100% (1)
- Work Handover FormDokument3 SeitenWork Handover FormRosian RyanNoch keine Bewertungen
- Unit4 CKNG PDFDokument64 SeitenUnit4 CKNG PDFSachin KhotNoch keine Bewertungen
- 05 Conversion CycleDokument24 Seiten05 Conversion CycleDillon Murphy100% (1)
- Practical Guide To Production Planning & Control [Revised Edition]Von EverandPractical Guide To Production Planning & Control [Revised Edition]Bewertung: 1 von 5 Sternen1/5 (1)
- Material Requirement PlanningDokument23 SeitenMaterial Requirement Planningsangaleabhi100% (1)
- Self Evaluation QuestionsDokument4 SeitenSelf Evaluation QuestionsNeeraj KhatriNoch keine Bewertungen
- Total Quality Management Short NoteDokument4 SeitenTotal Quality Management Short NoteHazim IzzatNoch keine Bewertungen
- Contekan Supply ChainDokument2 SeitenContekan Supply ChainBagasAninditoSatyabhaktiNoch keine Bewertungen
- Cpim DSPDokument9 SeitenCpim DSPfuzelahmedNoch keine Bewertungen
- CPIM (Certified in Production and Inventory Management)Dokument9 SeitenCPIM (Certified in Production and Inventory Management)TannelsNoch keine Bewertungen
- Lab 7 Modeling Oscillation SystemDokument14 SeitenLab 7 Modeling Oscillation SystemPard TeekasapNoch keine Bewertungen
- PPT:-Production Planning and Inventory ManagementDokument23 SeitenPPT:-Production Planning and Inventory Managementaimri_cochin100% (1)
- Module-4: Material Requirement Planning (MRP)Dokument10 SeitenModule-4: Material Requirement Planning (MRP)DhiyaneshNoch keine Bewertungen
- Just in Time and BackflushingDokument25 SeitenJust in Time and BackflushingSilvani Margaretha SimangunsongNoch keine Bewertungen
- Problems: Problem I: True or FalseDokument75 SeitenProblems: Problem I: True or FalseRosemarie Cruz100% (1)
- Production Planning and Inventory ManagementDokument23 SeitenProduction Planning and Inventory ManagementMuhammad Bilal100% (1)
- Production Planning and Inventory ManagementDokument31 SeitenProduction Planning and Inventory ManagementChindu JosephNoch keine Bewertungen
- Competitive Analysis Benchmark ReportDokument3 SeitenCompetitive Analysis Benchmark Reportdebka100% (1)
- Inventory Management ProposalDokument9 SeitenInventory Management ProposalIbrahim Ssenkubuge67% (12)
- 6 - Just-In-time and Lean ThinkingDokument62 Seiten6 - Just-In-time and Lean ThinkingNguyễn Khánh TùngNoch keine Bewertungen
- Inventory Management - Lecture 3Dokument21 SeitenInventory Management - Lecture 3AYESHA RASHIDNoch keine Bewertungen
- Production Planning and Inventory ManagementDokument31 SeitenProduction Planning and Inventory ManagementshivjitiwariNoch keine Bewertungen
- Operations Compedium IIFTDokument41 SeitenOperations Compedium IIFTSOUVIK ROY MBA 2021-23 (Delhi)Noch keine Bewertungen
- Report Chapter 8 - Group 5 - CC01Dokument10 SeitenReport Chapter 8 - Group 5 - CC01Khuê NguyễnNoch keine Bewertungen
- Debanjoy Basak 6Bbah-B 1823136 Production ManagementDokument9 SeitenDebanjoy Basak 6Bbah-B 1823136 Production ManagementDEBANJOY BASAK 1823136Noch keine Bewertungen
- Material Management 2 (B)Dokument30 SeitenMaterial Management 2 (B)Asad AliNoch keine Bewertungen
- Om Introduction, Material Requirement and Aggregate PlanningDokument15 SeitenOm Introduction, Material Requirement and Aggregate PlanningSaloni SawantNoch keine Bewertungen
- Trupti Ass.Dokument33 SeitenTrupti Ass.Trupti AkhareNoch keine Bewertungen
