Das könnte Ihnen auch gefallen
- Guide to Load Analysis for Durability in Vehicle EngineeringVon EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonBewertung: 4 von 5 Sternen4/5 (1)
- Hoyu Ishida - Salvation For Oneself and Others BuddhismDokument17 SeitenHoyu Ishida - Salvation For Oneself and Others BuddhismsengcanNoch keine Bewertungen
- ASSIGNMENT 1 Cad PDFDokument8 SeitenASSIGNMENT 1 Cad PDFSasank SaiNoch keine Bewertungen
- Fine BlankingDokument23 SeitenFine Blankingamolkoushik100% (2)
- Progressive Die DesignDokument56 SeitenProgressive Die DesignHesham Yasin100% (2)
- Formula For Press Tool DesignDokument2 SeitenFormula For Press Tool DesignJimmy Clavel100% (2)
- Sheet Metal Design HandbookDokument9 SeitenSheet Metal Design Handbooktrujillo4769Noch keine Bewertungen
- Bulk Deformation Processes - ManufacturingDokument107 SeitenBulk Deformation Processes - ManufacturingsengcanNoch keine Bewertungen
- Huayan - The Jeweled Net of IndraDokument9 SeitenHuayan - The Jeweled Net of IndrasengcanNoch keine Bewertungen
- Lu K Uan Yu - The Secrets of Chinese MeditationDokument260 SeitenLu K Uan Yu - The Secrets of Chinese Meditationormus15100% (12)
- Report - Wheel Chair Cum StretcherDokument44 SeitenReport - Wheel Chair Cum StretchermadDie Kale64% (14)
- Ch21 Fundamentals of Cutting2Dokument70 SeitenCh21 Fundamentals of Cutting2manojc68Noch keine Bewertungen
- Sheet Metal SpringbackDokument6 SeitenSheet Metal SpringbackVipul AgrawalNoch keine Bewertungen
- Sheetmetal IntroDokument48 SeitenSheetmetal IntroBharat M GajeraNoch keine Bewertungen
- Lab10 Final Progressive Die PDFDokument7 SeitenLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- 01 Introduction To Press ToolsDokument31 Seiten01 Introduction To Press ToolsNiranjan HalgarNoch keine Bewertungen
- GD&T For Die Punch DesigningDokument23 SeitenGD&T For Die Punch DesigningDarshan Pandya100% (5)
- Core Cavity ExtractionDokument159 SeitenCore Cavity ExtractionSaggam NarasimharajuNoch keine Bewertungen
- Types of Press Tools - Wikipedia PDFDokument24 SeitenTypes of Press Tools - Wikipedia PDFAvula VinayNoch keine Bewertungen
- Press Tools'Dokument241 SeitenPress Tools'kannan83% (6)
- Sheet Metal Stamping in Automotive Industry IgnoreDokument48 SeitenSheet Metal Stamping in Automotive Industry IgnoreSalil GhateNoch keine Bewertungen
- Al BiwDokument3 SeitenAl BiwmmanharNoch keine Bewertungen
- Basic Knowledge of Sheet MetalDokument36 SeitenBasic Knowledge of Sheet MetalHemang Shah33% (3)
- Sheet Metal OperationsDokument22 SeitenSheet Metal OperationsParveen Saini0% (1)
- Advance Injection Mould DesignDokument175 SeitenAdvance Injection Mould DesignŠetkić SemirNoch keine Bewertungen
- Metal Stamping DiesDokument7 SeitenMetal Stamping DiesedpsousaNoch keine Bewertungen
- Stamping Design GuidelineDokument13 SeitenStamping Design GuidelineVikram Borkhediya100% (1)
- Sheet Metal FormingDokument26 SeitenSheet Metal FormingsyedamiriqbalNoch keine Bewertungen
- MLD TheoryDokument96 SeitenMLD TheorySheik Abdullah100% (1)
- 01 Ih - Stamping FundamentalsDokument24 Seiten01 Ih - Stamping FundamentalsDiego AcostaNoch keine Bewertungen
