Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Why Walking Helps Us Think - The New YorkerDokument4 SeitenWhy Walking Helps Us Think - The New Yorkerhelloyvn100% (1)
- Optimum Design of A Supercavitating TorpedoDokument16 SeitenOptimum Design of A Supercavitating TorpedohelloyvnNoch keine Bewertungen
- April CalendarDokument1 SeiteApril CalendarhelloyvnNoch keine Bewertungen
- URI InnovationsDokument9 SeitenURI InnovationshelloyvnNoch keine Bewertungen
- Janes Profile Sept 2015Dokument5 SeitenJanes Profile Sept 2015helloyvnNoch keine Bewertungen
- Youth: I Didn't Get To Do As Much As I Wanted To, Because My Mother Kept Putting Me Out All The Time, To PlayDokument11 SeitenYouth: I Didn't Get To Do As Much As I Wanted To, Because My Mother Kept Putting Me Out All The Time, To PlayhelloyvnNoch keine Bewertungen
- Underwater Warfare: Making A DifferenceDokument7 SeitenUnderwater Warfare: Making A DifferencehocineNoch keine Bewertungen
- Torpedo PDFDokument117 SeitenTorpedo PDFSerkanNoch keine Bewertungen
- Cake Masters - May 2019Dokument79 SeitenCake Masters - May 2019helloyvn100% (1)
- Behavior Decision-Making Model by Petri Net For Submarine Torpedo AttackDokument4 SeitenBehavior Decision-Making Model by Petri Net For Submarine Torpedo AttackhelloyvnNoch keine Bewertungen
- Torpedo SimulatorsDokument1 SeiteTorpedo SimulatorshelloyvnNoch keine Bewertungen
- Ship WakeDokument8 SeitenShip WakehelloyvnNoch keine Bewertungen
- Mosaic Based Navigation For Autonomous Underwater VehiclesDokument14 SeitenMosaic Based Navigation For Autonomous Underwater VehicleshelloyvnNoch keine Bewertungen
- The Rise of "HyggeDokument3 SeitenThe Rise of "HyggehelloyvnNoch keine Bewertungen
- Bubble WakeDokument6 SeitenBubble WakehelloyvnNoch keine Bewertungen
- Cryogenics in Submarines: How Cryogenic Storage Enables Long MissionsDokument13 SeitenCryogenics in Submarines: How Cryogenic Storage Enables Long MissionshelloyvnNoch keine Bewertungen
- Bubble Dynamics in Ship Wake PDFDokument47 SeitenBubble Dynamics in Ship Wake PDFhelloyvnNoch keine Bewertungen
- Mosaic Based Navigation For Autonomous Underwater VehiclesDokument14 SeitenMosaic Based Navigation For Autonomous Underwater VehicleshelloyvnNoch keine Bewertungen
- Warheads Primer (Navy Publication)Dokument13 SeitenWarheads Primer (Navy Publication)VigilanteDesignNoch keine Bewertungen
- Organic sculptural eco-wear mix & match daywearDokument116 SeitenOrganic sculptural eco-wear mix & match daywearhelloyvnNoch keine Bewertungen
- Hale Uav PDFDokument111 SeitenHale Uav PDFhelloyvnNoch keine Bewertungen
- Chemistry of High Energy Materials: R.A. RodriguezDokument8 SeitenChemistry of High Energy Materials: R.A. RodriguezCarlos Hernandez MontesNoch keine Bewertungen
- Reqs and Specs Derived PDFDokument183 SeitenReqs and Specs Derived PDFhelloyvnNoch keine Bewertungen
- Liquid Robotics WG ASW BrochureDokument2 SeitenLiquid Robotics WG ASW BrochurehelloyvnNoch keine Bewertungen
- Twenty First Century Aerial MiningDokument23 SeitenTwenty First Century Aerial MininghelloyvnNoch keine Bewertungen
- Rodriguez Aug 12Dokument47 SeitenRodriguez Aug 12helloyvnNoch keine Bewertungen
- Rodriguez Aug 12Dokument47 SeitenRodriguez Aug 12helloyvnNoch keine Bewertungen
- TF Feb 2017 WEBDokument24 SeitenTF Feb 2017 WEBhelloyvnNoch keine Bewertungen
- Summary of The 2018 White House Summit On: Artificial Intelligence For American IndustryDokument15 SeitenSummary of The 2018 White House Summit On: Artificial Intelligence For American IndustryhelloyvnNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Breaking Water Protection Paradigms: RTM Composite DomesDokument52 SeitenBreaking Water Protection Paradigms: RTM Composite DomesaerostressNoch keine Bewertungen
