Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
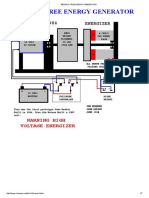
- Bedini's Free Energy Generator PDFDokument7 SeitenBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Heat Transfer Chapter 1 IntroductionDokument68 SeitenHeat Transfer Chapter 1 IntroductionsubratorajNoch keine Bewertungen
- PNA Chemistry Expedite 8900 User's GuideDokument114 SeitenPNA Chemistry Expedite 8900 User's GuideJohnNoch keine Bewertungen
- Judo Bio MechanicsDokument11 SeitenJudo Bio MechanicsAttilio Sacripanti100% (6)
- Researchpaper Synthesis and Characterization of Metallic Indium Embedded SiO2 CompositeDokument4 SeitenResearchpaper Synthesis and Characterization of Metallic Indium Embedded SiO2 CompositesptbalaNoch keine Bewertungen
- Chap03-A QQQQQ PDFDokument36 SeitenChap03-A QQQQQ PDFFiseha MekonnenNoch keine Bewertungen
- ForcesDokument56 SeitenForceszeromeansNoch keine Bewertungen
- A01Dokument1 SeiteA01sptbalaNoch keine Bewertungen
- Engg. Mech. Unit 1 - 4Dokument15 SeitenEngg. Mech. Unit 1 - 4sptbalaNoch keine Bewertungen
- Rotating Masses Graphical Method BaluDokument1 SeiteRotating Masses Graphical Method BalusptbalaNoch keine Bewertungen
- T 4 SDokument19 SeitenT 4 SsptbalaNoch keine Bewertungen
- Coriolis ForceDokument4 SeitenCoriolis Forcesptbala100% (1)
- How To Select Turbomachinery For Your Application PDFDokument10 SeitenHow To Select Turbomachinery For Your Application PDFrafieeNoch keine Bewertungen
- R.Bharat Balaji Ap/Mc SNS College of TechnologyDokument12 SeitenR.Bharat Balaji Ap/Mc SNS College of TechnologysptbalaNoch keine Bewertungen
- Siva JournalDokument9 SeitenSiva JournalsptbalaNoch keine Bewertungen
- The Coriolis Force: A Geometric Interpretation: Fovell - AS 3 - Spring 2003Dokument3 SeitenThe Coriolis Force: A Geometric Interpretation: Fovell - AS 3 - Spring 2003sptbalaNoch keine Bewertungen
- 2 Marks QB Me2254Dokument15 Seiten2 Marks QB Me2254Mohanraj KulandasamyNoch keine Bewertungen
- THE BASICS OF BALANCING: A GUIDE TO REDUCING VIBRATION AND INCREASING PERFORMANCEDokument25 SeitenTHE BASICS OF BALANCING: A GUIDE TO REDUCING VIBRATION AND INCREASING PERFORMANCEyash_ganatraNoch keine Bewertungen
- Leaf Size Redwoods Maximum Tree HeightDokument4 SeitenLeaf Size Redwoods Maximum Tree HeightAliya UssinovaNoch keine Bewertungen
- Flightnormat-5 1 PDFDokument25 SeitenFlightnormat-5 1 PDFsptbalaNoch keine Bewertungen
- Turbines 41Dokument1 SeiteTurbines 41sptbalaNoch keine Bewertungen
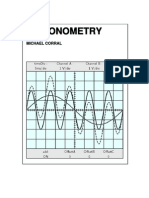
- Trig BookDokument180 SeitenTrig BookAlexander LuzNoch keine Bewertungen
- R.Bharat Balaji Ap/Mc SNS College of TechnologyDokument12 SeitenR.Bharat Balaji Ap/Mc SNS College of TechnologysptbalaNoch keine Bewertungen
- Chapter 7: FluidsDokument53 SeitenChapter 7: FluidssptbalaNoch keine Bewertungen
- Haven't Already: Please Pick Up Your Midterm If YouDokument27 SeitenHaven't Already: Please Pick Up Your Midterm If YousptbalaNoch keine Bewertungen
- R.Bharat Balaji Ap/Mc SNS College of TechnologyDokument12 SeitenR.Bharat Balaji Ap/Mc SNS College of TechnologysptbalaNoch keine Bewertungen
- Dalembert ParadoxDokument13 SeitenDalembert ParadoxsptbalaNoch keine Bewertungen
- Anderson Chapter1Dokument19 SeitenAnderson Chapter1sptbalaNoch keine Bewertungen
- Chapter 5Dokument42 SeitenChapter 5sptbalaNoch keine Bewertungen
- Trig Cheat SheetDokument4 SeitenTrig Cheat Sheetapi-284574585Noch keine Bewertungen