- ABC Group Checking and Gauge Standard 80-STD-D-01Dokument53 SeitenABC Group Checking and Gauge Standard 80-STD-D-01Quy HoangNoch keine Bewertungen
- 5 Strip LayoutDokument28 Seiten5 Strip LayoutNarendrareddy Ramireddy67% (3)
- Press Tool TechnologyDokument4 SeitenPress Tool TechnologyErzan FauzanNoch keine Bewertungen
- Product DesignDokument36 SeitenProduct DesignvkrishnarajNoch keine Bewertungen
- Advance Metal Forming ProcessDokument12 SeitenAdvance Metal Forming ProcessRemo RamNoch keine Bewertungen
- Cold and Hot Stamping Dies eDokument12 SeitenCold and Hot Stamping Dies eajaygupta.af3919Noch keine Bewertungen
- ForgingDokument58 SeitenForgingSamir Bose100% (4)
- Tool Design Theory (DCD)Dokument252 SeitenTool Design Theory (DCD)Bhavsar ChiragNoch keine Bewertungen
- Sheet Metal DesignDokument71 SeitenSheet Metal DesignParag JaiswalNoch keine Bewertungen
- Design and Calculations of Piercing & Blanking DieDokument89 SeitenDesign and Calculations of Piercing & Blanking DieVipul MetaNoch keine Bewertungen
- Ahss Guidelines V 23Dokument113 SeitenAhss Guidelines V 23Radesh VangipuramNoch keine Bewertungen
- Introduction To Plastic Part DesignDokument61 SeitenIntroduction To Plastic Part DesignVIGNESHNoch keine Bewertungen
- Strip LayoutDokument35 SeitenStrip LayoutJay PatelNoch keine Bewertungen
- The Basics of Applying Bend FunctionsDokument18 SeitenThe Basics of Applying Bend Functionssssf-dobojNoch keine Bewertungen
- Deep DrawingDokument12 SeitenDeep Drawingmanasseh990100% (1)
- Deep DryingDokument83 SeitenDeep DryingYasir HussainNoch keine Bewertungen
- What Are Bend Allowance, Bend Deduction and K-FactorDokument11 SeitenWhat Are Bend Allowance, Bend Deduction and K-Factoritsme5616Noch keine Bewertungen
- Mould BaseDokument8 SeitenMould BaseMould Base ManufacturerNoch keine Bewertungen
- DieDokument6 SeitenDieAditya GoelNoch keine Bewertungen
- Press ToolDokument71 SeitenPress Toolamolnjainajgmail.com 7507254906Noch keine Bewertungen
- Design Study of Progressive Tool DesignDokument34 SeitenDesign Study of Progressive Tool Designsudheer9289% (9)
- 4 Deep DrawingDokument26 Seiten4 Deep Drawingmck_medo100% (1)
- Sheet Metal FormingDokument37 SeitenSheet Metal FormingCh TalhaNoch keine Bewertungen
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionVon EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNoch keine Bewertungen
- Sheet Metal Forming ProcessDokument86 SeitenSheet Metal Forming Processペブリヤナ サンディNoch keine Bewertungen
- Sheet-Metal Forming ProcessesDokument56 SeitenSheet-Metal Forming Processesenverkara80Noch keine Bewertungen
- Ch16 Sheet Metal Forming ProcessesDokument47 SeitenCh16 Sheet Metal Forming ProcessessaminziNoch keine Bewertungen
- Sheet Metal FormingDokument53 SeitenSheet Metal Formingvinod100% (1)
- Unit-4 Sheet Metal ProcessDokument39 SeitenUnit-4 Sheet Metal ProcessKarthikeyan Murugananthan100% (6)
- Ch21 Fundamentals of CuttingDokument56 SeitenCh21 Fundamentals of CuttingImGlobalCitizenNoch keine Bewertungen
- 1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Dokument34 Seiten1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Fatin JoharNoch keine Bewertungen
