Das könnte Ihnen auch gefallen
- 800xa 5.1 Ac 800m Controller Data SheetDokument4 Seiten800xa 5.1 Ac 800m Controller Data Sheetrmsr_7576100% (1)
- Basics of Profibus Operation Chapter1Dokument19 SeitenBasics of Profibus Operation Chapter1Amit KhandwalNoch keine Bewertungen
- Starter Slip Ring MotorDokument8 SeitenStarter Slip Ring MotorAnil SankhlaNoch keine Bewertungen
- Sistema Electrico y de Carga BMW E60Dokument68 SeitenSistema Electrico y de Carga BMW E60Wilder David Ferre Amador75% (8)
- PLC AutomationDokument13 SeitenPLC AutomationVamsi KumarNoch keine Bewertungen
- Logix5000 Controllers FBD Programming ManualDokument28 SeitenLogix5000 Controllers FBD Programming ManualmorriseyNoch keine Bewertungen
- Electrical PresentationDokument54 SeitenElectrical PresentationSupriyo Mehta100% (1)
- Instantaneous Relay PQ8nCH2JSDokument8 SeitenInstantaneous Relay PQ8nCH2JSVijayaganthaan Visvanatthan100% (1)
- Componentes PullcordDokument18 SeitenComponentes PullcordMauricio Pacaje AramayoNoch keine Bewertungen
- Dynamic Braking ResistorsDokument2 SeitenDynamic Braking Resistorsjsrplc7952Noch keine Bewertungen
- Asicot-Sse-2022-178 Technical Offer Vnip 19-03-2022Dokument42 SeitenAsicot-Sse-2022-178 Technical Offer Vnip 19-03-2022Anand BagadeNoch keine Bewertungen
- Cable Erection PhilosophyDokument26 SeitenCable Erection PhilosophyRAJIV RANJANNoch keine Bewertungen
- Profibus PresentationDokument51 SeitenProfibus PresentationPranav SiriproluNoch keine Bewertungen
- ECS 700 Domain and Control ConfigurationDokument22 SeitenECS 700 Domain and Control ConfigurationABVSAINoch keine Bewertungen
- Power Line Carrier Communication (PLCC) : ContentDokument10 SeitenPower Line Carrier Communication (PLCC) : ContentManuel Henríquez SantanaNoch keine Bewertungen
- Power Transformer Explained PracticallyDokument4 SeitenPower Transformer Explained PracticallyIJARTETNoch keine Bewertungen
- Basics of Profibus Operation Chapter1Dokument20 SeitenBasics of Profibus Operation Chapter1kerusacba_2011Noch keine Bewertungen
- ModbusDokument6 SeitenModbusmartinrelayerNoch keine Bewertungen
- C-Bus Technical TrainingDokument116 SeitenC-Bus Technical TrainingtrungtrucnpNoch keine Bewertungen
- Experiment On Flow Through PipesDokument2 SeitenExperiment On Flow Through PipesAyon Sengupta100% (1)
- Medium Voltage Variable Frequency DriveDokument39 SeitenMedium Voltage Variable Frequency Drivekajale.shrikantNoch keine Bewertungen
- PLC Based Coal Handling SystemDokument45 SeitenPLC Based Coal Handling SystemEr Sagar BhalekarNoch keine Bewertungen
- FuseologyDokument9 SeitenFuseologyalvincent72Noch keine Bewertungen
- ACX Advanced: Intelligent Controller ModuleDokument3 SeitenACX Advanced: Intelligent Controller ModuleIbrahim MaihoubNoch keine Bewertungen
- Dowell's Price List 18.3.2022Dokument26 SeitenDowell's Price List 18.3.2022Sunil WadekarNoch keine Bewertungen
- 2009 - Reducing Security Vulnerabilities For Critical InfrastructureDokument5 Seiten2009 - Reducing Security Vulnerabilities For Critical InfrastructureTomNoch keine Bewertungen
- Power Demand Calculation: 1.1. Features of FacilityDokument12 SeitenPower Demand Calculation: 1.1. Features of Facilitytaochiuthuaco102Noch keine Bewertungen
- VC-6000 Monitoring SystemDokument8 SeitenVC-6000 Monitoring Systemahwaz89Noch keine Bewertungen
- Display Rtu Esp IsasmeltDokument26 SeitenDisplay Rtu Esp IsasmeltEdwing William Salhuana MendozaNoch keine Bewertungen