- Fluid Mechanics 1Dokument2 SeitenFluid Mechanics 1sptbalaNoch keine Bewertungen
- Engineering Graphics (ED For BE Students)Dokument283 SeitenEngineering Graphics (ED For BE Students)TB89% (9)
- Automatic GaugingDokument40 SeitenAutomatic GaugingsptbalaNoch keine Bewertungen
- Fluid Mechanics CengelDokument775 SeitenFluid Mechanics Cengelsptbala78% (27)
- 08 Energy 03 Complementary Strain Energy PDFDokument2 Seiten08 Energy 03 Complementary Strain Energy PDFjack_hero_56Noch keine Bewertungen
- ATS - Design Manual CaterpillarDokument84 SeitenATS - Design Manual CaterpillarSharik Khan100% (1)
- SPE 122225 Gas Condensate Productivity Improvement by Chemical Wettability AlterationDokument12 SeitenSPE 122225 Gas Condensate Productivity Improvement by Chemical Wettability AlterationGabriel EduardoNoch keine Bewertungen
- SRS 413Dokument158 SeitenSRS 413edderguiNoch keine Bewertungen
- Evaluation of Structural Efficiency of Steel Diagrid Systems For Multi-Storey BuildingsDokument4 SeitenEvaluation of Structural Efficiency of Steel Diagrid Systems For Multi-Storey BuildingsPrateek ModyNoch keine Bewertungen
- How To Mathematics Organize Patterns in The World?Dokument3 SeitenHow To Mathematics Organize Patterns in The World?johnmartin sabiliNoch keine Bewertungen
- Notesch # 18Dokument11 SeitenNotesch # 18ZeeshanMahdiNoch keine Bewertungen
- Molykote Greases For Subsea ApplicationsDokument1 SeiteMolykote Greases For Subsea ApplicationsProject Sales CorpNoch keine Bewertungen
- 85 Describing Motion OrganizerDokument10 Seiten85 Describing Motion OrganizerFernando Sorto50% (2)
- DARK ENERGY TECHNOLOGY - Theory and Science of The Rainbow BridgeDokument78 SeitenDARK ENERGY TECHNOLOGY - Theory and Science of The Rainbow BridgeBoris Petrovic100% (4)
- Chapter - 3.2 - Finale Internal Forced ConvectionDokument18 SeitenChapter - 3.2 - Finale Internal Forced ConvectioneirinaNoch keine Bewertungen
- Zetex HandbookDokument8 SeitenZetex HandbookbolermNoch keine Bewertungen
- Cluster ExpansionDokument4 SeitenCluster ExpansionflytrapsolNoch keine Bewertungen
- Information Folder LUCCON PDFDokument9 SeitenInformation Folder LUCCON PDFASHOKKUMAR ENoch keine Bewertungen
- Solar System and Astronomy FactsDokument535 SeitenSolar System and Astronomy FactsKavita KrishnamorthiNoch keine Bewertungen
- Engineering Mechanics by TimoshenkoDokument607 SeitenEngineering Mechanics by TimoshenkoJagadish50% (2)
- Diketopiperazines RevDokument27 SeitenDiketopiperazines RevIsaí MillánNoch keine Bewertungen
- Thesis MainDokument144 SeitenThesis MainIvan GrkajacNoch keine Bewertungen
- MIT Feedback Linearization LectureDokument5 SeitenMIT Feedback Linearization LectureJosé Ignacio Fierro TravoNoch keine Bewertungen
- BS 476.6 PDFDokument10 SeitenBS 476.6 PDFJmc NarelaNoch keine Bewertungen
- ZDokument265 SeitenZAdal ContrerasNoch keine Bewertungen
- Gay-Lussac's Law Problems and SolutionsDokument1 SeiteGay-Lussac's Law Problems and SolutionsBasic PhysicsNoch keine Bewertungen
- Jawaharlal Nehru Technological University KakinadaDokument4 SeitenJawaharlal Nehru Technological University KakinadaVenkat ChadalavadaNoch keine Bewertungen
- Worksheet On Quantum NumbersDokument2 SeitenWorksheet On Quantum NumbersJannah Mae IsioNoch keine Bewertungen
- Elders Ray SYstemsDokument7 SeitenElders Ray SYstemssagarmkale4395Noch keine Bewertungen
- PFlow ScriptDokument6 SeitenPFlow Scripttohu777Noch keine Bewertungen