- Closed Drop Forging Die DesignDokument39 SeitenClosed Drop Forging Die DesignMohit WaniNoch keine Bewertungen
- Amitabha Buddhist Retreat Center (2016) Teachings and ResourcesDokument80 SeitenAmitabha Buddhist Retreat Center (2016) Teachings and ResourcessengcanNoch keine Bewertungen
- Indra's Net MisunderstoodDokument9 SeitenIndra's Net MisunderstoodsengcanNoch keine Bewertungen
- Chandawimala - Blogspot.com (2016) The Life of The BuddhaDokument43 SeitenChandawimala - Blogspot.com (2016) The Life of The BuddhasengcanNoch keine Bewertungen
- Aufsatz MacWilliamsDokument32 SeitenAufsatz MacWilliamsMúsico de SáNoch keine Bewertungen
- The Net of IndraDokument9 SeitenThe Net of IndrasengcanNoch keine Bewertungen
- Teach - Refuge - 2 Article by Sakya TrizinDokument6 SeitenTeach - Refuge - 2 Article by Sakya Trizinsengcan100% (1)
- Turning The Mind Into An Ally OneDokument3 SeitenTurning The Mind Into An Ally OnesengcanNoch keine Bewertungen
- Muso Soseki (Terebess Gabor) PDFDokument6 SeitenMuso Soseki (Terebess Gabor) PDFsengcanNoch keine Bewertungen
- Teach - Refuge - 1 Article by Sakya TrizinDokument6 SeitenTeach - Refuge - 1 Article by Sakya TrizinsengcanNoch keine Bewertungen
- Madhyamaka The Two TruthsDokument42 SeitenMadhyamaka The Two Truthssengcan100% (2)
- The Net of IndraDokument9 SeitenThe Net of IndrasengcanNoch keine Bewertungen
- EIGHT POINTS LOJONG PRACTICE Long VersionDokument8 SeitenEIGHT POINTS LOJONG PRACTICE Long VersionsengcanNoch keine Bewertungen
- Jijuyu ZanmaiDokument34 SeitenJijuyu ZanmaisengcanNoch keine Bewertungen
- Magnetic Molding PDFDokument4 SeitenMagnetic Molding PDFsengcanNoch keine Bewertungen
- Perspective: Choosing How You See Your LifeDokument4 SeitenPerspective: Choosing How You See Your LifesengcanNoch keine Bewertungen
- 05 Step by Step Guide To Golf Club Assembly For The Absolute BeginnerDokument77 Seiten05 Step by Step Guide To Golf Club Assembly For The Absolute BeginnersengcanNoch keine Bewertungen
- Ron Purser - David Loy - Beyond McMindfulnessDokument6 SeitenRon Purser - David Loy - Beyond McMindfulnesssengcanNoch keine Bewertungen
- Aum Joseph CampbellDokument4 SeitenAum Joseph Campbellsengcan33% (3)
- Early Chinese Zen Reexamined A Supplement To Zen Buddhism A HistoryDokument23 SeitenEarly Chinese Zen Reexamined A Supplement To Zen Buddhism A HistorysengcanNoch keine Bewertungen
- Innovation by Aluminium Castings, KSM PDFDokument31 SeitenInnovation by Aluminium Castings, KSM PDFsengcan100% (1)
- Alex Hankey - Studies of Advanced Stages of Meditation in The Tibetan Buddhist and Vedic Traditions 2006Dokument9 SeitenAlex Hankey - Studies of Advanced Stages of Meditation in The Tibetan Buddhist and Vedic Traditions 2006sengcanNoch keine Bewertungen
- K. Sankarnarayan & Parineeta Deshpande - Ashvaghosha and NirvanaDokument12 SeitenK. Sankarnarayan & Parineeta Deshpande - Ashvaghosha and NirvanasengcanNoch keine Bewertungen
- Yongey Mingyur Rinpoche - Beyond-MeditationDokument3 SeitenYongey Mingyur Rinpoche - Beyond-MeditationsengcanNoch keine Bewertungen
- Dremel 2012-2013 PDFDokument70 SeitenDremel 2012-2013 PDFMarcelo AlegreNoch keine Bewertungen