- FBD ExamplesDokument13 SeitenFBD Exampleskalpi99999Noch keine Bewertungen
- Seal of BushingDokument6 SeitenSeal of BushingB.k. BirtiaNoch keine Bewertungen
- Sub StationDokument15 SeitenSub StationKISHORE PERUMALLANoch keine Bewertungen
- MC-J0-03 Tubing - TemplateDokument4 SeitenMC-J0-03 Tubing - TemplatePipin AripinNoch keine Bewertungen
- Heat Loads - Typ FL - Park TowersDokument51 SeitenHeat Loads - Typ FL - Park Towersjaykrit20009389Noch keine Bewertungen
- The Profibus and Profinet Company: DP V1 Class 2 For Proficaptain Quick Start GuideDokument14 SeitenThe Profibus and Profinet Company: DP V1 Class 2 For Proficaptain Quick Start GuideRonald Paucara CallasiNoch keine Bewertungen
- VFD For Compresor Motor 75 HP Bhimavrm IMCDokument35 SeitenVFD For Compresor Motor 75 HP Bhimavrm IMCVivek SinghNoch keine Bewertungen
- Topology: Computer Network (Module 1) (DPP)Dokument26 SeitenTopology: Computer Network (Module 1) (DPP)anup03_33632081Noch keine Bewertungen
- CT & CVTDokument67 SeitenCT & CVTlrpatraNoch keine Bewertungen
- Simocode TermsDokument2 SeitenSimocode TermsArunava BasakNoch keine Bewertungen
- Type of GlandDokument10 SeitenType of GlandShrikant KajaleNoch keine Bewertungen
- Electrical BasicsDokument26 SeitenElectrical BasicsSandeep KulathapallilNoch keine Bewertungen
- Passive Tuned Harmonic FiltersDokument4 SeitenPassive Tuned Harmonic FiltersRajendra Prasad Shukla100% (1)
- Data SheetDokument2 SeitenData SheetyiuhimluiNoch keine Bewertungen
- Pull Cord Switch JayashreeDokument1 SeitePull Cord Switch JayashreeNCNoch keine Bewertungen
- MNS-MCC LV SpecificationDokument16 SeitenMNS-MCC LV SpecificationRaju MbkNoch keine Bewertungen
- Cable SizerDokument5 SeitenCable SizerShreenivas DevalmakkiNoch keine Bewertungen
- Supcon Ecs700Dokument33 SeitenSupcon Ecs700nicoandayNoch keine Bewertungen
- Load Cells and Load Application Elements: Project Planning / Installation / ServiceDokument70 SeitenLoad Cells and Load Application Elements: Project Planning / Installation / ServiceArturMirandaNoch keine Bewertungen
- Davr CardsDokument7 SeitenDavr CardsAnil Kumar SharmaNoch keine Bewertungen
- Profibus PADokument22 SeitenProfibus PAaromero888100% (1)
- ConfigurationDokument2 SeitenConfigurationDeepak GuptaNoch keine Bewertungen
- BrosurDokument3 SeitenBrosurJimmyNoch keine Bewertungen
- Question BankDokument11 SeitenQuestion BankRohini MukunthanNoch keine Bewertungen
- SG - EcoStruxure Geo SCADA Expert - Study Guide v1.2Dokument4 SeitenSG - EcoStruxure Geo SCADA Expert - Study Guide v1.2Hasan AurangzebNoch keine Bewertungen
- Operational Manual For 85Xx: IndexDokument23 SeitenOperational Manual For 85Xx: Indexmahesh100% (2)
- Instrumentation Earthing - Types & Principle - InstrumentationToolsDokument11 SeitenInstrumentation Earthing - Types & Principle - InstrumentationToolsJalal AlbadriNoch keine Bewertungen
- PLC and Hmi For Conveyor Monitoring and Fault DetectionDokument5 SeitenPLC and Hmi For Conveyor Monitoring and Fault DetectionIJAR JOURNALNoch keine Bewertungen
- Wireless Cranes Using 8051 Project ReportDokument52 SeitenWireless Cranes Using 8051 Project Reportniel7288Noch keine Bewertungen
- Notes On Belt WatchDokument8 SeitenNotes On Belt WatchManasJadavNoch keine Bewertungen
- Pilot Devices - Enclosures: DimensionsDokument1 SeitePilot Devices - Enclosures: DimensionspsatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 93Dokument1 Seite1SFC151003C0201 93psatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 99Dokument1 Seite1SFC151003C0201 99psatyasrinivasNoch keine Bewertungen
