Das könnte Ihnen auch gefallen
- Kabe AIAA Keynote PDF Figures 04102013Dokument55 SeitenKabe AIAA Keynote PDF Figures 04102013Ds HarrisNoch keine Bewertungen
- Block FoundationDokument16 SeitenBlock FoundationMai Kawayapanik100% (7)
- Intro To CNCDokument28 SeitenIntro To CNCnaga100% (1)
- Topic 11Dokument41 SeitenTopic 11Felipe Soares MaiaNoch keine Bewertungen
- Precision Machine DesignDokument32 SeitenPrecision Machine DesignnadjibwassimNoch keine Bewertungen
- Precision Machine Design: Topic 19 Power Transmission System RequirementsDokument26 SeitenPrecision Machine Design: Topic 19 Power Transmission System RequirementsFelipe Soares MaiaNoch keine Bewertungen
- Dhuaa PDFDokument8 SeitenDhuaa PDFAhmadMoaazNoch keine Bewertungen
- Pres PEMDDokument30 SeitenPres PEMDcesarlealferreiraNoch keine Bewertungen
- Mechatronic System DesignDokument34 SeitenMechatronic System Designgreen_way26Noch keine Bewertungen
- On-Chip Interconnect Analysis and Evaluation of Delay, Power, and Bandwidth Metrics Under Different Design GoalsDokument11 SeitenOn-Chip Interconnect Analysis and Evaluation of Delay, Power, and Bandwidth Metrics Under Different Design GoalsSwati MattaNoch keine Bewertungen
- DavidDokument25 SeitenDavidgtchsekharNoch keine Bewertungen
- A Robotic Ball Balancing Beam: Jeff Lieberman February 10, 2004Dokument16 SeitenA Robotic Ball Balancing Beam: Jeff Lieberman February 10, 2004Anum AhmedNoch keine Bewertungen
- Friction Compensation A Double Inverted Pendulum: Stons, CT FST, P.ODokument6 SeitenFriction Compensation A Double Inverted Pendulum: Stons, CT FST, P.Oمحمد المهندسNoch keine Bewertungen
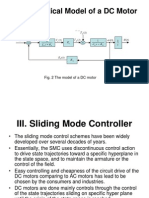
- Fig. 2 The Model of A DC MotorDokument10 SeitenFig. 2 The Model of A DC MotorFatih SalihovicNoch keine Bewertungen
- MEMS GyroscopeDokument39 SeitenMEMS GyroscopeShobhit Yadav100% (4)
- Step Motors PrezentacijaDokument125 SeitenStep Motors Prezentacijaltd27Noch keine Bewertungen
- Noise, Vibration and HarshnessDokument71 SeitenNoise, Vibration and HarshnessPrashanth Kumar0% (1)
- Control of A Double Inverted Pendulum On ADokument12 SeitenControl of A Double Inverted Pendulum On AJoseph CassarNoch keine Bewertungen
- Presentation On Industrial AutomationDokument42 SeitenPresentation On Industrial AutomationIti AgarwalNoch keine Bewertungen
- CFD Simulations of I.C. Engines: Combustion, Internal Flows, Integrated 1D - Multid SimulationsDokument63 SeitenCFD Simulations of I.C. Engines: Combustion, Internal Flows, Integrated 1D - Multid SimulationsHarshit SaxenaNoch keine Bewertungen
- Robust H Controller For Construction Elevator Drivesystem Vibrations AttenuatorDokument9 SeitenRobust H Controller For Construction Elevator Drivesystem Vibrations AttenuatorDr Saba TareqNoch keine Bewertungen
- Chiang LiuDokument87 SeitenChiang LiuRanjit Kumar TANoch keine Bewertungen
- Design & Manufacturing An Inclined ElevatorDokument50 SeitenDesign & Manufacturing An Inclined Elevatorf412ul_iv100% (1)
- Maglev Blood PumpsDokument33 SeitenMaglev Blood Pumpsharis shehzadNoch keine Bewertungen
- FTF Aut f0234Dokument38 SeitenFTF Aut f0234vishiwizardNoch keine Bewertungen
- Bus Suspension SystemDokument28 SeitenBus Suspension SystemNor Diyana AhmadNoch keine Bewertungen
