Das könnte Ihnen auch gefallen
- Proibição Revestimento Eletrolítico em Parafusos Estojos Porcas e ArruelasDokument15 SeitenProibição Revestimento Eletrolítico em Parafusos Estojos Porcas e Arruelasdaniel oliveiraNoch keine Bewertungen
- ASTM A105 - 03 TraduzidaDokument5 SeitenASTM A105 - 03 Traduzidahugo_siqueira_110% (1)
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDokument4 SeitenNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosNoch keine Bewertungen
- NomeclaturasDokument13 SeitenNomeclaturasrafwebNoch keine Bewertungen
- Tradução A668Dokument6 SeitenTradução A668QualidadeSidertecnicNoch keine Bewertungen
- Aços - Voith - VPN-962A PDFDokument55 SeitenAços - Voith - VPN-962A PDFAndrDiasNoch keine Bewertungen
- Composição Química AISI, SAE e ASTMDokument7 SeitenComposição Química AISI, SAE e ASTMDiegoNoch keine Bewertungen
- Ab41 Acos Astm Composicao QuimicaDokument3 SeitenAb41 Acos Astm Composicao QuimicaWeniton OliveiraNoch keine Bewertungen
- Equivalência MateriaisDokument5 SeitenEquivalência MateriaisGuilhermeDirksenNoch keine Bewertungen
- Api 598Dokument12 SeitenApi 598cazoli100% (1)
- Tabela ConversãoDokument19 SeitenTabela Conversãomarcos_zoio100% (1)
- Abnt - Iso 7121 API 6dDokument14 SeitenAbnt - Iso 7121 API 6dInácio CunhaNoch keine Bewertungen
- Asme B 31 - 8Dokument52 SeitenAsme B 31 - 8Marcio Ricardo Farias100% (1)
- MSS SP 55 - Método Visual de Avaliação de FundidosDokument5 SeitenMSS SP 55 - Método Visual de Avaliação de Fundidoseldonuts50% (2)
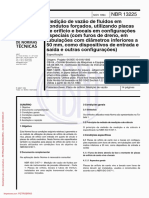
- NBR 13225 PDFDokument14 SeitenNBR 13225 PDFCamila Cristina PaziniNoch keine Bewertungen
- Astm A 270Dokument1 SeiteAstm A 270Paula SantiagoNoch keine Bewertungen
- N-1521 Contec Identificação de Equipamentos Industriais: Rev. F 06 / 2016Dokument18 SeitenN-1521 Contec Identificação de Equipamentos Industriais: Rev. F 06 / 2016Paulo Sérgio Santana50% (2)
- En Iso 15761 - Válvulas Gaveta, Globo e RetençãoDokument46 SeitenEn Iso 15761 - Válvulas Gaveta, Globo e RetençãoRoberto Faustino FaustinoNoch keine Bewertungen
- Böhler Dmo Ig B (Gtaw)Dokument1 SeiteBöhler Dmo Ig B (Gtaw)Kara WhiteNoch keine Bewertungen
- Asme-B 31.3 PortuguêsDokument338 SeitenAsme-B 31.3 Portuguêsgolgo-sinistro100% (2)
- AçoDokument18 SeitenAçofurmaniak100% (1)
- Torque A193Dokument1 SeiteTorque A193Kuncoro SidiNoch keine Bewertungen
- N 2668Dokument256 SeitenN 2668Ricardo CurioniNoch keine Bewertungen
- ET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Dokument11 SeitenET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Anna VerônicaNoch keine Bewertungen
- API 5L Tubos Grade B Aço Carbono A-106 e Pressão e Temperatura Classificações ASTM A-53 - Unidades MétricasDokument6 SeitenAPI 5L Tubos Grade B Aço Carbono A-106 e Pressão e Temperatura Classificações ASTM A-53 - Unidades MétricasWilliam Castro0% (1)
