Das könnte Ihnen auch gefallen
- Machine Design Elements and AssembliesVon EverandMachine Design Elements and AssembliesBewertung: 3.5 von 5 Sternen3.5/5 (2)
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsVon EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsNoch keine Bewertungen
- Lecture #10 Types of Belts and Belt Selection: Course Name: Design of Machine Elements Course Number: MET 214Dokument22 SeitenLecture #10 Types of Belts and Belt Selection: Course Name: Design of Machine Elements Course Number: MET 214Anup M UpadhyayaNoch keine Bewertungen
- Integrated Mechanical DesignJAN - 11Dokument4 SeitenIntegrated Mechanical DesignJAN - 11SasiKumar PetchiappanNoch keine Bewertungen
- Shaft Design (Mini Project 2) Machine Design ProjectDokument26 SeitenShaft Design (Mini Project 2) Machine Design ProjectMohammad Tahir100% (5)
- Selection and Adaptation of Hydraulic Cylinders For Tipper HoistingDokument7 SeitenSelection and Adaptation of Hydraulic Cylinders For Tipper HoistingManohar M Hegde100% (1)
- Lab Integrated DesignDokument2 SeitenLab Integrated DesignSpidyNoch keine Bewertungen
- Driveshaft Senior Design ReportDokument61 SeitenDriveshaft Senior Design ReportAlex BradleyNoch keine Bewertungen
- Shaft Design ProjectDokument14 SeitenShaft Design Projectjwm6085% (13)
- New Friction Mechanical TransmissionDokument5 SeitenNew Friction Mechanical TransmissionInternational Journal of Engineering Inventions (IJEI)Noch keine Bewertungen
- Chain Drives: Why Use A Chain Drive?Dokument6 SeitenChain Drives: Why Use A Chain Drive?Syed Raheel AdeelNoch keine Bewertungen
- HELLODokument9 SeitenHELLORavinder ChaudharyNoch keine Bewertungen
- Problems s2Dokument6 SeitenProblems s2zangue billy jamesNoch keine Bewertungen
- Final Form 2 373Dokument12 SeitenFinal Form 2 373Abood RainNoch keine Bewertungen
- ME450 - 06 FlexElem Ch17A HODokument28 SeitenME450 - 06 FlexElem Ch17A HOJudah Cochrane KatzNoch keine Bewertungen
- R.M. Van Druten, P.G. Van Tilborg, P.C.J.N. Rosielle, M.J.W. SchoutenDokument6 SeitenR.M. Van Druten, P.G. Van Tilborg, P.C.J.N. Rosielle, M.J.W. SchoutenAjay ChandranNoch keine Bewertungen
- Belt AnalysisDokument4 SeitenBelt AnalysisMaheswaran MuthaiyanNoch keine Bewertungen
- Chapter 5 - Friction Devices - Theory of Machines - Part 1Dokument17 SeitenChapter 5 - Friction Devices - Theory of Machines - Part 1Sandip GhoshNoch keine Bewertungen
- Lec4-Belt DrivesDokument37 SeitenLec4-Belt Drivesmohamed.hassan031Noch keine Bewertungen
- Static and Dynamic Analysis of Suspension System With Longitudinal Spring and Damper Assembly NEWDokument6 SeitenStatic and Dynamic Analysis of Suspension System With Longitudinal Spring and Damper Assembly NEWTrbvmNoch keine Bewertungen
- 679 02 Fenner Chain DrivesDokument32 Seiten679 02 Fenner Chain Drivesparag76760% (1)
- Design and Analysis of Multi-Angular Gearless Transmission SystemDokument9 SeitenDesign and Analysis of Multi-Angular Gearless Transmission SystemShrikkNoch keine Bewertungen
- DTS - Unit - 2 PDFDokument14 SeitenDTS - Unit - 2 PDFmani100% (1)
- AT8611 Lab QuestionsDokument9 SeitenAT8611 Lab QuestionsChirpiNoch keine Bewertungen
- Topic BeltsDokument20 SeitenTopic BeltsAstri Ngent100% (1)
- Volvo PRV Engine ManualDokument17 SeitenVolvo PRV Engine ManualjbouzaNoch keine Bewertungen
- Assignment 1 (Unit 1 and 2)Dokument5 SeitenAssignment 1 (Unit 1 and 2)Atharva ChoudhariNoch keine Bewertungen
- 5 - Machine Tool SpindleDokument23 Seiten5 - Machine Tool SpindleOkan ÖzelNoch keine Bewertungen
- Application of Belt Drive and Selection MethodDokument11 SeitenApplication of Belt Drive and Selection MethodAshutosh kumarNoch keine Bewertungen
- Lathe DesignDokument11 SeitenLathe DesignShiyas Basheer0% (1)
- Shaft Design and Flywheel DimensioningDokument13 SeitenShaft Design and Flywheel DimensioningihtishamuddNoch keine Bewertungen
- Case Study and Stress Analysis of A 3Dokument12 SeitenCase Study and Stress Analysis of A 3Talha MemonNoch keine Bewertungen
