Das könnte Ihnen auch gefallen
- Assly.:-Assembly Sub.:-Sub Assembly 1 of 6: Sl. No. Quantity Article No. Unit Price Main Assly. Sub. Item DescriptionDokument6 SeitenAssly.:-Assembly Sub.:-Sub Assembly 1 of 6: Sl. No. Quantity Article No. Unit Price Main Assly. Sub. Item DescriptionDarshana ChathurangaNoch keine Bewertungen
- AIL Company Profile-LaDokument26 SeitenAIL Company Profile-Lavimalp_20Noch keine Bewertungen
- ETA Cooler 0204Dokument8 SeitenETA Cooler 0204Elwathig BakhietNoch keine Bewertungen
- Esg Table For HTG.LDokument18 SeitenEsg Table For HTG.LAlexandra Oana MarinescuNoch keine Bewertungen
- Kiln Support RollerDokument31 SeitenKiln Support RollerMERADINoch keine Bewertungen
- ZKG IndiaDokument4 SeitenZKG IndiaRaviKumarNoch keine Bewertungen
- DRA Global Engineers A Deeper Learning Culture: The ChallengeDokument2 SeitenDRA Global Engineers A Deeper Learning Culture: The ChallengeAbdelkaderNoch keine Bewertungen
- High Capacity IKN Clinker Coolers - MR Huybens Bernard, IKN PDFDokument9 SeitenHigh Capacity IKN Clinker Coolers - MR Huybens Bernard, IKN PDFcassindromeNoch keine Bewertungen
- Reference List 1983-1995Dokument23 SeitenReference List 1983-1995Đi Để ĐếnNoch keine Bewertungen
- Cement Industry Pitch Book GCC May09Dokument33 SeitenCement Industry Pitch Book GCC May09Hug NguNoch keine Bewertungen
- Cement Storage SiloDokument4 SeitenCement Storage SiloSUPERMIX EquipmentsNoch keine Bewertungen
- WartsilaDokument55 SeitenWartsiladavinci engineering100% (1)
- ATOX Lubrication StationDokument4 SeitenATOX Lubrication StationNkosilozwelo SibandaNoch keine Bewertungen
- ATOX Split SealDokument4 SeitenATOX Split SealBülent BulutNoch keine Bewertungen
- Kiln Out LetDokument2 SeitenKiln Out LetSamehibrahemNoch keine Bewertungen
- On Shree Cement Jun 2010Dokument39 SeitenOn Shree Cement Jun 2010Ana JainNoch keine Bewertungen
- Energy Consumption Benchmark Guide: Cement Clinker ProductionDokument14 SeitenEnergy Consumption Benchmark Guide: Cement Clinker ProductionVisnu SankarNoch keine Bewertungen
- Cement ProtocolDokument30 SeitenCement ProtocolBawaInspectorNoch keine Bewertungen
- Lafarge Ravena Modernization FEISDokument97 SeitenLafarge Ravena Modernization FEISLafargeRavenaFactsNoch keine Bewertungen
- Assiut Cement PlantDokument17 SeitenAssiut Cement PlantMahmoud RashadNoch keine Bewertungen
- Rawmill LubricationDokument22 SeitenRawmill Lubricationsivareddy143Noch keine Bewertungen
- ETM50 - Operation & Maintenance Manuals Rev.0Dokument21 SeitenETM50 - Operation & Maintenance Manuals Rev.0Luis Gutiérrez AlvarezNoch keine Bewertungen
- 01 - Operating Manual Filter Plant - enDokument15 Seiten01 - Operating Manual Filter Plant - enGennius Flores100% (1)
- Waste Heat Recovery System For Cement PlantDokument6 SeitenWaste Heat Recovery System For Cement PlantandrowreganNoch keine Bewertungen
- Hi-Tech Projects: (An Industrial Monthly Magazine On New Project Opportunities and Industrial Technologies)Dokument17 SeitenHi-Tech Projects: (An Industrial Monthly Magazine On New Project Opportunities and Industrial Technologies)Shridhar L MallapurNoch keine Bewertungen
