j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 5 ( 2 0 0 8 ) 370375
journal homepage: www.elsevier.com/locate/jmatprotec
Prediction of 3-D temperature eld of TP2 copper tubes in three-roll planetary rolling process
B. Li a , S.H. Zhang a, , G.L. Zhang a , H.Q. Zhang b
a b
Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, PR China Shenyang University, Shenyang 110044, PR China
a r t i c l e
Article history:
i n f o
a b s t r a c t
The calculation method and three-dimensional thermo-mechanical coupling model were established for the planetary rolling process of TP2 copper tubes. The distribution rules of temperature eld of TP2 copper tubes were obtained by simulation analysis. The temperature of the TP2 copper tubes increases from room temperature to about 700 C in three-roll planetary rolling, which would reduce the rolling force, and improve the performance of the rolled copper tubes. The temperature of TP2 copper tubes during rolling was in good agreement with the measured results, which indicates that the nite-element method would
Received 11 June 2005 Received in revised form 4 January 2007 Accepted 22 November 2007
Keywords: TP2 copper tube Three-roll planetary rolling Thermo-mechanical coupling Temperature eld Plastic deformation heat
supply important reference merit for 3-D thermo-mechanical simulation of TP2 copper tubes in the three-roll planetary rolling process. 2007 Elsevier B.V. All rights reserved.
1.
Introduction
The planetary rolling of TP2 (ASTM: C12200) copper tubes is a large plastic deformation process in one rolling pass. The chemical compositions of TP2 copper tubes include: P 0.0150.040%; S 0.004%; Cu 99.90% (mass fraction). The largedeformation occurs in the copper tubes during the three-roll planetary rolling process, in which the tube wall changes sharply from 20 mm to 2 mm. Due to the heat energy generating from the intense friction between the roller and the copper tubes, plus the vast thermal effect result from the plastic deformation, the temperature of the rolled copper tubes increases rapidly. The highest temperature by estimation was higher than the recrystallization temperature of the TP2 copper, so it is important to nd out the temperature distribution of TP2 copper tubes in three-roll planetary rolling in order to increase the precision, homog-
enize the quality and enhance the competitiveness of the products. Some researches have addressed the three-roll planetary rolling process. Sieke (1990) analyzed the mechanism and application of three-roll planetary rolling mill. Wu et al. (2002) discussed the bar rolling process by means of the three-roll planetary mill. Shih et al. (2001) did much research work for planetary rolling, including simulating the deformation of the steel during rolling, obtaining the rolling deformation and the resulting stress and strain (Shih et al., 2002), and seeking the characteristic of the steel three-roll planetary rolling process with theories and experiments (Shih and Hung, 2003). The temperature eld for rolling process has been widely analyzed by nite-element eld. Li et al. (2002) simulated the temperature eld of 50CrV4 automobile gear bar steel in continuous rolling by FEM and obtained the temperature variations of the bar. Song et al. (2003) simulated the deformation, tempera-
Corresponding author. Fax: +86 24 2390 6831. E-mail address: shzhang@imr.ac.cn (S.H. Zhang). 0924-0136/$ see front matter 2007 Elsevier B.V. All rights reserved. doi:10.1016/j.jmatprotec.2007.11.213
j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 5 ( 2 0 0 8 ) 370375
371
ture eld, thermal stress of 3-D plastics thermalforming and blow molding. Komori and Suzuki (2005) proposed a method of analyzing deformation and temperature in press roll piercing based on nite-element method, and he also analyzed the deformation and temperature of a material during multi-pass three-roll rolling (Komori, 1999; Komori, 2003). The distribution of equivalent strain, temperature and the stress in the roll gap and lateral prole are discussed for hot rolling process (Duan and Sheppard, 2002). Chen et al. (1992) obtained the temperature distribution in the roll gap during hot at rolling. However, there are few studies about the three-roll planetary rolling of the copper, so it is especially difcult to obtain the temperature distribution in the three-roll planetary rolling of copper tubes. Therefore, it is of great signicance to seek the deformation and temperature distribution rules of copper tubes in three-roll planetary rolling process by the nite-element method (FEM). Through simulating the temperature distribution, the rules of metal deformation resistance can be obtained and the forming performance of the product can be further predicted. The authors have studied the establishment of planetary rolling FE model of copper tubes and the deformation condition of TP2 copper tubes (Yang et al., 2003), and have also simulated the three-roll planetary rolling process of copper tube by large-deformation elasticplastic nite-element method (Li et al., 2005). In this paper, based on the nite-element software MSC.Marc, the thermomechanical coupling simulation model was established which focus on predicting the temperature distribution of TP2 copper tubes under the stable deformation stage in three-roll planetary rolling process.
