Das könnte Ihnen auch gefallen
- 1-X Lift Liner CatalogueDokument6 Seiten1-X Lift Liner Cataloguemahreza189Noch keine Bewertungen
- 1 - Grinding Media Catalogue PDFDokument14 Seiten1 - Grinding Media Catalogue PDFmahreza189Noch keine Bewertungen
- Kiln StabilityDokument6 SeitenKiln Stabilityraobabar21Noch keine Bewertungen
- New Developments in Monolithic ProductsDokument59 SeitenNew Developments in Monolithic Productsmahreza189100% (1)
- General InformationDokument1 SeiteGeneral Informationmahreza189Noch keine Bewertungen
- 1-X Win CatalogueDokument6 Seiten1-X Win Cataloguemahreza189Noch keine Bewertungen
- 6-SD Reference ListDokument5 Seiten6-SD Reference Listmahreza189Noch keine Bewertungen
- Refractory brick composition and propertiesDokument1 SeiteRefractory brick composition and propertiesmahreza189Noch keine Bewertungen
- Kiln Shell CoolingDokument4 SeitenKiln Shell CoolingjmpbarrosNoch keine Bewertungen
- Irjet V2i151 PDFDokument9 SeitenIrjet V2i151 PDFmahreza189Noch keine Bewertungen
- Energy and PowerDokument69 SeitenEnergy and PowerFahadullah Khan AfridiNoch keine Bewertungen
- High-temperature refractory brick made from magnesia-chromite raw materialsDokument1 SeiteHigh-temperature refractory brick made from magnesia-chromite raw materialsmahreza189Noch keine Bewertungen
- Compac Sol F53G-6: General InformationDokument1 SeiteCompac Sol F53G-6: General Informationmahreza189Noch keine Bewertungen
- Divasil: General InformationDokument1 SeiteDivasil: General Informationmahreza189Noch keine Bewertungen
- High-temperature refractory brick made from magnesia-chromite raw materialsDokument1 SeiteHigh-temperature refractory brick made from magnesia-chromite raw materialsmahreza189Noch keine Bewertungen
- Compac shot F49-6 refractory concreteDokument1 SeiteCompac shot F49-6 refractory concretemahreza189Noch keine Bewertungen
- General InformationDokument1 SeiteGeneral Informationmahreza189Noch keine Bewertungen
- Didomur B52V-03 M: General InformationDokument1 SeiteDidomur B52V-03 M: General Informationmahreza189Noch keine Bewertungen
- Carsit Sol A10mb 15 PDFDokument1 SeiteCarsit Sol A10mb 15 PDFmahreza189Noch keine Bewertungen
- High-strength refractory concrete with silica glass and sol bondingDokument1 SeiteHigh-strength refractory concrete with silica glass and sol bondingmahreza189Noch keine Bewertungen
- Compac Sol F53 6Dokument1 SeiteCompac Sol F53 6mahreza189Noch keine Bewertungen
- High-strength refractory concrete with silica glass and sol bondingDokument1 SeiteHigh-strength refractory concrete with silica glass and sol bondingmahreza189Noch keine Bewertungen
- Compac Sol B82-6: General InformationDokument1 SeiteCompac Sol B82-6: General Informationmahreza189Noch keine Bewertungen
- Compac Shot B84 3Dokument1 SeiteCompac Shot B84 3mahreza189Noch keine Bewertungen
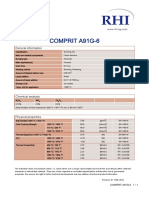
- Comprit A91g 6Dokument1 SeiteComprit A91g 6mahreza189Noch keine Bewertungen
- Compac shot F49-6 refractory concreteDokument1 SeiteCompac shot F49-6 refractory concretemahreza189Noch keine Bewertungen
- COMPAC SOL A100-15 Refractory CastableDokument1 SeiteCOMPAC SOL A100-15 Refractory Castablemahreza189Noch keine Bewertungen
- Compac Shot B84 3Dokument1 SeiteCompac Shot B84 3mahreza189Noch keine Bewertungen
- Compac Shot F49S-6: General InformationDokument1 SeiteCompac Shot F49S-6: General Informationmahreza189Noch keine Bewertungen
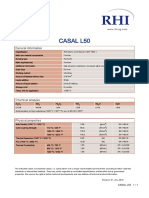
- Casal L50: General InformationDokument1 SeiteCasal L50: General Informationmahreza189Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 11P Trusses ProblemsDokument39 Seiten11P Trusses ProblemsHoward Johann Gomez VNoch keine Bewertungen
- Summary A PDFDokument3 SeitenSummary A PDFAhmad TouqirNoch keine Bewertungen