- Pilot Devices - Modular Range: DimensionsDokument1 SeitePilot Devices - Modular Range: DimensionspsatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 96Dokument1 Seite1SFC151003C0201 96psatyasrinivasNoch keine Bewertungen
- Pilot Devices - Compact Range: DimensionsDokument1 SeitePilot Devices - Compact Range: DimensionspsatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 94Dokument1 Seite1SFC151003C0201 94psatyasrinivasNoch keine Bewertungen
- Pilot Devices - 22 MM: Explanation of Type CodesDokument1 SeitePilot Devices - 22 MM: Explanation of Type CodespsatyasrinivasNoch keine Bewertungen
- Pilot Devices - Miscellaneous: Dimensions and Drilling PlansDokument1 SeitePilot Devices - Miscellaneous: Dimensions and Drilling PlanspsatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 95Dokument1 Seite1SFC151003C0201 95psatyasrinivasNoch keine Bewertungen
- Three Position Selector Switches For Mounting in Vertically Mounted EnclosuresDokument1 SeiteThree Position Selector Switches For Mounting in Vertically Mounted EnclosurespsatyasrinivasNoch keine Bewertungen
- Signal Towers K70, Signal Beacons KSB: Technical DataDokument1 SeiteSignal Towers K70, Signal Beacons KSB: Technical DatapsatyasrinivasNoch keine Bewertungen
- Pilot Devices - 22 MM: Color SelectionDokument1 SeitePilot Devices - 22 MM: Color SelectionpsatyasrinivasNoch keine Bewertungen
- Degrees of Protection: GeneralDokument1 SeiteDegrees of Protection: GeneralpsatyasrinivasNoch keine Bewertungen
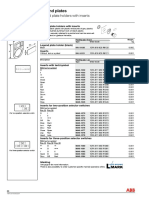
- Special Legend Plates For Plastic EnclosuresDokument1 SeiteSpecial Legend Plates For Plastic EnclosurespsatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 79Dokument1 Seite1SFC151003C0201 79psatyasrinivasNoch keine Bewertungen
- Pilot Devices - Signal Towers: Dimensions and Drilling PlanDokument1 SeitePilot Devices - Signal Towers: Dimensions and Drilling PlanpsatyasrinivasNoch keine Bewertungen
- Pilot Devices - Signal Beacons: Dimensions and Drilling PlanDokument1 SeitePilot Devices - Signal Beacons: Dimensions and Drilling PlanpsatyasrinivasNoch keine Bewertungen
- Legend Plates: Text Caps For Illuminated Pushbuttons and Pilot LightsDokument1 SeiteLegend Plates: Text Caps For Illuminated Pushbuttons and Pilot LightspsatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 81Dokument1 Seite1SFC151003C0201 81psatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 82Dokument1 Seite1SFC151003C0201 82psatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 71Dokument1 Seite1SFC151003C0201 71psatyasrinivasNoch keine Bewertungen
- Pilot Devices, 22 MM: Legend PlatesDokument1 SeitePilot Devices, 22 MM: Legend PlatespsatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 72Dokument1 Seite1SFC151003C0201 72psatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 67Dokument1 Seite1SFC151003C0201 67psatyasrinivasNoch keine Bewertungen
- Legend Plates: Legend Plate Holders With InsertsDokument1 SeiteLegend Plates: Legend Plate Holders With InsertspsatyasrinivasNoch keine Bewertungen
- Assembled Stations: Plastic EnclosuresDokument1 SeiteAssembled Stations: Plastic EnclosurespsatyasrinivasNoch keine Bewertungen
- Legend Plates: Legend Plate Holders With Inserts For Plastic EnclosuresDokument1 SeiteLegend Plates: Legend Plate Holders With Inserts For Plastic EnclosurespsatyasrinivasNoch keine Bewertungen
