Das könnte Ihnen auch gefallen
- Structural Health MonitoringVon EverandStructural Health MonitoringDaniel BalageasNoch keine Bewertungen
- Asset Integrity Management A Complete Guide - 2020 EditionVon EverandAsset Integrity Management A Complete Guide - 2020 EditionNoch keine Bewertungen
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisVon EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisBewertung: 4 von 5 Sternen4/5 (2)
- SDT Lubrication ULTRASONIDO INGLES PDFDokument14 SeitenSDT Lubrication ULTRASONIDO INGLES PDFALONSO SOLÍSNoch keine Bewertungen
- Quick Guide To Vibration DiagnosticsDokument72 SeitenQuick Guide To Vibration DiagnosticsAbderrahim AbarayNoch keine Bewertungen
- UTP Adjunct Lecture 2016 (Mechanical Vibration) PDFDokument21 SeitenUTP Adjunct Lecture 2016 (Mechanical Vibration) PDFMazin Abdalla0% (1)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionVon EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNoch keine Bewertungen
- BearingDokument41 SeitenBearingM.IBRAHEEMNoch keine Bewertungen
- FRF VibrationDokument29 SeitenFRF VibrationTheerayootNoch keine Bewertungen
- 10 Commandments Gear FailureDokument1 Seite10 Commandments Gear Failurerashm006ranjan100% (1)
- Shaft Alignment & CouplingsDokument30 SeitenShaft Alignment & CouplingsInaam Ur RehmanNoch keine Bewertungen
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?Von EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?Noch keine Bewertungen
- Manual AMARILLO Drive Pump Repair Man 250 350 v0215Dokument23 SeitenManual AMARILLO Drive Pump Repair Man 250 350 v0215Widi PrasetyoNoch keine Bewertungen
- Vibration Analysis of Rolling BearingsDokument99 SeitenVibration Analysis of Rolling BearingsDaniel_Ali_bNoch keine Bewertungen
- 11 - Leo Vega Bolt Failure AnalysisDokument35 Seiten11 - Leo Vega Bolt Failure AnalysissymkimonNoch keine Bewertungen
- Centrifugal Pump Set Failure ModesDokument59 SeitenCentrifugal Pump Set Failure ModesJohn TanNoch keine Bewertungen
- Gear Failure AnalysisDokument22 SeitenGear Failure AnalysisKarthick Kumar100% (1)
- Lesson 01 PDFDokument12 SeitenLesson 01 PDFAbuubakr Abdelwhab HassanNoch keine Bewertungen
- Failure Analysis of Centrifugal Pump ShaftDokument11 SeitenFailure Analysis of Centrifugal Pump Shaftyhy_ahmed534450% (2)
- Monitoring and Analysis of Machine VibrationDokument6 SeitenMonitoring and Analysis of Machine VibrationAvinashNoch keine Bewertungen
- Vibration Analysis For Machinery Health DiagnosisDokument12 SeitenVibration Analysis For Machinery Health Diagnosiskoniks519Noch keine Bewertungen
- ILearnReliability - Professional DevelopmentDokument5 SeitenILearnReliability - Professional DevelopmentsalyNoch keine Bewertungen
- Vibration SeverityDokument19 SeitenVibration Severityanon_900141394Noch keine Bewertungen
- Causes of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and ShaftsDokument6 SeitenCauses of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and Shaftsbigsteve9088Noch keine Bewertungen
- Basic Vibration CourseDokument24 SeitenBasic Vibration Coursewijaya1234Noch keine Bewertungen
- Va Cat III - Velosi A4Dokument4 SeitenVa Cat III - Velosi A4shahbaz akramNoch keine Bewertungen
- Detection of Ski Slopes in Vibration SpectrumsDokument7 SeitenDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmNoch keine Bewertungen
- 01-Beginning Vibration Analysis PDFDokument96 Seiten01-Beginning Vibration Analysis PDFBarcsa RudolfNoch keine Bewertungen
- Analisis de Vibraciones Mecanicas SKFDokument31 SeitenAnalisis de Vibraciones Mecanicas SKFJhonathan GarciaNoch keine Bewertungen
- Root Cause Analysis: Motivation, Process, Tools, and PerspectivesDokument15 SeitenRoot Cause Analysis: Motivation, Process, Tools, and PerspectivesMohamed HamdallahNoch keine Bewertungen