- Paint Technical DatasDokument4 SeitenPaint Technical Dataspalmech07Noch keine Bewertungen
- 3.125 11ns THread SpecificationDokument4 Seiten3.125 11ns THread SpecificationvijaygalaxyNoch keine Bewertungen
- Research Regarding The Heat-Treatment Influence On The Properties of Ca-15 Martensitic Stainless SteelDokument8 SeitenResearch Regarding The Heat-Treatment Influence On The Properties of Ca-15 Martensitic Stainless SteelFernando RomeroNoch keine Bewertungen
- ESB 321M116700 SpecSheetDokument2 SeitenESB 321M116700 SpecSheetCitra Adelina SitorusNoch keine Bewertungen
- Mse 315aDokument23 SeitenMse 315aMuhammad Bilal SahiNoch keine Bewertungen
- Importance of Tool and DieDokument2 SeitenImportance of Tool and DieCleng LaynesNoch keine Bewertungen
- Workshop - Objective - QuestionsDokument2 SeitenWorkshop - Objective - Questionsविशाल पुडासैनीNoch keine Bewertungen
- Rotary Tool KitDokument13 SeitenRotary Tool KitjorgeNoch keine Bewertungen
- Manufacturing Engineering 2Dokument7 SeitenManufacturing Engineering 2Study SuccessNoch keine Bewertungen
- Principles of WeldingDokument16 SeitenPrinciples of WeldingMihajloDjurdjevicNoch keine Bewertungen
- Practical Treatise On Milling and Milling Machines PDFDokument345 SeitenPractical Treatise On Milling and Milling Machines PDFmetalservis2009Noch keine Bewertungen
- 6 Casting & Foundry SentDokument64 Seiten6 Casting & Foundry SentSunil KhachariyaNoch keine Bewertungen
- Details For Screw Jack DesignDokument22 SeitenDetails For Screw Jack DesignHesoyam SirNoch keine Bewertungen
- GRINDINGDokument24 SeitenGRINDINGYash SahaniNoch keine Bewertungen
- Sterling Tools Limited (Training Report)Dokument63 SeitenSterling Tools Limited (Training Report)medhaveesh100% (3)
- Tech Mill FormulasDokument5 SeitenTech Mill FormulaspchakkrapaniNoch keine Bewertungen
- 36-6020 20series 20table 20saw 20parts 20list 20 20rev 204Dokument5 Seiten36-6020 20series 20table 20saw 20parts 20list 20 20rev 204Jose Daniel RosarioNoch keine Bewertungen
- Cajas y Tapa FSDokument2 SeitenCajas y Tapa FSasssasasNoch keine Bewertungen
- Burrs SnippetDokument3 SeitenBurrs SnippetNurul HudaNoch keine Bewertungen
- Artigo Sigma Report 19Dokument4 SeitenArtigo Sigma Report 19pedrotoresinNoch keine Bewertungen
- Osstem KIT Catalogue PDFDokument21 SeitenOsstem KIT Catalogue PDFMeysha BiogreenNoch keine Bewertungen
- Part Number: Part Name: Model: Cutomer:: Measurement Weight (1-5)Dokument10 SeitenPart Number: Part Name: Model: Cutomer:: Measurement Weight (1-5)Mark Daryl MayandocNoch keine Bewertungen
- CNC Tapping CenterDokument6 SeitenCNC Tapping CenterJovelyn MillaresNoch keine Bewertungen
- 07D002Dokument4 Seiten07D002Rasha AbdullahNoch keine Bewertungen
- Tooling Materials&Heat TreatmentDokument13 SeitenTooling Materials&Heat TreatmentVinod MadireddyNoch keine Bewertungen
- Threaded Inserts: Types of InsertDokument2 SeitenThreaded Inserts: Types of InsertwanpudinNoch keine Bewertungen
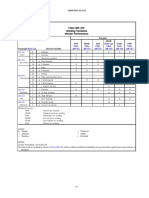
- Table - QW-416 Welding Variables For Welder Performance PDFDokument1 SeiteTable - QW-416 Welding Variables For Welder Performance PDFAnonymous VohpMtUSNNoch keine Bewertungen