- Cement Mill - 1 Feed Head Liners Inspection Report: POS S .No Original THK (MM) Measured OnDokument6 SeitenCement Mill - 1 Feed Head Liners Inspection Report: POS S .No Original THK (MM) Measured Onsivareddy143Noch keine Bewertungen
- Initial Project ProposalDokument6 SeitenInitial Project ProposalArmando Jose BilaNoch keine Bewertungen
- 27390644Dokument75 Seiten27390644LabroufiAbdelouahedNoch keine Bewertungen
- CementProject PlanDokument54 SeitenCementProject PlanDilnesa EjiguNoch keine Bewertungen
- FLSmidth CrossBar Cooler v2Dokument8 SeitenFLSmidth CrossBar Cooler v2Mohammed AbdoNoch keine Bewertungen
- Raw Material HandlingDokument15 SeitenRaw Material HandlingThibaut LeconteNoch keine Bewertungen
- Waste Heat Recovery in Cement Plant IJERTV3IS051014 PDFDokument5 SeitenWaste Heat Recovery in Cement Plant IJERTV3IS051014 PDFDurjoy ChakrabortyNoch keine Bewertungen
- Navitas EPC BrochureDokument4 SeitenNavitas EPC Brochuresandeep bagulNoch keine Bewertungen
- UM10724G00Dokument377 SeitenUM10724G00TuanBi Le100% (1)
- Fillpac R 12 SpoutDokument380 SeitenFillpac R 12 SpoutjklmohapatraNoch keine Bewertungen
- ESG ReportDokument9 SeitenESG ReportSourish BurmanNoch keine Bewertungen
- 0.1 Outline of Operation & Maintenance Training For Cement PlantDokument7 Seiten0.1 Outline of Operation & Maintenance Training For Cement PlantReubenNoch keine Bewertungen
- Business Opportunities Portfolio For The Field of Geology and Mining in CubaDokument45 SeitenBusiness Opportunities Portfolio For The Field of Geology and Mining in CubaReynier Del Calvo MatoNoch keine Bewertungen
- 5528 ENQ 14 Technical QuoteDokument16 Seiten5528 ENQ 14 Technical QuoteShibin SahadevanNoch keine Bewertungen
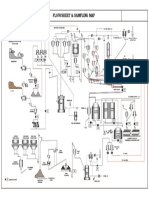
- Flow Sheet Kiln, Raw Mill N Coal MillDokument1 SeiteFlow Sheet Kiln, Raw Mill N Coal MillOkta RiaNoch keine Bewertungen
- Instruction Manual Multisilo Peters PDFDokument266 SeitenInstruction Manual Multisilo Peters PDFRoger FarjeNoch keine Bewertungen
- International Maintenance Seminar 2001Dokument26 SeitenInternational Maintenance Seminar 2001YhaneNoch keine Bewertungen
- PM WNCC - Sep. 2019 OM Monthly ReportDokument6 SeitenPM WNCC - Sep. 2019 OM Monthly ReportMahmoud HanafyNoch keine Bewertungen
- Cement Maintenance Ms WordDokument6 SeitenCement Maintenance Ms Wordsharif339Noch keine Bewertungen
- ETA Inspection and Maintanance - ETA 10+15 - Rev - 09 - 09Dokument66 SeitenETA Inspection and Maintanance - ETA 10+15 - Rev - 09 - 09serkalemtNoch keine Bewertungen
- 16.00 Luc Rudowski, PolysiusDokument14 Seiten16.00 Luc Rudowski, PolysiusMohd AliNoch keine Bewertungen
- Machines and Processes For The Cement IndustryDokument19 SeitenMachines and Processes For The Cement IndustryAli Alshaqah100% (1)
- Grindability of Commercial Clinkers With High MgO LevelDokument7 SeitenGrindability of Commercial Clinkers With High MgO LevelAnonymous NxpnI6jCNoch keine Bewertungen
- Technical Manual Rotary ValveDokument8 SeitenTechnical Manual Rotary ValvexichengrenNoch keine Bewertungen
- UltraTech AFR Presentation PDFDokument11 SeitenUltraTech AFR Presentation PDFPraveen Awasthi100% (1)
- Cement Industry: Handy ManualDokument54 SeitenCement Industry: Handy Manualcostea0028Noch keine Bewertungen
- Design and Specification of Durable ConcreteDokument51 SeitenDesign and Specification of Durable ConcretejuliopanNoch keine Bewertungen