- Voith - VPN-961-Out2003 - Materiais Ferrosos - Seleção de FundidosDokument21 SeitenVoith - VPN-961-Out2003 - Materiais Ferrosos - Seleção de FundidosUgoRibeiroNoch keine Bewertungen
- Requisito Geral v2Dokument20 SeitenRequisito Geral v2Rodrigo Barbosa100% (1)
- Abnt NBR 16137Dokument9 SeitenAbnt NBR 16137Cristiane KassaNoch keine Bewertungen
- Teste Por PontosDokument121 SeitenTeste Por PontoswtmendesNoch keine Bewertungen
- Sae J1273Dokument1 SeiteSae J1273Igor BastosNoch keine Bewertungen
- API 1104 Edição 2021 Traduzida PortuguesDokument174 SeitenAPI 1104 Edição 2021 Traduzida PortuguesJean Da Rocha DuarteNoch keine Bewertungen
- Materiais1 PDFDokument3 SeitenMateriais1 PDFMARCOS VIANANoch keine Bewertungen
- DIN 50125 Norma de Corpo de ProvaDokument14 SeitenDIN 50125 Norma de Corpo de ProvaNatan1912Noch keine Bewertungen
- Bloqueio Com Raquete Ou Figura 8 em Paradas1Dokument9 SeitenBloqueio Com Raquete Ou Figura 8 em Paradas1Andre WenceslauNoch keine Bewertungen
- Parafuso Sextavado Astm A394 t0 RPDokument1 SeiteParafuso Sextavado Astm A394 t0 RPMurillo de LimaNoch keine Bewertungen
- NBR 7243 - Pecas Fundidas de Aco Manganes Austeniticos PDFDokument3 SeitenNBR 7243 - Pecas Fundidas de Aco Manganes Austeniticos PDFDenis Yasmin AlineNoch keine Bewertungen
- Materiais de Aço e Ferro PDFDokument3 SeitenMateriais de Aço e Ferro PDFFred Duarte CaldeiraNoch keine Bewertungen
- FoFo - PropriedadesDokument1 SeiteFoFo - PropriedadesMarcos OliveiraNoch keine Bewertungen
- Consumiveissoldagem PDFDokument28 SeitenConsumiveissoldagem PDFDavid Assumpção da SilvaNoch keine Bewertungen
- Tabela de Desvios Dimensões Lineares - Material Aço Fundido - Revi 00Dokument2 SeitenTabela de Desvios Dimensões Lineares - Material Aço Fundido - Revi 00doidobskNoch keine Bewertungen
- Abnt NBR 7675 PDFDokument80 SeitenAbnt NBR 7675 PDFCaio Zanoni HarbsNoch keine Bewertungen
- Api 6aDokument9 SeitenApi 6arpr013279Noch keine Bewertungen
- Abnt - NBR - 5008 PDFDokument4 SeitenAbnt - NBR - 5008 PDFBRUNO030381Noch keine Bewertungen
- Fluxcon Catalogo Placa de Orifício PDFDokument7 SeitenFluxcon Catalogo Placa de Orifício PDFlindseyavNoch keine Bewertungen
- Proteção Anti-Desgaste KalenbornDokument44 SeitenProteção Anti-Desgaste Kalenborngldias100% (1)
- Grampo U (Até 4 Polegadas)Dokument1 SeiteGrampo U (Até 4 Polegadas)Desenvolvimento MHNoch keine Bewertungen
- Normas Tec SoldagemDokument86 SeitenNormas Tec Soldagemalexislobo100% (1)
- Aco Inox Dicas Acesita SoldagemDokument2 SeitenAco Inox Dicas Acesita SoldagemkascaNoch keine Bewertungen
- Ab41 Acos Astm Composicao Quimica PDFDokument3 SeitenAb41 Acos Astm Composicao Quimica PDFMarcos Verissimo Juca de PaulaNoch keine Bewertungen
- Catalogo FundicarDokument18 SeitenCatalogo FundicarRMNoch keine Bewertungen