- Machine Design - LDokument2 SeitenMachine Design - LNilesh Mistry (Nilesh Sharma)Noch keine Bewertungen
- 181505-181902-MD - IiDokument2 Seiten181505-181902-MD - IiSiddharth PanchalNoch keine Bewertungen
- New Gearbox DesignDokument16 SeitenNew Gearbox DesignIAN MIGOTNoch keine Bewertungen
- Detc2002/mech 34231Dokument10 SeitenDetc2002/mech 34231kaesarNoch keine Bewertungen
- Roller Chain Drive Selection: Table 1 - Service FactorsDokument5 SeitenRoller Chain Drive Selection: Table 1 - Service FactorsPercy TorresNoch keine Bewertungen
- Bike CrankansysDokument5 SeitenBike CrankansysPranav ěýĕѕ ŠpęăқNoch keine Bewertungen
- Idler DesignDokument6 SeitenIdler DesignVaibhav GuptaNoch keine Bewertungen
- Sr. No Topic Page Number: MAE 577 CAD Applications Adwait Joshi (2954-1696)Dokument38 SeitenSr. No Topic Page Number: MAE 577 CAD Applications Adwait Joshi (2954-1696)Narendra Kumar DhayalNoch keine Bewertungen
- Tripod Joint and Drive ShaftDokument10 SeitenTripod Joint and Drive ShaftArnob DasNoch keine Bewertungen
- BELT Lecture 01Dokument56 SeitenBELT Lecture 01mahaveer dasNoch keine Bewertungen
- Fundamentals of Pulley and WinchesDokument62 SeitenFundamentals of Pulley and WinchesvikasgahlyanNoch keine Bewertungen
- 39 Design of V - Belt DrivesDokument10 Seiten39 Design of V - Belt DrivesPRASAD326100% (6)
- Gear Design 2Dokument15 SeitenGear Design 2cracking khalifNoch keine Bewertungen
- NUiCONE-2015 Design and Analysis of 100 T Capacity Bottom Pulley Hook Block For Double Girder EOT CraneDokument5 SeitenNUiCONE-2015 Design and Analysis of 100 T Capacity Bottom Pulley Hook Block For Double Girder EOT CraneGogyNoch keine Bewertungen
- 3.2 Design SystemDokument48 Seiten3.2 Design SystemMahmoud RababahNoch keine Bewertungen
- l3 Group 8 2Dokument5 Seitenl3 Group 8 2api-281193401Noch keine Bewertungen
- Finite Element Analysis of Orbital Forming Used in Spindle/Inner Ring AssemblyDokument6 SeitenFinite Element Analysis of Orbital Forming Used in Spindle/Inner Ring AssemblyEldori1988Noch keine Bewertungen
- Example of Gearbox CalculationDokument9 SeitenExample of Gearbox CalculationWassihun Amdie100% (1)
- Mech 325 Tutorials (Questions Only)Dokument54 SeitenMech 325 Tutorials (Questions Only)Shahriar Norouzi ZadehNoch keine Bewertungen
- Smoothing The Ride: A Simple ModelDokument16 SeitenSmoothing The Ride: A Simple ModelChristian QuitoNoch keine Bewertungen
- Example of Gearbox Calculation.: Input ConditionsDokument5 SeitenExample of Gearbox Calculation.: Input Conditionsoman1148100% (1)
- Planar Linkage Synthesis: A modern CAD based approachVon EverandPlanar Linkage Synthesis: A modern CAD based approachNoch keine Bewertungen
- Control of DC Motor Using Different Control StrategiesVon EverandControl of DC Motor Using Different Control StrategiesNoch keine Bewertungen
- Solution Manual for 100 Genesys Design Examples: Second EditionVon EverandSolution Manual for 100 Genesys Design Examples: Second EditionNoch keine Bewertungen
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsVon EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNoch keine Bewertungen
- Team Awesome Thermal System Report - Water SlideDokument12 SeitenTeam Awesome Thermal System Report - Water Slidebcairns12Noch keine Bewertungen
- ME2 Lab Raw Data MEMS1042Dokument2 SeitenME2 Lab Raw Data MEMS1042bcairns12Noch keine Bewertungen
- Butterfly and Poppet ValvesDokument5 SeitenButterfly and Poppet Valvesbcairns12Noch keine Bewertungen
- ProposalDokument1 SeiteProposalbcairns12Noch keine Bewertungen
- Delonghi Pinguino Water To Air Pac We125 Instruction Manual 715678Dokument21 SeitenDelonghi Pinguino Water To Air Pac We125 Instruction Manual 715678Luis AlbertoAlmeidaSilva100% (1)
- (English (Auto-Generated) ) Intraday Trading On Nifty (2nd September, 2021) 8 Lakhs Profit Shreyas Bandi Trade Ideas Live (DownSub - Com)Dokument41 Seiten(English (Auto-Generated) ) Intraday Trading On Nifty (2nd September, 2021) 8 Lakhs Profit Shreyas Bandi Trade Ideas Live (DownSub - Com)YaaroNoch keine Bewertungen