- Mode Shapes of Centrifugal Pump Impeller PDFDokument4 SeitenMode Shapes of Centrifugal Pump Impeller PDFhachanNoch keine Bewertungen
- Introduction To Basic Vibration AnalysisDokument162 SeitenIntroduction To Basic Vibration AnalysisΡαφαηλ Καμ.100% (2)
- Mechanical Seal ProblemsDokument5 SeitenMechanical Seal Problemschazz29hkNoch keine Bewertungen
- Fatigue Failure AnalysisDokument27 SeitenFatigue Failure AnalysisAdityaKumarMaharana100% (1)
- MEE Avoiding Bolt FailuresDokument2 SeitenMEE Avoiding Bolt Failuresridwan347Noch keine Bewertungen
- Basic Training Program On Vibration AnalysisDokument24 SeitenBasic Training Program On Vibration AnalysisMohamed Al-OdatNoch keine Bewertungen
- Hoist Gearbox Monitoring: Applications Example: Overhead Gantry Crane Logi NDokument4 SeitenHoist Gearbox Monitoring: Applications Example: Overhead Gantry Crane Logi NmaidieeNoch keine Bewertungen
- Vibration MonitoringDokument67 SeitenVibration MonitoringApurv Khandelwal100% (4)
- Vibration Analysis - Center of Electrical MachinesDokument12 SeitenVibration Analysis - Center of Electrical MachinesmortezaNoch keine Bewertungen
- Checking Bearing AlignmentDokument4 SeitenChecking Bearing AlignmentTheerayootNoch keine Bewertungen
- Developments in Coatings For High Temperature Corrosion ProtectionDokument9 SeitenDevelopments in Coatings For High Temperature Corrosion ProtectionRecep Vatansever100% (1)
- Vibration Analysis Iso Cat I DLPDFDokument6 SeitenVibration Analysis Iso Cat I DLPDFcesarNoch keine Bewertungen
- Envelope BearingDokument14 SeitenEnvelope BearingHussein Razaq100% (1)
- Gear Box InspDokument19 SeitenGear Box InspdombipinNoch keine Bewertungen
- Story of Vibration AnalysisDokument14 SeitenStory of Vibration AnalysisCrusherjpNoch keine Bewertungen
- Belt Failure AnalysisDokument4 SeitenBelt Failure AnalysisTamer EmamNoch keine Bewertungen
- MisalignmentDokument13 SeitenMisalignmentZeeshan Sajid100% (1)
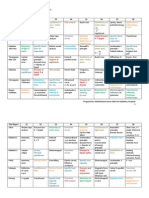
- Vibration Periodic Table WPDokument7 SeitenVibration Periodic Table WPCharlene MejalaNoch keine Bewertungen
- Case Studies #4: Professional Services For Proactive MaintenanceDokument13 SeitenCase Studies #4: Professional Services For Proactive MaintenanceMiguel VillegasNoch keine Bewertungen
- Basic Vibration Analysis ?Dokument20 SeitenBasic Vibration Analysis ?Avinash KamuniNoch keine Bewertungen
- Gates Belt DriveDokument70 SeitenGates Belt Drivehardcore78Noch keine Bewertungen
- Fracture Failure Analysis of AISI 304L Stainless Steel ShaftDokument11 SeitenFracture Failure Analysis of AISI 304L Stainless Steel ShaftPedro HenriqueNoch keine Bewertungen
- Design and Analysis of Crankshaft For Single Cylinder 4-Stroke Deisel EngineDokument3 SeitenDesign and Analysis of Crankshaft For Single Cylinder 4-Stroke Deisel EngineChetan GuptaNoch keine Bewertungen
- Engineering Failure Analysis: Lucjan Witek, Marek Orkisz, Piotr Wygonik, Daniel N. Musili, Tadeusz KowalskiDokument10 SeitenEngineering Failure Analysis: Lucjan Witek, Marek Orkisz, Piotr Wygonik, Daniel N. Musili, Tadeusz KowalskiGholamreza MahmoodiNoch keine Bewertungen
- Design Analysis of Spur Gear With The Usage of The Advanced ComputerDokument6 SeitenDesign Analysis of Spur Gear With The Usage of The Advanced ComputerMohammed JimmyNoch keine Bewertungen
- 5 - Machine Tool SpindleDokument23 Seiten5 - Machine Tool SpindleOkan ÖzelNoch keine Bewertungen
- Ethics Team 26Dokument13 SeitenEthics Team 26Kareem MagdyNoch keine Bewertungen
- Failure Analysis of Motor Vehicle Coil Spring: Name: Shoaib Ishaq Qazi REG#: 787-FET/BSME/F18-BDokument13 SeitenFailure Analysis of Motor Vehicle Coil Spring: Name: Shoaib Ishaq Qazi REG#: 787-FET/BSME/F18-BShoaib QaziNoch keine Bewertungen