- BS EN 12266-1 - Parte 1, 2003Dokument18 SeitenBS EN 12266-1 - Parte 1, 2003Marcos Kaian Moraes Rodrigues100% (2)
- Catalogo Flanges NBR 7675 DINDokument3 SeitenCatalogo Flanges NBR 7675 DINDiego FeitosaNoch keine Bewertungen
- Relacao de Soldadores Qualificados ASMEDokument1 SeiteRelacao de Soldadores Qualificados ASMEEderNoch keine Bewertungen
- 00 2013 Itep Patricio 1 4Dokument80 Seiten00 2013 Itep Patricio 1 4abalacoo100% (1)
- ASTM A105 - Especificação de Forjados Aço Carbono em Tubulação 2003Dokument5 SeitenASTM A105 - Especificação de Forjados Aço Carbono em Tubulação 2003AvulsedBRNoch keine Bewertungen
- Tradução Da Norma ASTM 588Dokument6 SeitenTradução Da Norma ASTM 588Gisele ArrudaNoch keine Bewertungen
- ASTM A 105 - 03 TraduzidaDokument6 SeitenASTM A 105 - 03 TraduzidaCesar AugustoNoch keine Bewertungen
- A178A178M en PTDokument3 SeitenA178A178M en PTREGINALDO SANTOSNoch keine Bewertungen
- AISE TraduzidaDokument5 SeitenAISE TraduzidaleafarazenhaNoch keine Bewertungen
- A192A192M en PTDokument2 SeitenA192A192M en PTREGINALDO SANTOSNoch keine Bewertungen
- POSTER DIAGRAMA Fe Fe3C LAFUN Marca D AguaDokument1 SeitePOSTER DIAGRAMA Fe Fe3C LAFUN Marca D AguaLucas CaraffiniNoch keine Bewertungen
- 21-Diagrama Ferro - CarbonoDokument19 Seiten21-Diagrama Ferro - CarbonoLucas SeverinNoch keine Bewertungen
- Hitachi - QCM-8 2019Dokument2 SeitenHitachi - QCM-8 2019Kalipse FerreiraNoch keine Bewertungen
- Usinabilidade Dos MateriaisDokument103 SeitenUsinabilidade Dos MateriaisbexigaobrotherNoch keine Bewertungen
- Tabela Periodica o AlquimistaDokument2 SeitenTabela Periodica o AlquimistaJoão Henrique Garcia FurtadoNoch keine Bewertungen
- Safira - Wikipédia, A Enciclopédia LivreDokument13 SeitenSafira - Wikipédia, A Enciclopédia LivreMusic mixNoch keine Bewertungen
- Tubulações IndustriaisDokument5 SeitenTubulações IndustriaisfilhoNoch keine Bewertungen
- Pesquisa MineralDokument14 SeitenPesquisa MineralJoao Inacio Bezerra da silvaNoch keine Bewertungen
- Fundição de Bronze Por CentrifugaçãoDokument6 SeitenFundição de Bronze Por CentrifugaçãoLuiz Augusto MarcondesNoch keine Bewertungen
- Avaliação On-Line 4 (AOL 4) - Tratamentos Termoquímicos e SuperficiaisDokument11 SeitenAvaliação On-Line 4 (AOL 4) - Tratamentos Termoquímicos e SuperficiaisFabio RicardoNoch keine Bewertungen
- Lista de Exercícios 1 UNDDokument4 SeitenLista de Exercícios 1 UNDwagner silvaNoch keine Bewertungen
- 7º Teste 4Dokument6 Seiten7º Teste 4Dulce SousaNoch keine Bewertungen
- Catalogo Tecnico ArcelorDokument2 SeitenCatalogo Tecnico ArcelorCarlos SantosNoch keine Bewertungen
- Peçasimptts PDFDokument124 SeitenPeçasimptts PDFdavclbNoch keine Bewertungen
- Beit Midrash Livre - Parashat Ekev - A História Do Ferro No Israel AntigoDokument20 SeitenBeit Midrash Livre - Parashat Ekev - A História Do Ferro No Israel AntigoAlberto RodriguesNoch keine Bewertungen