- Instabilities and Nonequilibrium Structures VII & VIIIDokument377 SeitenInstabilities and Nonequilibrium Structures VII & VIIIcoerenciaceNoch keine Bewertungen
- Energy-Momentum Tensor For The Electromagnetic Field in A Dispersive MediumDokument17 SeitenEnergy-Momentum Tensor For The Electromagnetic Field in A Dispersive MediumSamrat RoyNoch keine Bewertungen
- Astm 1784Dokument4 SeitenAstm 1784arifin rizalNoch keine Bewertungen
- 06 - 3D Embankment ConsolidationDokument28 Seiten06 - 3D Embankment ConsolidationRaynaldo JodistiroNoch keine Bewertungen
- 2SD2525 Datasheet en 20061121Dokument5 Seiten2SD2525 Datasheet en 20061121Giannis MartinosNoch keine Bewertungen
- 0625 s07 Ms 3Dokument7 Seiten0625 s07 Ms 3Hubbak Khan50% (2)
- Advanced Higher Maths Exam 2015Dokument8 SeitenAdvanced Higher Maths Exam 2015StephenMcINoch keine Bewertungen
- Cantilever Calculation ToolDokument10 SeitenCantilever Calculation ToolEnoch Twumasi50% (2)
- KGT ManualDokument25 SeitenKGT ManualLeo MoltoNoch keine Bewertungen
- Solenoid Valves Used in Safety Instrumented Systems: I&M V9629R1Dokument7 SeitenSolenoid Valves Used in Safety Instrumented Systems: I&M V9629R1rufino.perea.2Noch keine Bewertungen
- Spe163887 PDFDokument11 SeitenSpe163887 PDFCarlos Ulises LeonidasNoch keine Bewertungen
- Parameter Adaptation of Reduced Order Models For Three-Dimensional Flutter AnalysisDokument9 SeitenParameter Adaptation of Reduced Order Models For Three-Dimensional Flutter AnalysisAtsis PapadopoulosNoch keine Bewertungen
- Quincy Qrds Series Single-Stage, Oil-Less Reciprocating Air Compressors 2-30 HPDokument8 SeitenQuincy Qrds Series Single-Stage, Oil-Less Reciprocating Air Compressors 2-30 HPCoral IcmNoch keine Bewertungen
- FLSmidth CrossBar Cooler v2Dokument8 SeitenFLSmidth CrossBar Cooler v2Mohammed AbdoNoch keine Bewertungen
- Circuit BreakerDokument70 SeitenCircuit BreakerBADAL CHOUDHARYNoch keine Bewertungen
- Romax 4000 PDFDokument2 SeitenRomax 4000 PDFALEKSANDARNoch keine Bewertungen
- 1.2 Student Workbook ESSDokument7 Seiten1.2 Student Workbook ESSTanay shahNoch keine Bewertungen
- Channel Tut v1Dokument11 SeitenChannel Tut v1Umair IsmailNoch keine Bewertungen
- Electromagnetism: Angelito A. Silverio, EceDokument79 SeitenElectromagnetism: Angelito A. Silverio, EceAlmari SantosNoch keine Bewertungen
- All Rac α Tocopheryl Acetate (Vitamin E Acetate) RM COA - 013Dokument2 SeitenAll Rac α Tocopheryl Acetate (Vitamin E Acetate) RM COA - 013ASHOK KUMAR LENKANoch keine Bewertungen
- Magnetism and Electromagnetism - Electrical Multiple Choice Questions and AnswersDokument10 SeitenMagnetism and Electromagnetism - Electrical Multiple Choice Questions and AnswersNagesh GillNoch keine Bewertungen
- Astm B 265 - 03Dokument8 SeitenAstm B 265 - 03kaminaljuyuNoch keine Bewertungen
- Biomechanics and Motor Control of Human Movement - Ch3Dokument37 SeitenBiomechanics and Motor Control of Human Movement - Ch3guillecabezaNoch keine Bewertungen
- 2-Gantry Girder Design For Total Dead Load of 175 TonsDokument11 Seiten2-Gantry Girder Design For Total Dead Load of 175 TonsHarnoor Singh AulakhNoch keine Bewertungen
- Rockwell Scale PDFDokument5 SeitenRockwell Scale PDFFortune FireNoch keine Bewertungen
- Lukac Perkowski Book Introduction and Quantum MechanicsDokument104 SeitenLukac Perkowski Book Introduction and Quantum MechanicsSitalk TeresNoch keine Bewertungen
- Misfire Detection of A Turbocharged Diesel Engine by Using Artificial Neural NetworksDokument7 SeitenMisfire Detection of A Turbocharged Diesel Engine by Using Artificial Neural NetworksJean Carlos PinedaNoch keine Bewertungen
- Chebyshev PolynomialsDokument19 SeitenChebyshev PolynomialssofiavictorNoch keine Bewertungen