Das könnte Ihnen auch gefallen
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsVon EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNoch keine Bewertungen
- Article CO2CorrosionCHEM409 - Background of CO2 CorrosionDokument4 SeitenArticle CO2CorrosionCHEM409 - Background of CO2 Corrosionmohamed samyNoch keine Bewertungen
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesVon EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNoch keine Bewertungen
- Corrosion Protection of Steel Pipelines Against CO Corrosion-A ReviewDokument12 SeitenCorrosion Protection of Steel Pipelines Against CO Corrosion-A ReviewRamdan YassinNoch keine Bewertungen
- 121 1Dokument10 Seiten121 1bilalabdulmajeedNoch keine Bewertungen
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesVon EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesNoch keine Bewertungen
- COE10602, Corrosion FailuresDokument73 SeitenCOE10602, Corrosion Failuresامين100% (1)
- Eccc Eccc Data Sheets Approved On Behalf of Eccc DateDokument150 SeitenEccc Eccc Data Sheets Approved On Behalf of Eccc DateAlkku100% (1)
- Corrosion Failures: Theory, Case Studies, and SolutionsVon EverandCorrosion Failures: Theory, Case Studies, and SolutionsNoch keine Bewertungen
- Note On MR0175Dokument6 SeitenNote On MR0175fabioberutti100% (1)
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceVon EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNoch keine Bewertungen
- CO2 Preferential Weld Corrosion of Longitudinally Welded Linepipe - Effect of Microstructure, Corrosion Product Layers, and The EnvironmentDokument199 SeitenCO2 Preferential Weld Corrosion of Longitudinally Welded Linepipe - Effect of Microstructure, Corrosion Product Layers, and The EnvironmentRob MuggletonNoch keine Bewertungen
- Austenitic High Temperature 153MA 253MA Stainless BrochureDokument16 SeitenAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNoch keine Bewertungen
- Corrosion Failure of 4" Pipeline of A Gas Production Well in Egypt Western DesertDokument7 SeitenCorrosion Failure of 4" Pipeline of A Gas Production Well in Egypt Western DesertSEP-PublisherNoch keine Bewertungen
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Von EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNoch keine Bewertungen
- TWI FFS Analyses ComparedDokument25 SeitenTWI FFS Analyses ComparedGeert Henk Wijnants100% (1)
- Mechanism of SCCDokument10 SeitenMechanism of SCCAPI100% (1)
- Duplex SS in Refining (API 938C)Dokument7 SeitenDuplex SS in Refining (API 938C)jfisher2534Noch keine Bewertungen
- Creep - Iwshibli PDFDokument32 SeitenCreep - Iwshibli PDFIvanUribeNoch keine Bewertungen
- Manuscript Predicting and Mitigating Corrosion in Amine UnitsDokument13 SeitenManuscript Predicting and Mitigating Corrosion in Amine UnitsSatria 'igin' Girindra NugrahaNoch keine Bewertungen
- Caustic Stress Corrosion Cracking of A Graphite Cast Iron ComponentDokument8 SeitenCaustic Stress Corrosion Cracking of A Graphite Cast Iron Componentriza9847Noch keine Bewertungen
- Corrosion Test PiecesDokument23 SeitenCorrosion Test PiecesGijoNoch keine Bewertungen
- Erosion Guidelines Revision 2.0 (1996) : J W Martin, J PattinsonDokument31 SeitenErosion Guidelines Revision 2.0 (1996) : J W Martin, J PattinsonAsifkhan Hathi mohamedNoch keine Bewertungen
- Polythionic Acid Stress Corrosion CrackingDokument9 SeitenPolythionic Acid Stress Corrosion CrackingMedina EldesNoch keine Bewertungen
- Role of Metallographic Characterization in Failure Analysis-CASE STUDIESDokument14 SeitenRole of Metallographic Characterization in Failure Analysis-CASE STUDIESMubeenNoch keine Bewertungen
