Das könnte Ihnen auch gefallen
- All-in-One Manual of Industrial Piping Practice and MaintenanceVon EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceBewertung: 5 von 5 Sternen5/5 (1)
- A 381 - 96 QTM4MS05NGDokument5 SeitenA 381 - 96 QTM4MS05NGnica tamNoch keine Bewertungen
- How to prepare Welding Procedures for Oil & Gas PipelinesVon EverandHow to prepare Welding Procedures for Oil & Gas PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- Astm A134Dokument4 SeitenAstm A134Francisco HernandezNoch keine Bewertungen
- Astm A 106 - 08Dokument9 SeitenAstm A 106 - 08Alvin Irfani AzharNoch keine Bewertungen
- Structural Steel Design to Eurocode 3 and AISC SpecificationsVon EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNoch keine Bewertungen
- Astm A 139 - A 139M - 00 QTEZOS9BMTM5TS1SRUQ - PDFDokument9 SeitenAstm A 139 - A 139M - 00 QTEZOS9BMTM5TS1SRUQ - PDFMercedes Villacis TroncosoNoch keine Bewertungen
- A1005Dokument6 SeitenA1005hamidharvardNoch keine Bewertungen
- A134-96 (2012) Standard Specification For Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over) PDFDokument4 SeitenA134-96 (2012) Standard Specification For Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over) PDFJosé Israel HGNoch keine Bewertungen
- Steel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedDokument6 SeitenSteel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedOrkun OrhanNoch keine Bewertungen
- Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsDokument5 SeitenMetal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission Systemsrohit kumarNoch keine Bewertungen
- A500/a500m - 09Dokument5 SeitenA500/a500m - 09Jeff GallandNoch keine Bewertungen
- Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Dokument4 SeitenPipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Sriniramu SriniramuNoch keine Bewertungen
- Astm b280 1997 PDFDokument10 SeitenAstm b280 1997 PDFvaradha184100% (1)
- Astm A-1005Dokument6 SeitenAstm A-1005dennis_ugarteNoch keine Bewertungen
- Astm A381 1996 PDFDokument7 SeitenAstm A381 1996 PDFMauricio Rincón OrtizNoch keine Bewertungen
- A134 PDFDokument4 SeitenA134 PDFAlberto DiazNoch keine Bewertungen
- Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Dokument3 SeitenSteel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Thân KhaNoch keine Bewertungen
- Austenitic Chromium-Nickel-Silicon Alloy Steel Seamless and Welded PipeDokument4 SeitenAustenitic Chromium-Nickel-Silicon Alloy Steel Seamless and Welded PipeJosé Ramón GutierrezNoch keine Bewertungen
- A847Dokument5 SeitenA847Sallemi GuafrachNoch keine Bewertungen
- Sa 134Dokument5 SeitenSa 134Raju SkNoch keine Bewertungen
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDokument5 SeitenCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceJosé Ramón GutierrezNoch keine Bewertungen
- A 872 - 91 R02 Qtg3mi05mviwmgDokument3 SeitenA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNoch keine Bewertungen
- Astm A139Dokument6 SeitenAstm A139william_m08100% (1)
- A 872 - 91 r02 Qtg3mi9bodcyts1sruqDokument6 SeitenA 872 - 91 r02 Qtg3mi9bodcyts1sruqsachinguptachdNoch keine Bewertungen
- Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalDokument5 SeitenFerritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalJosé Ramón GutierrezNoch keine Bewertungen