- Digital Feedback SystemsDokument8 SeitenDigital Feedback SystemsAdrian ArasuNoch keine Bewertungen
- Unit-III - Root LocusDokument67 SeitenUnit-III - Root LocusRachana GadeNoch keine Bewertungen
- The Purpose of My Talk Today Is: ObjectiveDokument70 SeitenThe Purpose of My Talk Today Is: ObjectivefamilyumaNoch keine Bewertungen
- Non Linear Analysis-Pushover (Sap 2000)Dokument69 SeitenNon Linear Analysis-Pushover (Sap 2000)suman33100% (2)
- Civil Engineering Applications of Vibration Control (Structural Control)Dokument27 SeitenCivil Engineering Applications of Vibration Control (Structural Control)Vijay AravindNoch keine Bewertungen
- Lec3 - Resonance - Detuning & DecouplingDokument21 SeitenLec3 - Resonance - Detuning & DecouplingAshish ThakurNoch keine Bewertungen
- Mechatronics CEP 2 Designing Control System For Suspension SystemDokument12 SeitenMechatronics CEP 2 Designing Control System For Suspension SystemFaizan SamdaniNoch keine Bewertungen
- EMDCSS DatasheetDokument5 SeitenEMDCSS DatasheetHoracio UlloaNoch keine Bewertungen
- Tute Lea 2013Dokument6 SeitenTute Lea 2013venkatachalamNoch keine Bewertungen
- Multiphysics Simulation For Marine Applications: CD-adapcoDokument100 SeitenMultiphysics Simulation For Marine Applications: CD-adapcoesmaeil013100% (2)
- Speed Control of DC MotorDokument5 SeitenSpeed Control of DC MotorAmit SinghNoch keine Bewertungen
- Angle Stability (AS) Outline: - Definitions - Small-DisturbanceDokument60 SeitenAngle Stability (AS) Outline: - Definitions - Small-DisturbanceJuan Carlos Arango ZapataNoch keine Bewertungen
- SSD Digital Technology in Speed ControlDokument23 SeitenSSD Digital Technology in Speed ControlNitishNoch keine Bewertungen
- Lecture6 Ee689 RX CircuitsDokument47 SeitenLecture6 Ee689 RX CircuitsdogudoguNoch keine Bewertungen
- StarCCM - AeroAcousticsDokument40 SeitenStarCCM - AeroAcousticsFeiD.HolaNoch keine Bewertungen
- Lab 4: Pulse Width Modulation and Introduction To Simple Virtual Worlds (PWM)Dokument15 SeitenLab 4: Pulse Width Modulation and Introduction To Simple Virtual Worlds (PWM)jits10Noch keine Bewertungen
- Power System Stabilizers As Undergraduate Control Design ProjectsDokument8 SeitenPower System Stabilizers As Undergraduate Control Design Projectsabhikirk99Noch keine Bewertungen
- Topic 1 CartesianDokument8 SeitenTopic 1 CartesianAwais khalidNoch keine Bewertungen
- Robotic System ModellingDokument20 SeitenRobotic System ModellingsurajNoch keine Bewertungen
- ECP MagLev Model 730Dokument2 SeitenECP MagLev Model 730Jose AlejandroNoch keine Bewertungen
- Position Control of Hybrid Stepper MotorDokument36 SeitenPosition Control of Hybrid Stepper MotorAditya ChaudharyNoch keine Bewertungen
- Cyclic Simple Shear Test PrintDokument4 SeitenCyclic Simple Shear Test PrintAlher HeraNoch keine Bewertungen
- Experiment On Servo Positioning ControlDokument9 SeitenExperiment On Servo Positioning ControlPinaki SankarNoch keine Bewertungen
- Numerical Study of A Francis Turbine Over Wide Operating Range: Some Practical Aspects of VerificationDokument10 SeitenNumerical Study of A Francis Turbine Over Wide Operating Range: Some Practical Aspects of VerificationAndre ChaconNoch keine Bewertungen