- Pom - Materials Requirement Planning, SQC TQMDokument15 SeitenPom - Materials Requirement Planning, SQC TQMMURALI KRISHNA VELAVETI Dr.Noch keine Bewertungen
- Just in Time TQMDokument43 SeitenJust in Time TQMpareek9590Noch keine Bewertungen
- Unit 2Dokument29 SeitenUnit 2vignesh sivakumarNoch keine Bewertungen
- Unit 34: Operations Management: Presented By: Dwayne Cargill Colbourne College July 4, 2016Dokument21 SeitenUnit 34: Operations Management: Presented By: Dwayne Cargill Colbourne College July 4, 2016vikasNoch keine Bewertungen
- Production CycleDokument37 SeitenProduction Cycleara amelNoch keine Bewertungen
- 1.1.3 Master 01AP2014Dokument24 Seiten1.1.3 Master 01AP2014Denis CNoch keine Bewertungen
- Inventory Control in PPCDokument33 SeitenInventory Control in PPCGaurav Gangwar SuryaNoch keine Bewertungen
- Supply Chain Management Case StudyDokument2 SeitenSupply Chain Management Case StudyLeonidNoch keine Bewertungen
- Manufacturing & Delivery OperationsDokument12 SeitenManufacturing & Delivery OperationsFadekemi AdelabuNoch keine Bewertungen
- Assigment 1 OSCMDokument4 SeitenAssigment 1 OSCMRahul ShahNoch keine Bewertungen
- Production Planning and Control Literature ReviewDokument6 SeitenProduction Planning and Control Literature ReviewaflstquqxNoch keine Bewertungen
- Conversion Cycle NotesDokument7 SeitenConversion Cycle NotesJoana TrinidadNoch keine Bewertungen
- MBA 2nd Sem Lacture Note - 05Dokument4 SeitenMBA 2nd Sem Lacture Note - 05GOURAB ROYNoch keine Bewertungen
- Opc Unit-2Dokument14 SeitenOpc Unit-2Aashish Singh IINoch keine Bewertungen
- 04 Capacity PlanningDokument10 Seiten04 Capacity PlanningGwyneth BundaNoch keine Bewertungen
- Harare Institute of TechnologyDokument9 SeitenHarare Institute of Technologyjosphat muchatutaNoch keine Bewertungen
- QB PPCDokument45 SeitenQB PPCA. ANBU RAJ Mech - Asst.ProfNoch keine Bewertungen
- BME1 Operations MGT Chapter 7Dokument8 SeitenBME1 Operations MGT Chapter 7Cristina maeNoch keine Bewertungen
- Assignment 5Dokument3 SeitenAssignment 5Ankit SainiNoch keine Bewertungen
- 1.1.3 Sales Master Scheduling and Sequencing 01APR2014Dokument24 Seiten1.1.3 Sales Master Scheduling and Sequencing 01APR2014Francisco Sousa Roberto Jr.Noch keine Bewertungen
- PNOM Final Rsaghu SlovedDokument38 SeitenPNOM Final Rsaghu SlovedGokul KarwaNoch keine Bewertungen
- Production Planning and ControlDokument12 SeitenProduction Planning and ControlAbhinit VermaNoch keine Bewertungen
- Production Planning Model With Simultaneous Production of Spare PartsDokument4 SeitenProduction Planning Model With Simultaneous Production of Spare PartsmaherkamelNoch keine Bewertungen
- (Example) SUPPLY CHAIN MANAGEMENT FOR EXEC BACHELOR ASSIGNMENTDokument7 Seiten(Example) SUPPLY CHAIN MANAGEMENT FOR EXEC BACHELOR ASSIGNMENTautorin1995Noch keine Bewertungen
- Production Planning and Control For Remanufacturing Literature Review and AnalysisDokument7 SeitenProduction Planning and Control For Remanufacturing Literature Review and Analysisea3mfh42Noch keine Bewertungen
- 2 Mark Questions: 1. Write Down The Components of Manufacturing Systems. Discuss Any OneDokument8 Seiten2 Mark Questions: 1. Write Down The Components of Manufacturing Systems. Discuss Any OneWren DsilvaNoch keine Bewertungen
- 69 Inventory Management ProposalDokument9 Seiten69 Inventory Management ProposalPrincess Lee100% (1)
- Course Pack - Operations ManagementDokument34 SeitenCourse Pack - Operations ManagementSARBIKPAUL CHOWDHURYNoch keine Bewertungen