- Weld Repair For Pressure Vessels Made From Cr-Mo SteelsDokument8 SeitenWeld Repair For Pressure Vessels Made From Cr-Mo SteelsVedad ColakNoch keine Bewertungen
- Static Equipment Material SelectionDokument58 SeitenStatic Equipment Material SelectionLorenzoNoch keine Bewertungen
- Hydrogen Bake-Out During In-Service Pressure Vessel Welding - Arun K Soman - Pulse - LinkedInDokument5 SeitenHydrogen Bake-Out During In-Service Pressure Vessel Welding - Arun K Soman - Pulse - LinkedInAravindRajendranNoch keine Bewertungen
- Anatomy of The Materials Selection Tables For Cras in Nace Mr0175 / Iso 15156 - 3Dokument1 SeiteAnatomy of The Materials Selection Tables For Cras in Nace Mr0175 / Iso 15156 - 3MahsaNoch keine Bewertungen
- Welding Steels Cracking: Without HydrogenDokument156 SeitenWelding Steels Cracking: Without HydrogenTarun100% (1)
- Assessment of Microestructure Degradation of Creep Exposed Boiler SteelsDokument4 SeitenAssessment of Microestructure Degradation of Creep Exposed Boiler SteelsdantegimenezNoch keine Bewertungen
- Fracture Toughness Requirements For ASME Section VIII Vessels For Temperatures Colder Than 77KDokument6 SeitenFracture Toughness Requirements For ASME Section VIII Vessels For Temperatures Colder Than 77KbiomechanicsNoch keine Bewertungen
- Carbon Steel HandbookDokument172 SeitenCarbon Steel Handbookmahasiswa lamaNoch keine Bewertungen
- The Role Stainless Steel in Industrial Heat ExchangersDokument46 SeitenThe Role Stainless Steel in Industrial Heat ExchangerswholenumberNoch keine Bewertungen
- Stress Corrosion CrackingDokument16 SeitenStress Corrosion CrackingzaxaderNoch keine Bewertungen
- Ipc2012 90518Dokument8 SeitenIpc2012 90518Marcelo Varejão CasarinNoch keine Bewertungen
- Avoid Brittle Fracture in Pressure VesselsDokument12 SeitenAvoid Brittle Fracture in Pressure VesselsHieuNoch keine Bewertungen
- G 1Dokument3 SeitenG 1choodeshNoch keine Bewertungen
- Corrosion PDFDokument46 SeitenCorrosion PDFNixon RamsaranNoch keine Bewertungen
- Consumable and Welding of Modified 9 Cr-1M0 Steel PDFDokument4 SeitenConsumable and Welding of Modified 9 Cr-1M0 Steel PDFmahmoud_allam3Noch keine Bewertungen
- Case Study On Caustic Corrosion in Refinery PipingDokument4 SeitenCase Study On Caustic Corrosion in Refinery Pipinganaswara santhoshNoch keine Bewertungen
- Flow in Flow-Accelerated Corrosion For Nuclear Power PlantDokument16 SeitenFlow in Flow-Accelerated Corrosion For Nuclear Power PlantSalih Gürkan üyümezNoch keine Bewertungen
- SAES-L-132 PDF Download - Material Selection For Piping Systems - PDFYARDokument6 SeitenSAES-L-132 PDF Download - Material Selection For Piping Systems - PDFYARZahidRafique100% (1)
- PRP CML Placement TestingDokument30 SeitenPRP CML Placement TestingMohamed Al-Amir Al-KhayatNoch keine Bewertungen
- NACE-Stress Corrosion Cracking (SCC)Dokument3 SeitenNACE-Stress Corrosion Cracking (SCC)Mohamed AtefNoch keine Bewertungen
- Outokumpu Stainless Steel HandbookDokument47 SeitenOutokumpu Stainless Steel Handbookhalder_kalyan9216Noch keine Bewertungen
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDokument6 SeitenFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10Noch keine Bewertungen
- Materials Selection For The Urea Production Process-Enrique Maya Teaching Project ChemRxnDokument9 SeitenMaterials Selection For The Urea Production Process-Enrique Maya Teaching Project ChemRxnEnrique Maya VisuetNoch keine Bewertungen
- Corrosion On WeldmentDokument5 SeitenCorrosion On Weldmentprabuharan89100% (1)
- Multiwall Vessel PDFDokument50 SeitenMultiwall Vessel PDFantonioiovineNoch keine Bewertungen
