Das könnte Ihnen auch gefallen
- GCSE Chemistry Revision: Cheeky Revision ShortcutsVon EverandGCSE Chemistry Revision: Cheeky Revision ShortcutsBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Mass Transfer PartDokument54 SeitenMass Transfer Partoctoviancletus100% (3)
- A-Level Chemistry Revision: Cheeky Revision ShortcutsVon EverandA-Level Chemistry Revision: Cheeky Revision ShortcutsBewertung: 4 von 5 Sternen4/5 (5)
- Mass Transfer PartDokument34 SeitenMass Transfer Partoctoviancletus100% (3)
- Mass Transfer PartDokument29 SeitenMass Transfer Partoctoviancletus100% (5)
- Crystallization With ProbsDokument5 SeitenCrystallization With ProbsEzekiel100% (1)
- Mass Transfer PartDokument46 SeitenMass Transfer Partoctoviancletus100% (1)
- MUO Assignment 1 - SolutionDokument2 SeitenMUO Assignment 1 - Solutionpratikxeo3Noch keine Bewertungen
- LEACHING and EVAP PROBLEMSDokument14 SeitenLEACHING and EVAP PROBLEMSValerie Ann FranciscoNoch keine Bewertungen
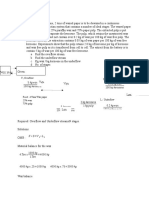
- Solution:: P Absolute Molal Humidity H PP 2.0624 100-2.0624 Kmol Water Vapour 0.02106 Kmol Dry Air ..... Ans. (A)Dokument9 SeitenSolution:: P Absolute Molal Humidity H PP 2.0624 100-2.0624 Kmol Water Vapour 0.02106 Kmol Dry Air ..... Ans. (A)Michelle Mencias100% (3)
- Mass Transfer PartDokument11 SeitenMass Transfer Partoctoviancletus100% (1)
- Project EnggDokument30 SeitenProject EnggGamechanger SreenivasanNoch keine Bewertungen
- Mass Transfer PartDokument20 SeitenMass Transfer Partoctoviancletus92% (12)
- Mass Transfer PartDokument37 SeitenMass Transfer Partoctoviancletus63% (8)
- Problems in Mass TransferDokument3 SeitenProblems in Mass TransferAngelica Joyce BenitoNoch keine Bewertungen
- Crystallization Material BalanceDokument5 SeitenCrystallization Material BalanceAron BalinesNoch keine Bewertungen
- Mass Transfer PartDokument36 SeitenMass Transfer Partoctoviancletus90% (67)
- Mccabe-Thiele MethodDokument7 SeitenMccabe-Thiele MethodBlessy GabaynoNoch keine Bewertungen
- Kinetics Ans Key Master FileDokument10 SeitenKinetics Ans Key Master FileJOANA RHEA SAGPAEYNoch keine Bewertungen
- Liquid ExtractionDokument15 SeitenLiquid ExtractionravenNoch keine Bewertungen
- Constant Underflow Leaching SolutionDokument8 SeitenConstant Underflow Leaching SolutionFran LeeNoch keine Bewertungen
- Unit OperationDokument17 SeitenUnit OperationMohamed Kilany100% (1)
- Module 02 Solutions Thermodynamics Theory SummaryDokument19 SeitenModule 02 Solutions Thermodynamics Theory SummaryVanNoch keine Bewertungen
- 2b - Chapter 2 - Fluid Particle Reactions-1Dokument45 Seiten2b - Chapter 2 - Fluid Particle Reactions-1Pes Mobile100% (3)
- Separation Process Compilation of Problem SetDokument60 SeitenSeparation Process Compilation of Problem SetKaye Fabros100% (5)
- Chemical Reactor Design: 7 Sem, B.Tech. Chemical EnggDokument16 SeitenChemical Reactor Design: 7 Sem, B.Tech. Chemical EnggMohammad Ajaz DeshmukhNoch keine Bewertungen
- Size Reduction PDFDokument60 SeitenSize Reduction PDFParva Bimal RavalNoch keine Bewertungen
- 2 Absorption QADokument29 Seiten2 Absorption QAkindenew100% (1)
- Distillation Exercises2013Dokument23 SeitenDistillation Exercises2013Zakaria Elhammoumi0% (1)
- A Textbook of Chemical Engineering Thermodynamics, 2eDokument329 SeitenA Textbook of Chemical Engineering Thermodynamics, 2eMagesh leo100% (2)
- Mass Transfer PartDokument33 SeitenMass Transfer Partoctoviancletus100% (3)