between the roller and copper tubes was distributed on the contacting surface equally. For three-roll planetary rolling deformation of the copper tubes, the thermo-mechanical coupling energy conservation equation is as follows: DcT dV + Dt g T k dV Xi ij Xj V
g QdV
V S
gHdS =
V
(3)
where Q is the specied volume heat ow; g is Galerkin function; D is deformation rate; c is specic heat of copper; and H is heat ow intensity of unit area on the boundary S.
2.2.
The heat boundary conditions
In three-roll planetary rolling of the copper tubes, the heat boundary conditions contain not only the convective and radiant heat transfer between the copper tubes surface and the environment, but also the contact heat exchanges between the copper tubes and the rollers. Both of the two boundary conditions are the third boundary condition in the thermodynamics, in which the coefcient of heat transfer between the copper tube and the environment, and the environmental temperature t are given previously. The formula is as follows t n
q=
= (t t )
(4)
2. Calculation of heat generation and the FE model
2.1. Thermo-mechanical coupling equation
The temperature of the copper tubes increases from room temperature to an elevated temperature in three-roll planetary rolling. The heat energy mainly results from the plastic deformation and the friction. The updated Lagrange description was selected in the simulation, which described the incremental strain expression for the temperature eld coupling the large elastic-plastic deformation. The equation of the plastic deformation work transforming to the volume heat ow is as follows T S W p = Mp t t (1)
where t the temperature of the copper tubes surface ( C); t the environmental temperature ( C); the coefcient of heat transfer. The coefcient of heat transfer includes the convective heat-transfer coefcient hc and the radiant heat-transfer coefcient hr as in Eq. (4). The value of convective heat-transfer coefcient hc can be inuenced by the cooling condition. According to the radiation law, the radiant heat-transfer coefcient hr is gained. hr = (t + t )(t2 + t 2 ) (5)
where S is the surface on the boundary; Wp /t is the plastic deformation work; and Mp is the heat coefcient of plastic deformation work. The friction work transforms to the heat ow of surface in the simulation qfr = Mf Ffr Vr (2)
where Ffr is friction force of contact surface; Vr is relative sliding speed of contact surface; and Mf is converting coefcient of friction work. In this paper, supposing the friction heat ow
where radiation constant of black body; emissivity. It can be obtained that the radiation coefcient hr is relative to the temperature, so the heat boundary condition is nonlinear. The contact heat conductivity between the copper tube and the rollers is related to temperature, pressure and contact surface, and the coefcient of contact heat conductivity hJ was usually used to reect the contact heat conductivity (Li and Sellars, 1998). At the beginning of three-roll planetary rolling, the temperature of the TP2 copper tube and the rollers are both in room temperature state. With the development of rolling, the temperature of the copper tube increases to above the recrystallization temperature by heat accumulated from the large-deformation and friction work. According to the above boundary conditions and the initial temperature condition, the three-roll planetary rolling of TP2 copper tubes was analyzed by the method of thermo-mechanical coupling simulation.
372
j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 5 ( 2 0 0 8 ) 370375
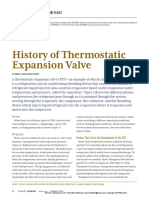
Fig. 1 FEM model of three-roll planetary rolling: (a) side view; (b) front view.
2.3.