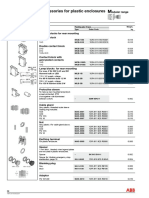
- Accessories For Plastic Enclosures: Contact Blocks For Rear Mounting Contact BlockDokument1 SeiteAccessories For Plastic Enclosures: Contact Blocks For Rear Mounting Contact BlockpsatyasrinivasNoch keine Bewertungen
- 1SFC151003C0201 65Dokument1 Seite1SFC151003C0201 65psatyasrinivasNoch keine Bewertungen
- Differential and CB Failure ProtectionDokument18 SeitenDifferential and CB Failure Protectionaalamz93_854917254Noch keine Bewertungen
- Session11 PDFDokument44 SeitenSession11 PDFStar SealNoch keine Bewertungen
- Repairing EM Pinball MachinesDokument93 SeitenRepairing EM Pinball MachinesAlan TosiNoch keine Bewertungen
- Troubleshooting Prodigy GEDokument36 SeitenTroubleshooting Prodigy GEJUAN CARLOS100% (1)
- AEGContactors10Pages 000Dokument10 SeitenAEGContactors10Pages 000Hameed Alam KhanNoch keine Bewertungen
- Operating Instructions Proline Promag 53 Hart: Electromagnetic FlowmeterDokument154 SeitenOperating Instructions Proline Promag 53 Hart: Electromagnetic FlowmeterGheorghitaNoch keine Bewertungen
- GSM Gate Opener Remote Relay Switch: User ManualDokument11 SeitenGSM Gate Opener Remote Relay Switch: User Manualzava2007Noch keine Bewertungen
- Mech Eng CauDokument17 SeitenMech Eng CauAjay MayalNoch keine Bewertungen
- Discussion of Relay Protection Testing Technology For Intelligent SubstationDokument6 SeitenDiscussion of Relay Protection Testing Technology For Intelligent Substationquisi123Noch keine Bewertungen
- Contactors Motor Protection Accessories: PanoramaDokument6 SeitenContactors Motor Protection Accessories: PanoramaAdarsh VCNoch keine Bewertungen
- P40Agile VH EN 12Dokument14 SeitenP40Agile VH EN 12Blake CislowskiNoch keine Bewertungen
- Expander Modules: Pze 5VDokument3 SeitenExpander Modules: Pze 5Vemi quatNoch keine Bewertungen
- Miconic TX-5 Schindler SchematicDokument40 SeitenMiconic TX-5 Schindler SchematicLew Kar Keong100% (3)
- Generator and Generator Transformers ProtectionDokument10 SeitenGenerator and Generator Transformers Protectionkailasamvv100% (1)
- Manual Fmu860Dokument130 SeitenManual Fmu860David González RodríguezNoch keine Bewertungen
- Sumpi - ManualDokument78 SeitenSumpi - ManualneomendesNoch keine Bewertungen
- Inverse Time Characteristics RelaysDokument1 SeiteInverse Time Characteristics Relayssuperthambi100% (1)
- Marine Genset CU 2500Dokument62 SeitenMarine Genset CU 2500Miranda Junior Jr.100% (1)
- PROGNOST-SILver enDokument16 SeitenPROGNOST-SILver enPreetika GuptaNoch keine Bewertungen
- KWU Electro Hydraulic Governing Final1Dokument41 SeitenKWU Electro Hydraulic Governing Final1Rahul Dev Goswami100% (2)
- Plano Electrico Motoniveladora 120M Renr4165renr4165 - 01 - SisDokument4 SeitenPlano Electrico Motoniveladora 120M Renr4165renr4165 - 01 - SisCesar MaqueraNoch keine Bewertungen
- Unity Quantum Training ManualDokument194 SeitenUnity Quantum Training ManualAqeel Joud AlhujailiNoch keine Bewertungen
- P132 OrderForm - v81 - 032021 - VT22Dokument16 SeitenP132 OrderForm - v81 - 032021 - VT22Tuan Dang AnhNoch keine Bewertungen
- Brahma MF2 PDFDokument4 SeitenBrahma MF2 PDFamicarelliNoch keine Bewertungen
- WLC D1Dokument2 SeitenWLC D1jvtamilanbanNoch keine Bewertungen
- RXTCS Brochure PDFDokument6 SeitenRXTCS Brochure PDFUdit OjhaNoch keine Bewertungen
- TP 5990Dokument40 SeitenTP 5990Roberto Sanchez Zapata100% (1)
- SPM Genesis R70 Mod96Dokument41 SeitenSPM Genesis R70 Mod96NizarChoucheneNoch keine Bewertungen