- 141 ISACA NACACS Auditing IT Projects Audit ProgramDokument86 Seiten141 ISACA NACACS Auditing IT Projects Audit Programkautaliya100% (6)
- Detailed Lesson Plan in Mathematics 10 I. ObjectivesDokument4 SeitenDetailed Lesson Plan in Mathematics 10 I. ObjectivesLouis Fetilo FabunanNoch keine Bewertungen
- 3-Storeyed 31-3-2015-Schedule PDFDokument1 Seite3-Storeyed 31-3-2015-Schedule PDFSi Thu AungNoch keine Bewertungen
- Chapter 15 - Leukocyte Migration and Inflammation - The IS Relies Upon The Continual Circulation of Leukocytes Through The BodyDokument12 SeitenChapter 15 - Leukocyte Migration and Inflammation - The IS Relies Upon The Continual Circulation of Leukocytes Through The BodyEmad ManniNoch keine Bewertungen
- pm2 5 Sensor 201605Dokument6 Seitenpm2 5 Sensor 201605Vennela NandikondaNoch keine Bewertungen
- IPE SakibBhaiMagicChothaDokument55 SeitenIPE SakibBhaiMagicChothaTousif SadmanNoch keine Bewertungen
- Silenat Berhanu SimaDokument6 SeitenSilenat Berhanu SimaSilenat BerhanuNoch keine Bewertungen
- Literature Review On Parking SpaceDokument6 SeitenLiterature Review On Parking Spacefvgy6fn3100% (1)
- Century 21 South Western Accounting Answer Key Free PDF Ebook Download Century 21 South Western Accounting Answer Key Download or Read Online Ebook Century 21 SouthDokument8 SeitenCentury 21 South Western Accounting Answer Key Free PDF Ebook Download Century 21 South Western Accounting Answer Key Download or Read Online Ebook Century 21 SouthJohn0% (4)
- The Aerodynamics of ParachutesDokument78 SeitenThe Aerodynamics of Parachutesstevehuppert50% (2)
- Anatomy & Physiology MCQsDokument26 SeitenAnatomy & Physiology MCQsMuskan warisNoch keine Bewertungen
- Strategic Cost AnalysisDokument24 SeitenStrategic Cost AnalysisBusiness Expert Press100% (10)
- Bhaktavatsalam Memorial College For Women: Hand Book 2020 - 21Dokument37 SeitenBhaktavatsalam Memorial College For Women: Hand Book 2020 - 21Anu RsNoch keine Bewertungen
- Exposure: The PhotoreactionDokument16 SeitenExposure: The PhotoreactionGeetha ThiruvengadamNoch keine Bewertungen
- Staad 4Dokument37 SeitenStaad 4saisssms9116100% (2)
- Data Migration Good DocumentDokument16 SeitenData Migration Good Documentsambit76Noch keine Bewertungen
- 9A02505 Electrical Machines-IIIDokument4 Seiten9A02505 Electrical Machines-IIIsivabharathamurthyNoch keine Bewertungen
- Critique of Violence - Walter BenjaminDokument14 SeitenCritique of Violence - Walter BenjaminKazım AteşNoch keine Bewertungen
- Miracle Mills 300 Series Hammer MillsDokument2 SeitenMiracle Mills 300 Series Hammer MillsSNoch keine Bewertungen
- Python - Data EngineeringDokument34 SeitenPython - Data EngineeringChetan PatilNoch keine Bewertungen
- Fuses f150Dokument7 SeitenFuses f150ORLANDONoch keine Bewertungen
- Chapter 1 MPLS OAM Configuration Commands ...................................................................... 1-1Dokument27 SeitenChapter 1 MPLS OAM Configuration Commands ...................................................................... 1-1Randy DookheranNoch keine Bewertungen
- Si2304 (Mosfet Sot 23)Dokument6 SeitenSi2304 (Mosfet Sot 23)Alfredo Valencia RodriguezNoch keine Bewertungen
- Analytical Chemistry (CHM111) Laboratory ManualDokument73 SeitenAnalytical Chemistry (CHM111) Laboratory ManualKatrina BucudNoch keine Bewertungen
- Olympiad Problem 2Dokument3 SeitenOlympiad Problem 2Đạt Nguyễn BáNoch keine Bewertungen
- Introduction To Neutrino Physics: Paolo LipariDokument85 SeitenIntroduction To Neutrino Physics: Paolo LipariSubhankar HowladerNoch keine Bewertungen
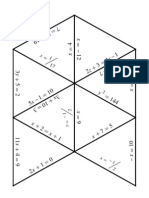
- Algebra1 Review PuzzleDokument3 SeitenAlgebra1 Review PuzzleNicholas Yates100% (1)
- 07 Endodontic RetreatmentDokument64 Seiten07 Endodontic RetreatmentGayathriNoch keine Bewertungen