- A134 PDFDokument4 SeitenA134 PDFالGINIRAL FREE FIRENoch keine Bewertungen
- A 381 Â " 96 - QTM4MS05NGDokument5 SeitenA 381 Â " 96 - QTM4MS05NGhNoch keine Bewertungen
- A 954 - 96 QTK1NC05NGDokument4 SeitenA 954 - 96 QTK1NC05NGsachinguptachdNoch keine Bewertungen
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForDokument9 SeitenElectric-Resistance-Welded Steel Pipe: Standard Specification Foramit02mechNoch keine Bewertungen
- A660Dokument4 SeitenA660Amreusit SaschimbnumeleNoch keine Bewertungen
- A 554 - 03Dokument6 SeitenA 554 - 03luis-12Noch keine Bewertungen
- ASTM B-280, Seamless Copper Tube For Air Conditioning and Ref Rig RationDokument9 SeitenASTM B-280, Seamless Copper Tube For Air Conditioning and Ref Rig RationSandm MhNoch keine Bewertungen
- A 861 - 04 QTG2MQ - PDFDokument28 SeitenA 861 - 04 QTG2MQ - PDFMung Duong Xuan100% (1)
- Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Dokument3 SeitenSteel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)mulong83Noch keine Bewertungen
- Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesDokument4 SeitenElectric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesVishal SharmaNoch keine Bewertungen
- A 861 - 02 QTG2MS0WMG - PDFDokument28 SeitenA 861 - 02 QTG2MS0WMG - PDFMung Duong XuanNoch keine Bewertungen
- Metal-Arc-Welded Carbon or High-Strength Low-Alloy Steel Pipe For Use With High-Pressure Transmission SystemsDokument4 SeitenMetal-Arc-Welded Carbon or High-Strength Low-Alloy Steel Pipe For Use With High-Pressure Transmission Systemsist93993Noch keine Bewertungen
- A 139 - A 139m - 00 Qtezos9bmtm5ts1sruqDokument9 SeitenA 139 - A 139m - 00 Qtezos9bmtm5ts1sruqfadjarNoch keine Bewertungen
- Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalDokument7 SeitenFerritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalSameh AminNoch keine Bewertungen
- A135A135MDokument9 SeitenA135A135Msamy7354Noch keine Bewertungen
- Astm A106Dokument8 SeitenAstm A106LaLo AtNoch keine Bewertungen
- A 949 - A 949m - 00 Qtk0os9botq5ts1sruqDokument6 SeitenA 949 - A 949m - 00 Qtk0os9botq5ts1sruqsachinguptachdNoch keine Bewertungen
- ASTM A500 2010 TubosDokument6 SeitenASTM A500 2010 TubosRober Moises Chumbe SoveroNoch keine Bewertungen
- 5504Dokument10 Seiten5504hhr2412Noch keine Bewertungen
- Astm A722Dokument5 SeitenAstm A722Safwat El Rouby100% (1)
- A+490m+-+04++ Qtq5me0Dokument6 SeitenA+490m+-+04++ Qtq5me0tehOnipisNoch keine Bewertungen
- A 135 - 01 Qteznq - PDFDokument9 SeitenA 135 - 01 Qteznq - PDFStuartNoch keine Bewertungen
- IS 3589-2001 MS PipesDokument21 SeitenIS 3589-2001 MS Pipesiampatanjali100% (5)
- Is 3589Dokument22 SeitenIs 3589Otavio123100% (1)
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDokument3 SeitenSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsCharlie ChongNoch keine Bewertungen
- Is - 01879 - 2010Dokument31 SeitenIs - 01879 - 2010sangitaghaisasNoch keine Bewertungen
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForDokument9 SeitenElectric-Resistance-Welded Steel Pipe: Standard Specification ForSriniramu SriniramuNoch keine Bewertungen
- A193Dokument13 SeitenA193JEn LisNoch keine Bewertungen
- A 949 - A 949M - 01 Qtk0os9botq5tqDokument4 SeitenA 949 - A 949M - 01 Qtk0os9botq5tqsachinguptachdNoch keine Bewertungen
- Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Dokument3 SeitenSteel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Ajesh Kumar MuraleedharanNoch keine Bewertungen
- A618 PDFDokument4 SeitenA618 PDFSadashiva sahooNoch keine Bewertungen
- 02 Samss 006Dokument17 Seiten02 Samss 006inatt101Noch keine Bewertungen
- A490MDokument5 SeitenA490MKAROLNoch keine Bewertungen
- TAsya Peta2Dokument1 SeiteTAsya Peta2hadeNoch keine Bewertungen
- DWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcessDokument1 SeiteDWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcesshadeNoch keine Bewertungen
- DWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcessDokument1 SeiteDWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcesshadeNoch keine Bewertungen
- DWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcessDokument1 SeiteDWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcesshadeNoch keine Bewertungen
- SGN-04 - Foot Frame 2Dokument2 SeitenSGN-04 - Foot Frame 2hadeNoch keine Bewertungen
- DWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcessDokument1 SeiteDWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcesshadeNoch keine Bewertungen
- Iglidur® P, Form F, MMDokument9 SeitenIglidur® P, Form F, MMhadeNoch keine Bewertungen
- 8373.4 Meters at 135.39357Dokument1 Seite8373.4 Meters at 135.39357hadeNoch keine Bewertungen
- TAsya PetaDokument1 SeiteTAsya PetahadeNoch keine Bewertungen
- Intake Pond ViewDokument1 SeiteIntake Pond ViewhadeNoch keine Bewertungen
- Potongan B - B: EL +4.50 MAB EL +4.00Dokument1 SeitePotongan B - B: EL +4.50 MAB EL +4.00hadeNoch keine Bewertungen
- Gantrex BumperrsDokument1 SeiteGantrex BumperrshadeNoch keine Bewertungen
- PBD 20 L 050Dokument1 SeitePBD 20 L 050hadeNoch keine Bewertungen
- CTP r21Dokument2 SeitenCTP r21hadeNoch keine Bewertungen
- 007Dokument1 Seite007hadeNoch keine Bewertungen
- BracketDokument1 SeiteBrackethadeNoch keine Bewertungen
- P 2Dokument1 SeiteP 2hadeNoch keine Bewertungen
- JW 001 PDFDokument1 SeiteJW 001 PDFhadeNoch keine Bewertungen
- GT30Dokument1 SeiteGT30hadeNoch keine Bewertungen
- Potongan B - B: EL +4.50 MAB EL +4.00Dokument1 SeitePotongan B - B: EL +4.50 MAB EL +4.00hadeNoch keine Bewertungen
- Bushing KLBHDokument1 SeiteBushing KLBHhadeNoch keine Bewertungen
- 14 Hydraulic Buffer Type 70Dokument2 Seiten14 Hydraulic Buffer Type 70hadeNoch keine Bewertungen
- s33 Rail Data Sheet MetricDokument1 Seites33 Rail Data Sheet MetrichadeNoch keine Bewertungen
- P 1Dokument1 SeiteP 1hadeNoch keine Bewertungen
- 11-5 LockDokument1 Seite11-5 LockhadeNoch keine Bewertungen
- CC MarkingDokument1 SeiteCC MarkinghadeNoch keine Bewertungen
- CC Marking PDFDokument1 SeiteCC Marking PDFhadeNoch keine Bewertungen
- R WinderDokument5 SeitenR WinderhadeNoch keine Bewertungen
- Din 15093Dokument2 SeitenDin 15093hadeNoch keine Bewertungen
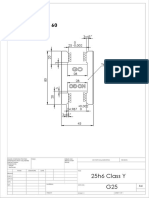
- SKD 11, HRC 60: 25h6 Class Y G25Dokument1 SeiteSKD 11, HRC 60: 25h6 Class Y G25hadeNoch keine Bewertungen
- Theoretical CyclesDokument49 SeitenTheoretical CyclesMariaEzzaSyUyNoch keine Bewertungen
- Essential Calculus Skills Practice Workbook With Full SolutionsDokument528 SeitenEssential Calculus Skills Practice Workbook With Full SolutionsGerardo Navarro Sánchez94% (65)