- Bab 6Dokument36 SeitenBab 6Rahmad Ade FitriaNoch keine Bewertungen
- Manufacturing Secret : Product Development and Intelligent Manufacturing For Flexible Automation With Odoo 17: odoo consultations, #1.1Von EverandManufacturing Secret : Product Development and Intelligent Manufacturing For Flexible Automation With Odoo 17: odoo consultations, #1.1Noch keine Bewertungen
- Review of Mei-I Cheng and Andrew R PapersDokument3 SeitenReview of Mei-I Cheng and Andrew R PaperspralayeshNoch keine Bewertungen
- The Philippine Stock Exchange (PSE) Is The Only Stock Exchange in The Philippines. It Is One of The OldestDokument7 SeitenThe Philippine Stock Exchange (PSE) Is The Only Stock Exchange in The Philippines. It Is One of The OldestDaren TolentinoNoch keine Bewertungen
- Reissue of Shares: RecapulitationDokument3 SeitenReissue of Shares: RecapulitationayeshaNoch keine Bewertungen
- Brand and Branding: Jean - Noel KapfererDokument19 SeitenBrand and Branding: Jean - Noel Kapferersun girlNoch keine Bewertungen
- SME and SE ParagraphDokument2 SeitenSME and SE ParagraphAimee CuteNoch keine Bewertungen
- MKT Brick and MortarDokument18 SeitenMKT Brick and MortarSyazwani Omar100% (2)
- Corporate Finance Institute - Financial-Modeling-GuidelinesDokument95 SeitenCorporate Finance Institute - Financial-Modeling-GuidelinesTan Pheng SoonNoch keine Bewertungen
- A&f - Tut 9 - Group 5 - FinalDokument31 SeitenA&f - Tut 9 - Group 5 - FinalPhan Thị Hoài 2D19Noch keine Bewertungen
- IMC Plan of Interwood Mobel PVT LTDDokument15 SeitenIMC Plan of Interwood Mobel PVT LTDUnEeb WaSeemNoch keine Bewertungen
- A5 - Ukio-1Dokument8 SeitenA5 - Ukio-1securify.fmsNoch keine Bewertungen
- ICICI Prudential Life Insurance Vs LIC PriDokument53 SeitenICICI Prudential Life Insurance Vs LIC PriPriya Aggarwal100% (2)
- 6p Mock Exam AnswersDokument44 Seiten6p Mock Exam Answersshexi325Noch keine Bewertungen
- TOPIC 2 Mio2Dokument46 SeitenTOPIC 2 Mio2Natti NonglekNoch keine Bewertungen
- 151333-121838 20200331 PDFDokument8 Seiten151333-121838 20200331 PDFNizam ShamatNoch keine Bewertungen
- Chapter 1 - The Systems Development Environment - 2Dokument23 SeitenChapter 1 - The Systems Development Environment - 2Mahdi GhulamiNoch keine Bewertungen
- AIKEZ Retail Store General Journal For The Month of January 2021 Date Particulars F Debit CreditDokument20 SeitenAIKEZ Retail Store General Journal For The Month of January 2021 Date Particulars F Debit CreditHasanah AmerilNoch keine Bewertungen
- Black BookDokument50 SeitenBlack BookRaj PatelNoch keine Bewertungen
- Jai Corp 2014Dokument129 SeitenJai Corp 2014SUKHSAGAR AGGARWALNoch keine Bewertungen
- Peloton Case Study Assignment InstructionsDokument5 SeitenPeloton Case Study Assignment Instructionsdineshupadhyay213Noch keine Bewertungen
- Sas Realtime Decision Manager 103200Dokument4 SeitenSas Realtime Decision Manager 103200jbsimha3629Noch keine Bewertungen
- Annexure Circular 241 ADV-59-2022-23 ANNEXURE 1Dokument49 SeitenAnnexure Circular 241 ADV-59-2022-23 ANNEXURE 1sandeepNoch keine Bewertungen
- Kasus ABA 6 - Sarah Russell, Staff AccountantDokument3 SeitenKasus ABA 6 - Sarah Russell, Staff AccountanttabithaNoch keine Bewertungen
- Money and Banking PPT QuestionsDokument41 SeitenMoney and Banking PPT Questionszainab130831Noch keine Bewertungen









![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)













































