Model of three-roll planetary rolling mill
The three-roll planetary mill mainly contains three conical rollers, the external ring and the mandrel. The rollers have a certain inclined angle and an offset angle , which make the copper tubes generate plastic deformation and move forward as the rollers rotate. The main purpose of the external ring is to counteract the twisting deformation of the copper tubes during rolling. Inuenced by the incline angle and offset angle, the direction vector of the roller axe will change with the revolution of rollers. Thus, the kinematic and contact relationships of the three-roll planetary rolling are very complicated and will lead to huge computational time for FE simulation. So it is reasonable to simplify the simulation model. If the axes of the rollers are xed and the orbital revolution of the rollers is ignored, the external ring can be ignored from the model. The orbital motion provided by the external ring can be substituted by the relative motion of the copper tubes with free rotational degree of freedom. Thus, the key points in the analysis of the simplied model contain only the rotation of the rollers and contact conditions between the rollers and the copper tubes, and those between the copper tubes and the mandrel. The nite-element meshes were plotted by the hexahedral element with six faces and eight nodes, and the length of the copper tube was 160 mm. The copper tube was divided into 12,960 elements and 15,986 nodes. Through the coordinate conversion, the model of the rolling process, as shown in Fig. 1, was established, which considered not only inclined angle but also offset angle of the three rollers. In the calculation, the problems of 3-D large-deformation were resolved by the updated Lagrange arithmetic, the
Prandtl-Reuss ow equation and the von Mises yield criteria. The parameters of the TP2 copper tubes in three-roll planetary rolling are shown in Table 1. Based on the above model and boundary conditions, the temperature eld of the TP2 copper tubes was obtained for three-roll planetary rolling.
3.
3.1.
Results and discussion
FE results
Fig. 2 shows the temperature distribution of the copper tubes in three-roll planetary rolling. Along the rolling axis direction, the temperature of the copper tubes ascends quickly from the initial temperature 20 C to above 200 C. With the temperature increasing, the highest temperature in the roller gap position of the concentrative deformation area could arrive at about 700 C. When the copper tube was separating from the roller, the temperature of the rolled copper tube slowly decreases to the room temperature. Due to the cumulation of heat generation and the local concentrative large-deformation, the temperature of the concentrative deforming zone under the roller gap position arrives at the highest; thus in this zone the temperature of the deformation copper tube increases above the recrystallization temperature of the TP2 copper tube. So the FE simulation analysis is useful to obtain the temperature distribution for rolling different sizes of copper tubes. Due to the generation of the friction heat between the copper tubes and the rollers and the heat of plastic deformation, the temperature of the contact area was relatively higher along the
Table 1 Parameters of three-roll planetary rolling Material Copper tube external diameter C (mm)
80
Copper tube thickness t (mm)
20
Inclined angle ( )
50
Offset angle ( )
8
Roller rotational speed Roller (rpm)
180
Pusher speed VP (mm/s)
20
Mandrel diameter M (mm)
36
TP2
j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 5 ( 2 0 0 8 ) 370375
373
Fig. 2 Temperature distribution of TP2 copper tube.
Fig. 4 Transverse temperature eld of TP2 copper tube.
circumferential direction of the workpiece. When the copper tube was apart from the rollers, the temperature of copper tubes along the circumferential direction decreased slowly as the heat exchange with the surrounding environment. The curve of temperature change of one point in the copper tube is shown in Fig. 3. The curve reects the uctuant trend of the rolled copper temperature as the rolling process going forward. The temperature of the rolled copper tubes increases gradually in the whole process from the initial biting stage to the nal one. Due to the copper tubes going forward along a spiral track in three-roll planetary rolling, the point in the copper tubes would contact with the three rollers in turn. When the point contacting with the roller, its temperature would ascend. Once separating from the roller, its temperature would decrease. Then contacting with the next roller, its temperature would ascend again. In general, the changing trend of the temperature of the rolled copper tube increases gradually with rolling time. While arriving at the roller gap position of the concentrative deforming zone, the temperature of rolled copper tube reached the height of about 700 C. After being apart from the rollers, the temperature of rolled copper declines gradually. The temperature distribution of the rolled copper tubes could be obtained for three-roll planetary rolling deformation process.
Fig. 5 Circumferential temperature curves of the tube sections.
Fig. 3 Temperature curve of a point in the TP2 copper tube.