- Corrosão ErosãoDokument28 SeitenCorrosão ErosãoVanessa DinizNoch keine Bewertungen
- Aglomerante Cimento Portland e Concreto de Cimento PortlandDokument14 SeitenAglomerante Cimento Portland e Concreto de Cimento PortlandLeandro MoreiraNoch keine Bewertungen
- Apostila Modulo 2Dokument10 SeitenApostila Modulo 2Fádia LimaNoch keine Bewertungen
- Aula - Soldabilidade Aços InoxidáveisDokument23 SeitenAula - Soldabilidade Aços InoxidáveisENGENHEIROS ALUNOSNoch keine Bewertungen
- Fundição Sob-PressãoDokument65 SeitenFundição Sob-Pressãoluizbek100% (1)
- Terminal Soquete Catalogo Forjados SmallDokument43 SeitenTerminal Soquete Catalogo Forjados SmallmarcosperesNoch keine Bewertungen
- Portaria 262 1962Dokument11 SeitenPortaria 262 1962Ailton TeobaldoNoch keine Bewertungen
- Nocoes Basicas de Fundicao - Fevereiro de 2023Dokument71 SeitenNocoes Basicas de Fundicao - Fevereiro de 2023otavio stiehlerNoch keine Bewertungen
- Ferragens Simpson Parafusos Quik Drive 18Dokument144 SeitenFerragens Simpson Parafusos Quik Drive 18Tiago SantosNoch keine Bewertungen
- NBR 05029 - 1982 - Tubo de Cobre e Suas Ligas Sem Costura PaDokument10 SeitenNBR 05029 - 1982 - Tubo de Cobre e Suas Ligas Sem Costura PaabelNoch keine Bewertungen
- Tratamento Térmico. FinalDokument15 SeitenTratamento Térmico. FinalPedro BungueleNoch keine Bewertungen
- Classificação Das Pastilhas de Metal Duro Pela Norma ISODokument2 SeitenClassificação Das Pastilhas de Metal Duro Pela Norma ISOAugusto MonjardimNoch keine Bewertungen
- 4 - Estrtura Dos Graos Tratamento Termico 2Dokument39 Seiten4 - Estrtura Dos Graos Tratamento Termico 2Anderson SantosNoch keine Bewertungen
- Metal Detector Surf PI ProDokument13 SeitenMetal Detector Surf PI ProMario Javier GonzalesNoch keine Bewertungen
- Roteiro Descrição - Lâm. MetamórficaDokument2 SeitenRoteiro Descrição - Lâm. Metamórficastephanie.carvalhocsNoch keine Bewertungen
- Modéstia à Parte: Coisas Que o Mundo Inteiro Deveria Aprender Com PortugalVon EverandModéstia à Parte: Coisas Que o Mundo Inteiro Deveria Aprender Com PortugalBewertung: 5 von 5 Sternen5/5 (2)
- Humor de Segunda a Sexta: 252 pequenos textos e uma história para ajudar você a tornar sua liderança mais leve e criativaVon EverandHumor de Segunda a Sexta: 252 pequenos textos e uma história para ajudar você a tornar sua liderança mais leve e criativaNoch keine Bewertungen
- Piadas nerds: O melhor aluno da classe também sabe contar piadaVon EverandPiadas nerds: O melhor aluno da classe também sabe contar piadaBewertung: 5 von 5 Sternen5/5 (1)
- Piadas nerds - as melhores piadas de informáticaVon EverandPiadas nerds - as melhores piadas de informáticaBewertung: 5 von 5 Sternen5/5 (1)
- Mais piadas imaturas, mais curtas e mais pene…trantes.Von EverandMais piadas imaturas, mais curtas e mais pene…trantes.Noch keine Bewertungen