- Problem SetDokument4 SeitenProblem SetR SuyaoNoch keine Bewertungen
- ChE127 NUNEZ Assignment1Dokument1 SeiteChE127 NUNEZ Assignment1John Patrick Sanay NunezNoch keine Bewertungen
- CrystallizationDokument18 SeitenCrystallizationsravankumar6686% (7)
- Humidification and DryingDokument36 SeitenHumidification and Dryingnivedhitha100% (1)
- Mass Transfer PartDokument36 SeitenMass Transfer Partoctoviancletus79% (39)
- Evaporation Sample Solved ProblemsDokument19 SeitenEvaporation Sample Solved ProblemsZeny Naranjo100% (2)
- Mass Transfer PartDokument2 SeitenMass Transfer PartoctoviancletusNoch keine Bewertungen
- Tutorial 9Dokument14 SeitenTutorial 9Abdimajid MohamedNoch keine Bewertungen
- Mass Transfer Ecp 224: Unit 4: LeachingDokument53 SeitenMass Transfer Ecp 224: Unit 4: LeachingTapiwa KapondaNoch keine Bewertungen
- D D D D DDokument5 SeitenD D D D Drazzee yuchengkoNoch keine Bewertungen
- Rhodes Solutions Ch9Dokument9 SeitenRhodes Solutions Ch9Joson ChaiNoch keine Bewertungen
- Unit 5Dokument109 SeitenUnit 5Mithila100% (2)
- Tutorial-7 SolDokument3 SeitenTutorial-7 SolAvengerNoch keine Bewertungen
- Mass Transfer Part 14 PDFDokument34 SeitenMass Transfer Part 14 PDFToni ChandraNoch keine Bewertungen
- Sample Problem #2Dokument2 SeitenSample Problem #2Dozdi67% (3)
- 14-Plant Design-Ans Key-Master FileDokument22 Seiten14-Plant Design-Ans Key-Master FilePaul Philip LabitoriaNoch keine Bewertungen
- DryingDokument25 SeitenDryingVeena Subramanian0% (1)
- EXP-2 Verification of Rayleigh Equation For Batch DistillationDokument3 SeitenEXP-2 Verification of Rayleigh Equation For Batch DistillationSiddharth Mohapatra100% (2)
- Leaching Lecture NotesDokument51 SeitenLeaching Lecture NotesChongMY67% (3)
- 7 They Do Not Crumble Easily 7.2 Crystal GeometryDokument31 Seiten7 They Do Not Crumble Easily 7.2 Crystal GeometryAlbert Junior EvangelistaNoch keine Bewertungen
- CRYSTALLIZATIONDokument53 SeitenCRYSTALLIZATIONKshitiz KumarNoch keine Bewertungen
- Crystallization-Part IDokument14 SeitenCrystallization-Part IAnonymous JDXbBDBNoch keine Bewertungen
- Chapter 1 Lesson 3Dokument38 SeitenChapter 1 Lesson 3PhoenixNoch keine Bewertungen
- Crystallisation Lec 38,39Dokument23 SeitenCrystallisation Lec 38,39Adheep DasNoch keine Bewertungen
- Lecture 4 CRYSTALLIZATION 2017 PDFDokument31 SeitenLecture 4 CRYSTALLIZATION 2017 PDFPritam PatilNoch keine Bewertungen
- Crystallisation Types and Its Industrial Purpose: A Technical Report Submitted byDokument16 SeitenCrystallisation Types and Its Industrial Purpose: A Technical Report Submitted byVanitha ENoch keine Bewertungen
- Crystallization EASILY DESCRIBEDDokument4 SeitenCrystallization EASILY DESCRIBEDFrancess Liene YagoNoch keine Bewertungen
- CrystallizationDokument30 SeitenCrystallizationMuhamadYazid50% (4)
- Liquid CrystalsDokument33 SeitenLiquid Crystalsvarundasjh80% (10)
- Drill Rig Safety PDFDokument83 SeitenDrill Rig Safety PDFMuhammad Tarique BhattiNoch keine Bewertungen
- V Sem Heat Transfer Lab ManualDokument4 SeitenV Sem Heat Transfer Lab ManualoctoviancletusNoch keine Bewertungen
- VI Sem Mass Transfer Lab ManualDokument53 SeitenVI Sem Mass Transfer Lab Manualoctoviancletus80% (10)
- V Sem Communication LabDokument1 SeiteV Sem Communication LaboctoviancletusNoch keine Bewertungen
- Mass Transfer Operations - Robert TreybalDokument800 SeitenMass Transfer Operations - Robert Treybalanivyas86% (59)
- III Sem ICTDokument56 SeitenIII Sem ICToctoviancletusNoch keine Bewertungen