The section temperature eld of the copper tubes in threeroll planetary rolling is indicated in Fig. 4. It shows that the deformation rule of three-roll planetary rolling is from a round section A to a round-triangle section B under the concentrative deforming zone, nally to a round section C by the rollers. In section A, the temperature of the outer surface is higher than that of the internal, and the temperature gradient is larger than section B; the temperature almost does not change along section C, which is good for forming the uniform quality of the copper tubes. Therefore, the rules of the temperature and the deformation of section shape in three-roll planetary rolling can be obtained. Moreover, the structure and property mechanism for three-roll planetary rolling deformation can be further investigated. The curves of temperature change of exterior surface of sections A, B and C along the circumferential direction are shown in Fig. 5. The curve of section A shows that the temperature of exterior surface is relative lower. Because section A is in the temperature ascending stage, the temperature uctuation is the largest. As the copper billet contacts with the rollers, its temperature increases quickly. Once separating from rollers, its temperature decreases gradually. The temperature uctuation of the section B is larger due to the heat accumulation in
374
j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 5 ( 2 0 0 8 ) 370375
Table 2 Measured temperature of the mandrel
Copper tube number Mandrel temperature ( C) 1 608 2 612 3 616 4 621 5 628 6 632 7 639 8 648 9 652
Fig. 7 shows the microstructures of the section of the TP2 copper tube in three-roll planetary rolling. The grain of the exterior surface area contacting with the rollers is rened, indicating the higher temperature and the more deformation occurred in this area, which is similar to the temperature distribution of copper tube in Fig. 6. The grain of the roller gap deforming focus area is the thinnest, indicating that when the temperature is the highest the deformation reaches the maximum in this area, which also agrees with Fig. 6. So by the method of the FE simulation, the rules of the temperature distribution in three-roll planetary rolling could be obtained, and the microstructure evolution would be predicted.
Fig. 6 Longitudinal temperature eld of the copper tube.
3.2. Comparison of the FE simulation with the measured temperature
To verify the reliability of the FE results, the temperature of the copper tubes in three-roll planetary rolling has been measured by experiments. Because the temperature of the copper tube was similar to the mandrel temperature in the stable rolling stage, the mandrel temperature was measured. The measured results are presented in Table 2. In Table 2, the mandrel temperature ascended gradually as the number of the copper tubes increases, due to the mandrel temperature increasing gradually during the rolling progress and nally reaching the steady state. Considering that the mandrel temperature will be inuenced by the surrounding environment and reduced about 5060 C, the rolling temperature of the copper tubes in three-roll planetary rolling will be 650700 C. The measured results veried the FE simulation results, which indicate the accuracy of the thermo-mechanical coupling simulation analysis and the value of predicting the effects of the temperature of the rolled copper tubes in the three-roll planetary rolling process.
the rolling process, and the temperature change of the exterior surface is about 50 C, which is good for the equality of the whole section deformation. Because the rolled material has already separated from the roller, the temperature uctuation of section C is the lowest, which benets to the equality of the rolled copper tubes. The temperature distribution of the copper tubes along the longitudinal direction is exhibited in Fig. 6. The angles between the rollers are 120 in the space, thus the upper-half part of copper tubes in Fig. 6 is the temperature distribution contacting with the roller, and the lower-half part is the temperature distribution separating with the roller. According to the simulation results, the temperature of copper tube ascends gradually in the rolling and the highest temperature could arrive at about 700 C.
4.
Conclusions
Fig. 7 Microstructure of TP2 copper tube section.
(1) Calculation methods were established for predicting the heat generation of the copper tubes in three-roll planetary rolling. FE simulation was carried out by using the above methods. The analyses from many aspects such as exterior surface, lateral section and longitudinal section of the copper tubes were conducted for gaining the temperature eld of TP2 copper tubes. (2) The temperature distribution was predicted for the rolling of copper tubes. All the analytic results show that the temperature of the TP2 copper tubes increases from room temperature to about 700 C in three-roll planetary rolling, which would reduce the rolling force, and improve the microstructure and performance of the rolled copper tubes. (3) The deformation temperature of TP2 copper tubes by the simulation is close to the measured temperature, which veries that the FE simulation of thermo-mechanical cou-
j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 2 0 5 ( 2 0 0 8 ) 370375
375
pling in this paper has great reference and prediction values.