- EnTF CEM Course E-BrochureDokument2 SeitenEnTF CEM Course E-BrochureSidhartha MallickNoch keine Bewertungen
- Brochure Ball Mills enDokument16 SeitenBrochure Ball Mills enmarviNoch keine Bewertungen
- RCR Products BrochureDokument10 SeitenRCR Products BrochureBONoch keine Bewertungen
- PetrochemicalDokument3 SeitenPetrochemicalVidhi DaveNoch keine Bewertungen
- Principles and Practices of Reverse OsmosisDokument9 SeitenPrinciples and Practices of Reverse OsmosisMohamadNoch keine Bewertungen
- Alpha, Beta and Gamma RadiationDokument8 SeitenAlpha, Beta and Gamma RadiationFarhan SadiqueNoch keine Bewertungen
- Cusat Ec 4th Sem Question PaperDokument21 SeitenCusat Ec 4th Sem Question PaperJinu Madhavan100% (1)
- Flow Testing BrochureDokument12 SeitenFlow Testing BrochureImadNoch keine Bewertungen
- Smpling - Storage - Transportation - Installation ProcedureDokument75 SeitenSmpling - Storage - Transportation - Installation ProcedurePaddyNoch keine Bewertungen
- EE2002 Lab Manual Fall 2013Dokument15 SeitenEE2002 Lab Manual Fall 2013Alex KeddyNoch keine Bewertungen
- Naman Mehta Sustainable VIIIDokument13 SeitenNaman Mehta Sustainable VIIInaman mehtaNoch keine Bewertungen
- E510 Startup Installation ManualDokument147 SeitenE510 Startup Installation Manualpermitha sariNoch keine Bewertungen
- Analisis Soalan Fizik Kertas 2 BHG A Trial SPM 2010Dokument3 SeitenAnalisis Soalan Fizik Kertas 2 BHG A Trial SPM 2010Norhazami HashimNoch keine Bewertungen
- Magnetism Sub SheetDokument18 SeitenMagnetism Sub SheetVipul VermaNoch keine Bewertungen
- Lube Blending Plants: Global Market Study and Performance EvaluationDokument25 SeitenLube Blending Plants: Global Market Study and Performance Evaluationmgamal1080Noch keine Bewertungen
- LPG Blackmer PumpsDokument16 SeitenLPG Blackmer Pumpssizweh100% (1)
- SKF TIH 240 Heater Instruction ManualDokument134 SeitenSKF TIH 240 Heater Instruction ManualWei Leng tehNoch keine Bewertungen
- Traction Drive HES880 - Flyer - 3AUA0000161471 - RevF - EN PDFDokument2 SeitenTraction Drive HES880 - Flyer - 3AUA0000161471 - RevF - EN PDFjalilemadiNoch keine Bewertungen
- Lugs and Ferrules Technical Information PDFDokument2 SeitenLugs and Ferrules Technical Information PDFkwagga125Noch keine Bewertungen
- Central Lincolnshire Local Plan Core StrategyDokument370 SeitenCentral Lincolnshire Local Plan Core Strategydaniel7120Noch keine Bewertungen
- Genius Plus: Electronic Engineering LTDDokument2 SeitenGenius Plus: Electronic Engineering LTDpil;zoNoch keine Bewertungen
- Locomotive BoilerDokument32 SeitenLocomotive BoilerDr. BIBIN CHIDAMBARANATHANNoch keine Bewertungen
- Cat Flash File ReadxrefDokument179 SeitenCat Flash File ReadxrefНиколай Белый89% (9)
- Chemistry Practice QuestionsDokument12 SeitenChemistry Practice QuestionsMfanafuthi0% (1)
- Project Zeroth Review PPT TemplateDokument8 SeitenProject Zeroth Review PPT Templatepubg EdictsNoch keine Bewertungen
- Eaton Busure (En)Dokument16 SeitenEaton Busure (En)Danish NasimNoch keine Bewertungen
- A Sample Preventative Maintenance Schedule PDFDokument2 SeitenA Sample Preventative Maintenance Schedule PDFreda100% (1)
- Micro Scale CFD Modeling of Reactive Mass Transfer in Falling Liquid Films Within Structured Packing MaterialsDokument11 SeitenMicro Scale CFD Modeling of Reactive Mass Transfer in Falling Liquid Films Within Structured Packing MaterialsAbdul ZahirNoch keine Bewertungen
- PMS North BelutDokument155 SeitenPMS North Belutmengelito almonteNoch keine Bewertungen
- Commander's Smartbook Equipment CatalogDokument59 SeitenCommander's Smartbook Equipment CatalogWilliam 'Junior' Hof100% (1)