- Hydrogen EmbrittlementDokument35 SeitenHydrogen EmbrittlementNurhayati 'nuy'Noch keine Bewertungen
- Product Reference Guide - Oil and GasDokument9 SeitenProduct Reference Guide - Oil and GasDavid RodriguesNoch keine Bewertungen
- Corrosion MonitoringDokument22 SeitenCorrosion MonitoringJai Patel100% (2)
- SCC of Ss in NAOHDokument9 SeitenSCC of Ss in NAOHKarna2504Noch keine Bewertungen
- CorrosionResistantAlloysintheOilandGasIndustrySelectionGuidelinesUpdate 10073.ashxDokument12 SeitenCorrosionResistantAlloysintheOilandGasIndustrySelectionGuidelinesUpdate 10073.ashxSissy100% (1)
- Bruce Grag DiaDokument0 SeitenBruce Grag Diam_seyedNoch keine Bewertungen
- High Temperature Twin Screw Pumps by DavidDokument8 SeitenHigh Temperature Twin Screw Pumps by DavidAjendra SinghNoch keine Bewertungen
- Chemical Engineering Magzine June 2014Dokument64 SeitenChemical Engineering Magzine June 2014JeEJyZa100% (1)
- Towards A Conceptual Reference Model For Project Management Information SystemsDokument12 SeitenTowards A Conceptual Reference Model For Project Management Information SystemsdigecaNoch keine Bewertungen
- Chemical Engineering Magazine April 2014Dokument86 SeitenChemical Engineering Magazine April 2014Carlos Medina Cisterna100% (2)
- Methanol Converter TypesDokument43 SeitenMethanol Converter TypesdigecaNoch keine Bewertungen
- Hydrodinamic BearingsDokument8 SeitenHydrodinamic BearingsdigecaNoch keine Bewertungen
- Engineered Vacuum SystemsDokument16 SeitenEngineered Vacuum SystemsEleni SavvopoulouNoch keine Bewertungen
- Project Lakeview Final Conceptual Design PresentationDokument40 SeitenProject Lakeview Final Conceptual Design PresentationdigecaNoch keine Bewertungen
- Equationsforheavygasesincentrifugals Ct2ww 140821145308 Phpapp02Dokument23 SeitenEquationsforheavygasesincentrifugals Ct2ww 140821145308 Phpapp02digecaNoch keine Bewertungen
- Nitrogen GESTISDokument11 SeitenNitrogen GESTISdigecaNoch keine Bewertungen
- Methanol Converter TypesDokument43 SeitenMethanol Converter TypesdigecaNoch keine Bewertungen
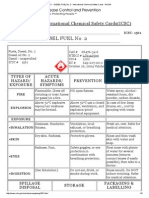
- CDC - Diesel Fuel NoDokument3 SeitenCDC - Diesel Fuel NodigecaNoch keine Bewertungen
- Centrifugal CompressorsDokument121 SeitenCentrifugal Compressorsjdgh1986Noch keine Bewertungen
- Petroleum Gases, Liquefied Petroleum Gas: IdentificationDokument4 SeitenPetroleum Gases, Liquefied Petroleum Gas: IdentificationdigecaNoch keine Bewertungen
- Hydrocarbon Engineering Mayo 2014 Vol 19 05Dokument107 SeitenHydrocarbon Engineering Mayo 2014 Vol 19 05digecaNoch keine Bewertungen
- Methane GestisDokument15 SeitenMethane GestisdigecaNoch keine Bewertungen
- Stress Corrosion Cracking Recommended Practices 2007Dokument205 SeitenStress Corrosion Cracking Recommended Practices 2007Vicknesh Thanabal80% (5)
- NG PipelinesDokument46 SeitenNG PipelinesdigecaNoch keine Bewertungen
- Vent Silencer - PulscoDokument13 SeitenVent Silencer - PulscodigecaNoch keine Bewertungen
- Fuel GasesDokument3 SeitenFuel GasesdigecaNoch keine Bewertungen
- Sample Systems PresentationDokument9 SeitenSample Systems PresentationdigecaNoch keine Bewertungen
- Dew Point Compressed Air Application Note B210991EN B LOW v1Dokument4 SeitenDew Point Compressed Air Application Note B210991EN B LOW v1digecaNoch keine Bewertungen
- ChemEng 2014 03 MarchDokument92 SeitenChemEng 2014 03 MarchdigecaNoch keine Bewertungen
- Flare KnockoutDokument6 SeitenFlare KnockoutNatarajan AlagappanNoch keine Bewertungen
- Chemical Engineering Magazine April 2014Dokument86 SeitenChemical Engineering Magazine April 2014Carlos Medina Cisterna100% (2)