- 2016 PreCut PowerLine FineCut EnglishDokument16 Seiten2016 PreCut PowerLine FineCut Englishrcaleta0% (1)
- FLSmidth SF Cooler UpgradeDokument2 SeitenFLSmidth SF Cooler UpgradeMohammed AbdoNoch keine Bewertungen
- Comprit A91g 6Dokument1 SeiteComprit A91g 6mahreza189Noch keine Bewertungen
- Paper Darab Cement Kiln SealDokument11 SeitenPaper Darab Cement Kiln Sealomid1302Noch keine Bewertungen
- Mühlen Sohn: Airslide FabricsDokument9 SeitenMühlen Sohn: Airslide FabricsengfaridmalkNoch keine Bewertungen
- MarineDokument4 SeitenMarineVlad DzemgyNoch keine Bewertungen
- Fleissner - NonwovensDokument5 SeitenFleissner - NonwovensAlin NicolaeNoch keine Bewertungen
- Floating Roof Tanks Catalog - 090603Dokument0 SeitenFloating Roof Tanks Catalog - 090603piolinwallsNoch keine Bewertungen
- Astm D1209 PDFDokument4 SeitenAstm D1209 PDFNaymar Méndez100% (2)
- Air-Cooled Heat Exchanger: EngineeringDokument1 SeiteAir-Cooled Heat Exchanger: EngineeringaminNoch keine Bewertungen
- Astm E2347Dokument5 SeitenAstm E2347aminNoch keine Bewertungen
- Full Containment Refrigerated Liquefied Gas (RLG) TanksDokument2 SeitenFull Containment Refrigerated Liquefied Gas (RLG) TanksaminNoch keine Bewertungen
- 00000787Dokument35 Seiten00000787aminNoch keine Bewertungen
- General Information: Air PreheaterDokument2 SeitenGeneral Information: Air PreheateraminNoch keine Bewertungen
- Operability and Maintainability Design Item Design Class Class 1 Class 2 Class 3Dokument1 SeiteOperability and Maintainability Design Item Design Class Class 1 Class 2 Class 3aminNoch keine Bewertungen
- UOP Capital Investment PresentationDokument59 SeitenUOP Capital Investment PresentationaminNoch keine Bewertungen
- Hazop Study: Chagalesh Consulting Engineers Internal Work ProcedureDokument14 SeitenHazop Study: Chagalesh Consulting Engineers Internal Work ProcedureaminNoch keine Bewertungen
- 80451180Dokument2 Seiten80451180aminNoch keine Bewertungen
- Compressor and Blower Summary: Project: LocationDokument1 SeiteCompressor and Blower Summary: Project: LocationaminNoch keine Bewertungen
- Section 02 - Heat TransferDokument39 SeitenSection 02 - Heat TransferaminNoch keine Bewertungen
- Laboratory Plan and Design MannulDokument18 SeitenLaboratory Plan and Design MannulaminNoch keine Bewertungen
- De ProjectsignDokument16 SeitenDe ProjectsignaminNoch keine Bewertungen
- Inspection PDFDokument24 SeitenInspection PDFaminNoch keine Bewertungen
- UOP FlangesDokument122 SeitenUOP Flangesamin100% (1)
- Chapter 7 Plant Layout SafetyDokument20 SeitenChapter 7 Plant Layout SafetyaminNoch keine Bewertungen
- COMSOL Multiphysics Finite Element Software For Electrochemical AnalysisDokument4 SeitenCOMSOL Multiphysics Finite Element Software For Electrochemical AnalysisaminNoch keine Bewertungen
- 00 B 7 D 518 B 57865 e 961000000Dokument20 Seiten00 B 7 D 518 B 57865 e 961000000aminNoch keine Bewertungen
- UOP375 Wmky 5801Dokument14 SeitenUOP375 Wmky 5801aminNoch keine Bewertungen
- Astm D1209 PDFDokument4 SeitenAstm D1209 PDFNaymar Méndez100% (2)
- Practice 000 000 9920 Date 27dec95 Page 1 of 13Dokument13 SeitenPractice 000 000 9920 Date 27dec95 Page 1 of 13aminNoch keine Bewertungen