- Man Power PlanningDokument5 SeitenMan Power PlanningKarthik AchinNoch keine Bewertungen
- Fuels and Heat Power: A Guide to Fuels, Furnaces, and FiringDokument101 SeitenFuels and Heat Power: A Guide to Fuels, Furnaces, and FiringAlyssa Clarizze MalaluanNoch keine Bewertungen
- PLCDokument16 SeitenPLCMohit Kinger100% (1)
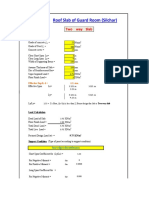
- Roof Slab of Guard RoomDokument3 SeitenRoof Slab of Guard RoomAditya KumarNoch keine Bewertungen
- 3P61 Service Manual PDFDokument17 Seiten3P61 Service Manual PDFgulaab786Noch keine Bewertungen
- Daily DAWN News Vocabulary With Urdu Meaning (05 April 2020) PDFDokument6 SeitenDaily DAWN News Vocabulary With Urdu Meaning (05 April 2020) PDFAEO Begowala100% (2)
- Gsxp07er Opera1tion Manual PDFDokument94 SeitenGsxp07er Opera1tion Manual PDFMohamed SaadAllahNoch keine Bewertungen
- UCID Number Request FormDokument1 SeiteUCID Number Request FormOmar AwaleNoch keine Bewertungen
- Fundamentals 2014Dokument959 SeitenFundamentals 2014Angelo Vittorio VettorazziNoch keine Bewertungen
- Rexroth电磁阀手册Dokument12 SeitenRexroth电磁阀手册davidwang85120% (1)
- STS - (3000K 6000K) - H1 Smart Transformer Station Installation GuideDokument105 SeitenSTS - (3000K 6000K) - H1 Smart Transformer Station Installation GuideSav SashaNoch keine Bewertungen
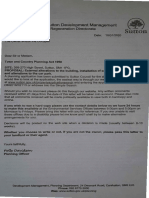
- Letter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020Dokument5 SeitenLetter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020etajohnNoch keine Bewertungen
- Eurox Cross Flow ScrubberDokument8 SeitenEurox Cross Flow ScrubberRobin LayogNoch keine Bewertungen
- Air Pak SCBA Ordering Specifications (HS 6701)Dokument8 SeitenAir Pak SCBA Ordering Specifications (HS 6701)QHSE ManagerNoch keine Bewertungen
- VHF Low Loss Band-Pass Helical Filter For 145 MHZ - English NewDokument33 SeitenVHF Low Loss Band-Pass Helical Filter For 145 MHZ - English NewSharbel AounNoch keine Bewertungen
- Grade 6 Science PuzzleDokument4 SeitenGrade 6 Science Puzzlemargie riveraNoch keine Bewertungen
- Google Analytics Certification Test QuestionsDokument36 SeitenGoogle Analytics Certification Test QuestionsRoberto Delgato100% (1)
- Steam and Brine Gathering System DesignDokument32 SeitenSteam and Brine Gathering System Designbogdan_chivulescuNoch keine Bewertungen
- Star S07FS32DR Water Softener Repair PartsDokument1 SeiteStar S07FS32DR Water Softener Repair PartsBillNoch keine Bewertungen
- 0 EDEM Applications MeDokument16 Seiten0 EDEM Applications MeRuben PurcaNoch keine Bewertungen
- FiatDokument56 SeitenFiatOmkar ParkarNoch keine Bewertungen
- Computer Science: FieldsDokument2 SeitenComputer Science: FieldstdoraxNoch keine Bewertungen
- Tyre ManufacturingDokument18 SeitenTyre ManufacturingniteshkrisNoch keine Bewertungen
- Seb ProjectDokument32 SeitenSeb ProjectperthlingNoch keine Bewertungen
- Admin Interview Questions and Answers - Robert HalfDokument2 SeitenAdmin Interview Questions and Answers - Robert HalfWaqqas AhmadNoch keine Bewertungen
- Factors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDDokument70 SeitenFactors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDlassan199358Noch keine Bewertungen
- Damage To Stern Tube Bearing and SealsDokument4 SeitenDamage To Stern Tube Bearing and SealsJoão Henrique Volpini MattosNoch keine Bewertungen
- Degx1 Dggx1 Us PartsDokument24 SeitenDegx1 Dggx1 Us PartsJeff RussoNoch keine Bewertungen
- L04-L05 Parts 13-25-550 v05 42021Dokument84 SeitenL04-L05 Parts 13-25-550 v05 42021Brandi HillNoch keine Bewertungen