- The DISS Project Direct Steam Generation in Parabolic PDFDokument19 SeitenThe DISS Project Direct Steam Generation in Parabolic PDFdigecaNoch keine Bewertungen
- 2014 PTQ q4Dokument156 Seiten2014 PTQ q4digeca100% (1)
- Understanding and Preparation of Cause & Effect Diagram PDFDokument20 SeitenUnderstanding and Preparation of Cause & Effect Diagram PDFdigecaNoch keine Bewertungen
- DG 1110 1 3Dokument66 SeitenDG 1110 1 3basisengNoch keine Bewertungen
- Dynamic Simulation Example Invensys PDFDokument6 SeitenDynamic Simulation Example Invensys PDFdigecaNoch keine Bewertungen
- Material Safety Data SheetDokument7 SeitenMaterial Safety Data SheetAnonymous NgcpLQiNoch keine Bewertungen
- rr222303 Enzyme Engineering and TechnologyDokument4 Seitenrr222303 Enzyme Engineering and TechnologySRINIVASA RAO GANTANoch keine Bewertungen
- Classical & Earth MagnetismDokument21 SeitenClassical & Earth MagnetismvijayNoch keine Bewertungen
- Mangnese ChlorideDokument3 SeitenMangnese ChloridenishchayNoch keine Bewertungen
- Eponymy As An Integral Part in English Terminology of Oil and Gas Transportation and StorageDokument4 SeitenEponymy As An Integral Part in English Terminology of Oil and Gas Transportation and StorageКатарина КостићNoch keine Bewertungen
- Astm A781 A781m - 2016Dokument11 SeitenAstm A781 A781m - 2016Jose ManuelNoch keine Bewertungen
- Noble Gases: B.Sc. Chemistry Semester I Dr. Ashok Kuingh Assistant Professor University of Lucknow LucknowDokument21 SeitenNoble Gases: B.Sc. Chemistry Semester I Dr. Ashok Kuingh Assistant Professor University of Lucknow LucknowSergioNoch keine Bewertungen
- Level - HydrostaticDokument3 SeitenLevel - HydrostaticLemuel ViolanteNoch keine Bewertungen
- Department of Electrical Engineering, NITR: Electrical Machines (EE 3011) 2 AssignmentDokument2 SeitenDepartment of Electrical Engineering, NITR: Electrical Machines (EE 3011) 2 AssignmentManjitNoch keine Bewertungen
- Cambridge International AS & A Level: CHEMISTRY 9701/23Dokument20 SeitenCambridge International AS & A Level: CHEMISTRY 9701/23Aadista BhattaNoch keine Bewertungen
- Chemical Changes and ReactionsDokument8 SeitenChemical Changes and ReactionsHarshit KukrejaNoch keine Bewertungen
- Grey Room Operations: Fabric Inspection Involves Following Three Processes Perching Burling MendingDokument38 SeitenGrey Room Operations: Fabric Inspection Involves Following Three Processes Perching Burling MendingBhaswati PandaNoch keine Bewertungen
- Allen E. Everett - Warp Drive and CausalityDokument4 SeitenAllen E. Everett - Warp Drive and CausalityHerftezNoch keine Bewertungen
- 9.ion ImplantationDokument18 Seiten9.ion ImplantationUdai ValluruNoch keine Bewertungen
- Chemi Full ReportDokument2 SeitenChemi Full ReportLim Kai Xuan100% (1)
- Labsheet 3 - F2FDokument9 SeitenLabsheet 3 - F2FMuhammad ZahidNoch keine Bewertungen
- DensitometerDokument9 SeitenDensitometerlvrevathiNoch keine Bewertungen
- Free-Fall Practice ProblemsDokument1 SeiteFree-Fall Practice ProblemsGabriel Muñiz NegrónNoch keine Bewertungen
- ElektrolisisDokument48 SeitenElektrolisisrofiqaasriNoch keine Bewertungen
- 12108040-Zinc Extraction in Contrast With ISP Process PDFDokument20 Seiten12108040-Zinc Extraction in Contrast With ISP Process PDFSachin MourNoch keine Bewertungen
- JFM - Tryggvason - Burner - Effect of Bubble Deformation On The Properties of Bubbly FlowsDokument42 SeitenJFM - Tryggvason - Burner - Effect of Bubble Deformation On The Properties of Bubbly FlowsSubhajit BiswasNoch keine Bewertungen
- Pantelides1978 PDFDokument62 SeitenPantelides1978 PDFTeam LeTranNoch keine Bewertungen
- Edexcel - Chemistry - Topics 9 & 10 - KnowIT - AS - A LevelDokument73 SeitenEdexcel - Chemistry - Topics 9 & 10 - KnowIT - AS - A LevelmariaNoch keine Bewertungen