- MRTS04Dokument43 SeitenMRTS04JhinNoch keine Bewertungen
- University of Santo Tomas: College of Architecture A.Y. 2020 - 2021, 1st TermDokument9 SeitenUniversity of Santo Tomas: College of Architecture A.Y. 2020 - 2021, 1st TermJANIKA MOIRA BAUTISTANoch keine Bewertungen
- Plant LayoutDokument53 SeitenPlant Layoutssureshkar7699100% (1)
- Polyfin Ag PDFDokument4 SeitenPolyfin Ag PDFvranceanu.ovidiu-1Noch keine Bewertungen
- Microsoft Exchange DR Solution Using ASR - GuidanceDokument15 SeitenMicrosoft Exchange DR Solution Using ASR - GuidanceSant.santiNoch keine Bewertungen
- 한계상태설계법 도로교설계기준 설계실무편람 개발Dokument227 Seiten한계상태설계법 도로교설계기준 설계실무편람 개발Jin-hwan KimNoch keine Bewertungen
- HW 076443Dokument64 SeitenHW 076443حيدر قاسم احمدNoch keine Bewertungen
- 1.2 Principles of Pavement EngineeringDokument22 Seiten1.2 Principles of Pavement EngineeringRyan ChristopherNoch keine Bewertungen
- Chapter9 PDFDokument2 SeitenChapter9 PDFDinh Phuc BuiNoch keine Bewertungen
- As NZS 7000 Programme ConfDokument3 SeitenAs NZS 7000 Programme ConfnitinatpNoch keine Bewertungen
- Nexiez-Lite Catalog PDFDokument8 SeitenNexiez-Lite Catalog PDFpramods_8Noch keine Bewertungen
- Ha 646 Manual en V1.5 PDFDokument40 SeitenHa 646 Manual en V1.5 PDFMargareta PascaruNoch keine Bewertungen
- Daitsu APD12 New ManualDokument26 SeitenDaitsu APD12 New ManualGeorge ShanidzeNoch keine Bewertungen
- Vernacular Architecture in KashmirDokument6 SeitenVernacular Architecture in KashmirGUNJAN33% (3)
- 2 Storey Residential Research Paper PDFDokument12 Seiten2 Storey Residential Research Paper PDFJayson Malaa100% (1)
- 26mdo007 Ao l5#M-06 Integrated#26mdo007 Ao L5-Piere Tendean-new-done-3may2019-Thomy SatriaDokument237 Seiten26mdo007 Ao l5#M-06 Integrated#26mdo007 Ao L5-Piere Tendean-new-done-3may2019-Thomy SatriaTasya Tobing0% (1)
- KS1000 KingzipDokument7 SeitenKS1000 KingzipmrajansubramanianNoch keine Bewertungen
- Software ReportDokument21 SeitenSoftware Reportapi-326268101Noch keine Bewertungen
- Term Exam 2 - QuestionsDokument4 SeitenTerm Exam 2 - Questionsamadeus135Noch keine Bewertungen
- Gibbs Cam 2009Dokument376 SeitenGibbs Cam 2009ngoancpNoch keine Bewertungen
- Server Room StandardDokument3 SeitenServer Room Standardphoenix021Noch keine Bewertungen
- Pole Structure DesignDokument24 SeitenPole Structure DesignMahadev SastryNoch keine Bewertungen
- How To Configure VIO LUNs From SAN To Client LPARsDokument9 SeitenHow To Configure VIO LUNs From SAN To Client LPARsTirumala RaoNoch keine Bewertungen
- DESIGN OF PRESSURE VESSEL Full Report DEDokument48 SeitenDESIGN OF PRESSURE VESSEL Full Report DELuis Muñoz100% (1)
- 3rd Party Database enDokument10 Seiten3rd Party Database ennonene8048Noch keine Bewertungen
- Readme Idrisi SelvaDokument5 SeitenReadme Idrisi SelvaDiego CuencaNoch keine Bewertungen
- SMACNA HVAC FirestoppingDokument28 SeitenSMACNA HVAC FirestoppingsunmechanicalNoch keine Bewertungen
- Delphi - Database Application Developer's Book - Delphi For Windows PDFDokument207 SeitenDelphi - Database Application Developer's Book - Delphi For Windows PDFRobert BjörklundNoch keine Bewertungen
- Troubleshooting Your PCDokument208 SeitenTroubleshooting Your PCapi-19464191Noch keine Bewertungen