- III Sem ICTDokument20 SeitenIII Sem ICToctoviancletusNoch keine Bewertungen
- III Sem ICTDokument33 SeitenIII Sem ICToctoviancletusNoch keine Bewertungen
- Chapter 2: Chemistry Comes Alive (Marieb)Dokument17 SeitenChapter 2: Chemistry Comes Alive (Marieb)Kayte Middleton100% (1)
- Arfken Solutions 6th EditionDokument5 SeitenArfken Solutions 6th EditionParul25% (4)
- Chapter 21 Further Aspects of EquilibriaDokument6 SeitenChapter 21 Further Aspects of EquilibriaAndrea MelissaNoch keine Bewertungen
- ElectrolysisDokument14 SeitenElectrolysisajakazNoch keine Bewertungen
- BS 400Dokument377 SeitenBS 400Anonymous GhWU5YK8100% (2)
- 2017 - 2 - 8 - 12 - 15class 4 Worksheet 2Dokument7 Seiten2017 - 2 - 8 - 12 - 15class 4 Worksheet 2Tech trixNoch keine Bewertungen
- CG Science 1Dokument9 SeitenCG Science 1Benj AlejoNoch keine Bewertungen
- Partially Miscible Liquids: Determination of Mutual Solubility Post Laboratory ReportDokument30 SeitenPartially Miscible Liquids: Determination of Mutual Solubility Post Laboratory ReportRexel Reedus50% (2)
- AOAC 995.05 Vitamina DDokument3 SeitenAOAC 995.05 Vitamina DxacvierNoch keine Bewertungen
- RSPO IWM - FINAL REPORT To RSPO 9 5 11 PDFDokument189 SeitenRSPO IWM - FINAL REPORT To RSPO 9 5 11 PDFMonika SNoch keine Bewertungen
- Pharmasutic (Physical Pharmacy) Assignment 01Dokument14 SeitenPharmasutic (Physical Pharmacy) Assignment 01AAMIR NAWAZNoch keine Bewertungen
- Barrier ClothingDokument24 SeitenBarrier ClothingVijay KhoiwalNoch keine Bewertungen
- Testing Printing Ink Vehicles and Components Thereof: Standard Guide ForDokument4 SeitenTesting Printing Ink Vehicles and Components Thereof: Standard Guide Forgravity castNoch keine Bewertungen
- ChemistryDokument11 SeitenChemistryKim Bacit100% (3)
- Prescription Writing 1. Solid Pharmaceutical Forms 1.1 Powders: (Pulvis-Nominative Singular, Pulveris - Genitive Singular), They Are IntendedDokument14 SeitenPrescription Writing 1. Solid Pharmaceutical Forms 1.1 Powders: (Pulvis-Nominative Singular, Pulveris - Genitive Singular), They Are IntendedjimmyNoch keine Bewertungen
- Intermediate PhasesDokument10 SeitenIntermediate PhasesTommy HarzaNoch keine Bewertungen
- Science 7 Module3Dokument33 SeitenScience 7 Module3Hector Panti100% (2)
- Chap 2Dokument72 SeitenChap 2miguel0angel0ramos-1100% (6)
- Clotrimazole Vaginal InsertsDokument2 SeitenClotrimazole Vaginal InsertsmaryNoch keine Bewertungen
- Practical Manual - Insect Ecology & IPMDokument81 SeitenPractical Manual - Insect Ecology & IPMPrakash Kumar Kumar67% (15)
- Comparison Between Methods For Sodium Chloride DeterminationDokument13 SeitenComparison Between Methods For Sodium Chloride DeterminationMichelle M. SalvadorNoch keine Bewertungen
- SolutionsDokument21 SeitenSolutionsbansallove2008Noch keine Bewertungen
- British Pharmacopoeia 2016 Volume 4Dokument790 SeitenBritish Pharmacopoeia 2016 Volume 4Patara ChuparaNoch keine Bewertungen
- Chapter 5 Separation of SubstancesDokument36 SeitenChapter 5 Separation of SubstancesPrakash GariyaNoch keine Bewertungen
- Equilibrio Não Aquoso PDFDokument111 SeitenEquilibrio Não Aquoso PDFjulianodesouzaNoch keine Bewertungen
- Fluid & Electrolyte Quiz 1Dokument2 SeitenFluid & Electrolyte Quiz 1Marti Gregorio100% (1)
- An Introductory Study of The Molecular Structure and Properties of OligothiadiazolesDokument10 SeitenAn Introductory Study of The Molecular Structure and Properties of OligothiadiazolesAlex-Mihai CiubaraNoch keine Bewertungen