- Maritime Management SystemsDokument105 SeitenMaritime Management SystemsAndika AntakaNoch keine Bewertungen
- Precision CatalogDokument256 SeitenPrecision CatalogImad AghilaNoch keine Bewertungen
- Kinder DLL Week 8Dokument15 SeitenKinder DLL Week 8Jainab Pula SaiyadiNoch keine Bewertungen
- Tabla9 1Dokument1 SeiteTabla9 1everquinNoch keine Bewertungen
- Mega StructuresDokument2 SeitenMega StructuresSanthosh KumarNoch keine Bewertungen
- Asaali - Project Estimation - Ce155p-2 - A73Dokument7 SeitenAsaali - Project Estimation - Ce155p-2 - A73Kandhalvi AsaaliNoch keine Bewertungen
- Coding DecodingDokument21 SeitenCoding DecodingAditya VermaNoch keine Bewertungen
- Preview: Proquest Dissertations and Theses 2002 Proquest Dissertations & Theses Full TextDokument24 SeitenPreview: Proquest Dissertations and Theses 2002 Proquest Dissertations & Theses Full TextFelipe AguilarNoch keine Bewertungen
- Tips For A Healthy PregnancyDokument2 SeitenTips For A Healthy PregnancyLizaNoch keine Bewertungen
- Karl MarxDokument4 SeitenKarl Marxeirvine noah isidroNoch keine Bewertungen
- CS402 Mcqs MidTerm by Vu Topper RMDokument50 SeitenCS402 Mcqs MidTerm by Vu Topper RMM. KhizarNoch keine Bewertungen
- The Practical Reference Guide ForDokument4 SeitenThe Practical Reference Guide Forelias667Noch keine Bewertungen
- ACR39U-U1: (USB Type A) Smart Card ReaderDokument8 SeitenACR39U-U1: (USB Type A) Smart Card Readersuraj18in4uNoch keine Bewertungen
- BIF-V Medium With Preload: DN Value 130000Dokument2 SeitenBIF-V Medium With Preload: DN Value 130000Robi FirdausNoch keine Bewertungen
- Conceptual Artist in Nigeria UNILAGDokument13 SeitenConceptual Artist in Nigeria UNILAGAdelekan FortuneNoch keine Bewertungen
- Atomic St. Package PDFDokument28 SeitenAtomic St. Package PDFSatvik RaoNoch keine Bewertungen
- 23001864Dokument15 Seiten23001864vinodsrawat33.asiNoch keine Bewertungen
- Pharmalytica Exhibitor List 2023Dokument3 SeitenPharmalytica Exhibitor List 2023Suchita PoojaryNoch keine Bewertungen
- Times Square C2C Cardigan: Finished Measurements NotionsDokument8 SeitenTimes Square C2C Cardigan: Finished Measurements Notionsdiana.alyNoch keine Bewertungen
- Lima Indiana Oil FieldDokument32 SeitenLima Indiana Oil FieldCHARLES PATULAYNoch keine Bewertungen
- Exercise On Word Formation 2 (Unit 2 - Advanced) : Tran Dai Nghia High School For The GiftedDokument3 SeitenExercise On Word Formation 2 (Unit 2 - Advanced) : Tran Dai Nghia High School For The GiftedEveryonehateshiuzo 2.0Noch keine Bewertungen
- Metaphysics of LucretiusDokument6 SeitenMetaphysics of LucretiusChristopher BennettNoch keine Bewertungen
- Resume: Satyam KumarDokument3 SeitenResume: Satyam KumarEr Satyam Kumar KrantiNoch keine Bewertungen
- Bulk Material/Part Ppap Process Checklist / Approval: Required?Dokument32 SeitenBulk Material/Part Ppap Process Checklist / Approval: Required?krds chidNoch keine Bewertungen
- 8-General Rules For Erection ProcedureDokument4 Seiten8-General Rules For Erection ProcedurePrijin UnnunnyNoch keine Bewertungen
- Surface Finish Measurement NotesDokument32 SeitenSurface Finish Measurement NotesAneez ShresthaNoch keine Bewertungen
- ELS 06 Maret 223Dokument16 SeitenELS 06 Maret 223Tri WinarsoNoch keine Bewertungen
- PH & TemperatureDokument8 SeitenPH & TemperatureNanaNoch keine Bewertungen