- Evaluation of MIG Welding Process Parameter Using Activated Flux On SS316L by AHP-MOORA MethodDokument13 SeitenEvaluation of MIG Welding Process Parameter Using Activated Flux On SS316L by AHP-MOORA MethodAnonymous uwTzeJnoKNoch keine Bewertungen
- Stoichiometry Basics NotesDokument5 SeitenStoichiometry Basics NoteswardaNoch keine Bewertungen
- ECUST PROII Advanced TrainingDokument118 SeitenECUST PROII Advanced Trainingbakhtyar21100% (2)
- Elimination RegioselectivityDokument11 SeitenElimination RegioselectivitysarahNoch keine Bewertungen
- in Crushing A Certain OreDokument4 Seitenin Crushing A Certain OreRojen YuriNoch keine Bewertungen
- Lecture On Material of ConstructionDokument19 SeitenLecture On Material of Constructiondeepankar kumarNoch keine Bewertungen
- Lithology and Porosity Determination: Mark of SchlumbergerDokument13 SeitenLithology and Porosity Determination: Mark of SchlumbergerSlim.B100% (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisVon EverandGuidelines for Chemical Process Quantitative Risk AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookVon EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNoch keine Bewertungen
- Nuclear Energy in the 21st Century: World Nuclear University PressVon EverandNuclear Energy in the 21st Century: World Nuclear University PressBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyVon EverandSodium Bicarbonate: Nature's Unique First Aid RemedyBewertung: 5 von 5 Sternen5/5 (21)
- Pharmaceutical Blending and MixingVon EverandPharmaceutical Blending and MixingP. J. CullenBewertung: 5 von 5 Sternen5/5 (1)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesVon EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNoch keine Bewertungen
- Water-Based Paint Formulations, Vol. 3Von EverandWater-Based Paint Formulations, Vol. 3Bewertung: 4.5 von 5 Sternen4.5/5 (6)
- Principles and Case Studies of Simultaneous DesignVon EverandPrinciples and Case Studies of Simultaneous DesignNoch keine Bewertungen
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookVon EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNoch keine Bewertungen
- Phase Equilibria in Chemical EngineeringVon EverandPhase Equilibria in Chemical EngineeringBewertung: 4 von 5 Sternen4/5 (11)
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryVon EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNoch keine Bewertungen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksVon EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNoch keine Bewertungen
- Operational Excellence: Journey to Creating Sustainable ValueVon EverandOperational Excellence: Journey to Creating Sustainable ValueNoch keine Bewertungen
- Bow Ties in Risk Management: A Concept Book for Process SafetyVon EverandBow Ties in Risk Management: A Concept Book for Process SafetyNoch keine Bewertungen
- Guidelines for Engineering Design for Process SafetyVon EverandGuidelines for Engineering Design for Process SafetyNoch keine Bewertungen
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlVon EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlBewertung: 4 von 5 Sternen4/5 (4)
- Chemical Process Safety: Learning from Case HistoriesVon EverandChemical Process Safety: Learning from Case HistoriesBewertung: 4 von 5 Sternen4/5 (14)
- Physical and Chemical Equilibrium for Chemical EngineersVon EverandPhysical and Chemical Equilibrium for Chemical EngineersBewertung: 5 von 5 Sternen5/5 (1)
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86Von EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86Noch keine Bewertungen