- Active Magnetic Bearings For Frictionless Rotating Machineries by Joga Dharma SetiawanDokument6 SeitenActive Magnetic Bearings For Frictionless Rotating Machineries by Joga Dharma SetiawanNikkizGogasNoch keine Bewertungen
- MEM 355 Performance Enhancement of Dynamical Systems: Introduction To Control System DesignDokument26 SeitenMEM 355 Performance Enhancement of Dynamical Systems: Introduction To Control System DesignmarbonfNoch keine Bewertungen
- Actuator DesignDokument7 SeitenActuator DesignAnkit KumarNoch keine Bewertungen
- Control of DC Motor Using Different Control StrategiesVon EverandControl of DC Motor Using Different Control StrategiesNoch keine Bewertungen
- Semi-Active Suspension Control Design for VehiclesVon EverandSemi-Active Suspension Control Design for VehiclesBewertung: 5 von 5 Sternen5/5 (1)
- Radio Control for Model Ships, Boats and AircraftVon EverandRadio Control for Model Ships, Boats and AircraftBewertung: 5 von 5 Sternen5/5 (1)
- Energetic Processes in Follow-Up Electrical Control Systems: International Series of Monographs on Electronics and InstrumentationVon EverandEnergetic Processes in Follow-Up Electrical Control Systems: International Series of Monographs on Electronics and InstrumentationNoch keine Bewertungen
- Power Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlVon EverandPower Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlBewertung: 5 von 5 Sternen5/5 (1)
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetVon EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetBewertung: 2 von 5 Sternen2/5 (1)
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetVon EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetNoch keine Bewertungen
- Brunch: Menu OnlineDokument1 SeiteBrunch: Menu OnlineFelipe Soares MaiaNoch keine Bewertungen
- Snail Farming: Mortality RateDokument4 SeitenSnail Farming: Mortality RateFelipe Soares MaiaNoch keine Bewertungen
- Linear GuidesDokument76 SeitenLinear GuidesFelipe Soares MaiaNoch keine Bewertungen
- Precision Machine DesignDokument56 SeitenPrecision Machine DesignFelipe Soares MaiaNoch keine Bewertungen
- Precision Machine Design: Topic 3 Examples of ErrorsDokument24 SeitenPrecision Machine Design: Topic 3 Examples of ErrorsFelipe Soares MaiaNoch keine Bewertungen
- Entrelec DIN RailsDokument5 SeitenEntrelec DIN RailsFelipe Soares MaiaNoch keine Bewertungen
- PSV 400 Scanning VibrometerDokument8 SeitenPSV 400 Scanning VibrometerasdrmpNoch keine Bewertungen
- EUROCODE 8 and Structural Analysis Methods and Models: November 1998Dokument21 SeitenEUROCODE 8 and Structural Analysis Methods and Models: November 1998MNoch keine Bewertungen
- Basics of Gas Turbine Engine TestingDokument5 SeitenBasics of Gas Turbine Engine TestingKashif RehmanNoch keine Bewertungen
- Human Body Models in Structural Vibration: 20.1 ConceptsDokument12 SeitenHuman Body Models in Structural Vibration: 20.1 Conceptshemantkle2uNoch keine Bewertungen
- Cost-Effective Skyhook ControlDokument9 SeitenCost-Effective Skyhook Controlgloohuis463Noch keine Bewertungen
- Beam Shape Optimization For Power Harvesting PDFDokument15 SeitenBeam Shape Optimization For Power Harvesting PDFLaxmiNoch keine Bewertungen
- Pub Guitar SynthesisDokument4 SeitenPub Guitar Synthesissteve lacyNoch keine Bewertungen