- (J R Solana) Perturbation Theories For The ThermoDokument400 Seiten(J R Solana) Perturbation Theories For The ThermoOguamahIfeanyiNoch keine Bewertungen
- Curriculum Map Science 7Dokument6 SeitenCurriculum Map Science 7Melanie Nina ClareteNoch keine Bewertungen
- VMC Modules PDFDokument1.387 SeitenVMC Modules PDFParvathiDevi Paluri86% (7)
- ICH Quality Guidelines: An Implementation GuideVon EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNoch keine Bewertungen
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactVon EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactBewertung: 5 von 5 Sternen5/5 (5)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincVon EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincBewertung: 3.5 von 5 Sternen3.5/5 (137)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsVon EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsBewertung: 5 von 5 Sternen5/5 (3)
- Handbook of Formulating Dermal Applications: A Definitive Practical GuideVon EverandHandbook of Formulating Dermal Applications: A Definitive Practical GuideNoch keine Bewertungen
- Chemistry for Breakfast: The Amazing Science of Everyday LifeVon EverandChemistry for Breakfast: The Amazing Science of Everyday LifeBewertung: 4.5 von 5 Sternen4.5/5 (14)
- It's Elemental: The Hidden Chemistry in EverythingVon EverandIt's Elemental: The Hidden Chemistry in EverythingBewertung: 4 von 5 Sternen4/5 (10)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeVon EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeBewertung: 4 von 5 Sternen4/5 (1)
- AP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeVon EverandAP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeBewertung: 5 von 5 Sternen5/5 (1)
- Guidelines for Defining Process Safety Competency RequirementsVon EverandGuidelines for Defining Process Safety Competency RequirementsBewertung: 3 von 5 Sternen3/5 (1)
- The Production of Volatile Oils and Perfumery Plants in the United StatesVon EverandThe Production of Volatile Oils and Perfumery Plants in the United StatesNoch keine Bewertungen
- AP Chemistry Flashcards, Fourth Edition: Up-to-Date Review and PracticeVon EverandAP Chemistry Flashcards, Fourth Edition: Up-to-Date Review and PracticeNoch keine Bewertungen
- Chemistry for Breakfast: The Amazing Science of Everyday LifeVon EverandChemistry for Breakfast: The Amazing Science of Everyday LifeBewertung: 4.5 von 5 Sternen4.5/5 (90)
- Taste: Surprising Stories and Science About Why Food Tastes GoodVon EverandTaste: Surprising Stories and Science About Why Food Tastes GoodBewertung: 3 von 5 Sternen3/5 (20)
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactVon EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactBewertung: 5 von 5 Sternen5/5 (1)
- The Periodic Table: A Very Short IntroductionVon EverandThe Periodic Table: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Billion-Dollar Molecule: The Quest for the Perfect DrugVon EverandThe Billion-Dollar Molecule: The Quest for the Perfect DrugBewertung: 5 von 5 Sternen5/5 (2)
- Is That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeVon EverandIs That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeBewertung: 5 von 5 Sternen5/5 (4)
- Essential Chemistry for Formulators of Semisolid and Liquid DosagesVon EverandEssential Chemistry for Formulators of Semisolid and Liquid DosagesBewertung: 5 von 5 Sternen5/5 (2)