Das könnte Ihnen auch gefallen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- MCQsDokument8 SeitenMCQsAsad MalikNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
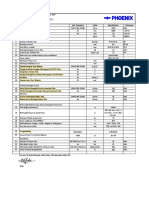
- Steel Conv Belt - 1800-ST2250-8+6 FR-LRR-TKIL-NK ProjectDokument1 SeiteSteel Conv Belt - 1800-ST2250-8+6 FR-LRR-TKIL-NK ProjectCaspian DattaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Iron - The Repair of Wrought & Cast IronDokument58 SeitenIron - The Repair of Wrought & Cast Ironsaravanan_c1100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Fatigue Testing WorksheetDokument5 SeitenFatigue Testing WorksheetMohammed AL-MaaitahNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Enhancing The Stepped Solar Still Performance Using Internal Re EctorsDokument6 SeitenEnhancing The Stepped Solar Still Performance Using Internal Re EctorslinhNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- NCERT Science ExemplarDokument86 SeitenNCERT Science ExemplarRishik Madan Jai100% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Effects of Clinker Grinding Aids On Flow of Cement Based MaterialsDokument11 SeitenEffects of Clinker Grinding Aids On Flow of Cement Based MaterialsJaga JayNoch keine Bewertungen
- Princípio de Babinet 1Dokument3 SeitenPrincípio de Babinet 1josh16kalebNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Properties of Sea WaterDokument30 SeitenProperties of Sea WaterHalima akterNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Wave Propagation in Fluid-Filled Single-Walled Carbon PDFDokument13 SeitenWave Propagation in Fluid-Filled Single-Walled Carbon PDFhmsedighi459Noch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Fiberglass TerminologyDokument13 SeitenFiberglass Terminologystang2001gurlNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Pile Foundation DesignDokument82 SeitenPile Foundation DesignBhaskar ReddyNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Chemical Thermodynamics Y: David A. KatzDokument44 SeitenChemical Thermodynamics Y: David A. Katztheodore_estradaNoch keine Bewertungen
- A Comprehensive Investigation On High-Pressure LDPE Manufacturing: Dynamic Modelling of Compressor, Reactor and Separation UnitsDokument6 SeitenA Comprehensive Investigation On High-Pressure LDPE Manufacturing: Dynamic Modelling of Compressor, Reactor and Separation UnitsAbdul SamadNoch keine Bewertungen
- 2006, Fluent 6.3 Fuel Cell Modules Manual PDFDokument85 Seiten2006, Fluent 6.3 Fuel Cell Modules Manual PDFEd SilvaNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Fulltext PDFDokument8 SeitenFulltext PDFVictor Hugo Azevedo CarneiroNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Effect of Free Lime and Lime Saturation Factor On Grindability of Cement ClinkerDokument7 SeitenEffect of Free Lime and Lime Saturation Factor On Grindability of Cement Clinkeromar rahmounNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Anti TermiteDokument5 SeitenAnti TermiteDamitha Anjana WeerakoonNoch keine Bewertungen
- Removal of Hexavalent Chromium-Contaminated WaterDokument19 SeitenRemoval of Hexavalent Chromium-Contaminated WaterYannis ThomasNoch keine Bewertungen
- 2 Effect of Heat On SaltDokument3 Seiten2 Effect of Heat On SaltJacelynNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Ce 259 11819 #08 Response SpectraDokument11 SeitenCe 259 11819 #08 Response SpectraLuis Ariel B. MorilloNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- SL95-327 B&W Service LetterDokument4 SeitenSL95-327 B&W Service LetterkamalNoch keine Bewertungen
- FT-IR Spectrophotometric Analysis of Acetylsalicylic Acid and Its Pharmaceutical Formulations.Dokument7 SeitenFT-IR Spectrophotometric Analysis of Acetylsalicylic Acid and Its Pharmaceutical Formulations.luna_mirabelleNoch keine Bewertungen
- Unit 2.22 - Tannoids Determination by Turbidity MeterDokument7 SeitenUnit 2.22 - Tannoids Determination by Turbidity MeterRiyanNoch keine Bewertungen
- (Springer Theses) Dr. José Juan Colás (Auth.) - Dual-Mode Electro-Photonic Silicon Biosensors-Springer International Publishing (2017)Dokument159 Seiten(Springer Theses) Dr. José Juan Colás (Auth.) - Dual-Mode Electro-Photonic Silicon Biosensors-Springer International Publishing (2017)Sadegh GhNoch keine Bewertungen
- 2551 Blind Rev 17 English ManualDokument16 Seiten2551 Blind Rev 17 English ManualKadek Dwi PermanaNoch keine Bewertungen
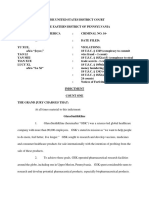
- GSK IndictmentDokument66 SeitenGSK IndictmentJaredNoch keine Bewertungen
- Met-Kleen 140 (7.8.13)Dokument1 SeiteMet-Kleen 140 (7.8.13)tribolasNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Telomere PDFDokument2 SeitenTelomere PDFsoumita100% (1)
- Solvent Improvement For Separating C4 With ACNDokument9 SeitenSolvent Improvement For Separating C4 With ACNBacNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)