- Pedestrian Induced Vibrations in Footbridges: Reappraisal of Code ProvisionsDokument8 SeitenPedestrian Induced Vibrations in Footbridges: Reappraisal of Code ProvisionsAlexandru IonescuNoch keine Bewertungen
- Dynamics of Structures r4Dokument60 SeitenDynamics of Structures r4Luu Quang HieuNoch keine Bewertungen
- AMS Wireless Vibration Monitor: Product Data Sheet Reliability SolutionsDokument6 SeitenAMS Wireless Vibration Monitor: Product Data Sheet Reliability SolutionsMarcelo Alves Dos SantosNoch keine Bewertungen
- Remote Turbine Vibration Diagnostics Service (Technical Data)Dokument22 SeitenRemote Turbine Vibration Diagnostics Service (Technical Data)Candra Yanuar SalehNoch keine Bewertungen
- Lead-Lag Damper With Health & Usage Monitoring SystemsDokument4 SeitenLead-Lag Damper With Health & Usage Monitoring Systemsprodn123Noch keine Bewertungen
- Structural and Modal Analysis of A300 Wing PDFDokument59 SeitenStructural and Modal Analysis of A300 Wing PDFDarshak Bhuptani100% (2)
- Assignment-1 2015Dokument2 SeitenAssignment-1 2015MISKIR TADESSENoch keine Bewertungen
- Brochure Elastic Solutions For Rolling Stock enDokument8 SeitenBrochure Elastic Solutions For Rolling Stock ensorinarseneNoch keine Bewertungen
- Vibraciones Aleatorias en TuberiasDokument35 SeitenVibraciones Aleatorias en TuberiasMario Alejandro Sime OdarNoch keine Bewertungen
- Nonlinear Dynamic Response of Elastic Slider-Crank MechanismDokument12 SeitenNonlinear Dynamic Response of Elastic Slider-Crank MechanismsrideviNoch keine Bewertungen
- Seminar On: Dr. B. SateeshDokument12 SeitenSeminar On: Dr. B. SateeshsunilchowdarysNoch keine Bewertungen
- Enidine Wire Rope IsolatorsDokument52 SeitenEnidine Wire Rope IsolatorsJocaNoch keine Bewertungen
- Earthquake Performance of Suleymaniye Mosque: University Kandilli Observatory and EarlhquakeDokument6 SeitenEarthquake Performance of Suleymaniye Mosque: University Kandilli Observatory and EarlhquakePedro SilvaNoch keine Bewertungen
- DatasheetDokument2 SeitenDatasheetTufan ÜnalNoch keine Bewertungen
- HD 110 / HD 110K: - Articulated Tandem Roller With Two Vibratory Drums - Articulated Combi Roller With Vibratory DrumDokument2 SeitenHD 110 / HD 110K: - Articulated Tandem Roller With Two Vibratory Drums - Articulated Combi Roller With Vibratory DrumSanNoch keine Bewertungen
- Liquefaction SP22Dokument85 SeitenLiquefaction SP22Soubhik MishraNoch keine Bewertungen
- Mdi Vibration Analysis Cat IIIDokument1 SeiteMdi Vibration Analysis Cat IIIMohamed ArafatNoch keine Bewertungen
- Sourav Kabiraj - Structural Dynamics Ca1Dokument11 SeitenSourav Kabiraj - Structural Dynamics Ca1Sourav KabirajNoch keine Bewertungen
- Airmount Isolator Only: Description Assembly Order NoDokument30 SeitenAirmount Isolator Only: Description Assembly Order NoMROstop.comNoch keine Bewertungen
- Test Report: Digital Grid Smart Infrastructure DivisionDokument12 SeitenTest Report: Digital Grid Smart Infrastructure DivisionStef GaudreauNoch keine Bewertungen
- Phase AnalysisDokument28 SeitenPhase AnalysisDeanna ScottNoch keine Bewertungen
- Malfunction Diagnosis: Shaft Crack: Charles T. HatchDokument12 SeitenMalfunction Diagnosis: Shaft Crack: Charles T. Hatchlucas6medeiros-6Noch keine Bewertungen