Acknowledgements
The authors would like to thank the Natural Science Foundation of China (No. 50474059) and the National Key Projects of China (No. 2002BA327C) for their support in the area of the casting and rolling of copper tubes.
references
Chen, B.K., Thomon, P.F., Choi, S.K., 1992. Temperature distribution in the roll gap during hot at rolling. J. Mater. Process. Technol. 30, 115130. Duan, X., Sheppard, T., 2002. Three dimensional thermal mechanical coupled simulation during hot rolling of aluminum alloy 3003. Int. J. Mech. Sci. 44, 21552172. Komori, K., 1999. Simulation of deformation and temperature in multi-pass three-roll rolling. J. Mater. Process. Technol. 92-93, 450457. Komori, K., 2003. Simulation of deformation and temperature in multi-pass caliber rolling: effect of nite-element mesh in cross-section. J. Mater. Process. Technol. 143144, 367372. Komori, K., Suzuki, M., 2005. Simulation of deformation and temperature in press roll piercing. J. Mater. Process. Technol. 169, 249257.
Li, Y.H., Sellars, C.M., 1998. Comparative investigations of interfacial heat transfer behaviour during hot forging and rolling of steel with oxide scale formation. J. Mater. Process. Technol. 80-81, 282286. Li, C.S., Liu, X.H., Wang, G.D., 2002. Simulation on temperature eld of 50CrV4 automobile gear bar steel in continuous rolling by FEM. J. Mater. Process. Technol. 120, 2629. Li, B., Yang, Z., Liu, H.M., Zhang, S.H., Zhang, J.L., 2005. Computer simulation on the movement and deformation rules of three-roll planetary rolling process of copper tube. J. Plastic. Eng. 5 (12), 7073 (in Chinese). Shih, C.K., Hung, C., 2003. Experimental and numerical analyses on three-roll planetary rolling process. J. Mater. Process. Technol. 142, 702709. Shih, C.K., Hung, C., Hsu, R.Q., 2001. The nite element analysis on planetary rolling process. J. Mater. Process. Technol. 113, 115123. Shih, C.K., Hsu, R.Q., Hung, C.H., 2002. A study on seamless tube in the planetary rolling process. J. Mater. Process. Technol. 121, 273284. Sieke, T., 1990. Investigation on tubes rolling of three-roll planetary mill (PSW). Steel Tubes 5, 5055 (in Chinese). Song, Y.H., Zhang, K.F., Wang, Z.R., Diao, F.X., 2003. 3-D FEM analysis of the temperature eld and the thermal stress for plastics thermalforming. J. Mater. Process. Technol. 97, 3543. Wu, S.J., Hwang, Y.M., Chang, M.H., 2002. A three-dimensional nite element analysis of the three-roll planetary mill. J. Mater. Process. Technol. 123, 336345. Yang, Z., Zhang, S.H., Xu, Y., 2003. Models of nite element simulation on three-roll planetary rolling process of cast copper tubes. J. Plastic. Eng. 10 (6), 7073 (in Chinese).
Das könnte Ihnen auch gefallen
- Doblado2 PDFDokument0 SeitenDoblado2 PDFJohan Velasco ArévaloNoch keine Bewertungen
- Laminacion Semisolida PDFDokument9 SeitenLaminacion Semisolida PDFJohan Velasco ArévaloNoch keine Bewertungen
- C221 E3490c PDFDokument20 SeitenC221 E3490c PDFJohan Velasco ArévaloNoch keine Bewertungen
- Forja Precision PDFDokument8 SeitenForja Precision PDFJohan Velasco ArévaloNoch keine Bewertungen
- Vector Calculus SupplementDokument150 SeitenVector Calculus Supplementtrashcanxtx100% (1)
- Laminacion Frio PDFDokument10 SeitenLaminacion Frio PDFJohan Velasco ArévaloNoch keine Bewertungen
- Intro 2 HANDOUT 2 PDFDokument3 SeitenIntro 2 HANDOUT 2 PDFJohan Velasco ArévaloNoch keine Bewertungen
- Cilindros Laminacion2 PDFDokument6 SeitenCilindros Laminacion2 PDFJohan Velasco ArévaloNoch keine Bewertungen
- Forja Abierta PDFDokument5 SeitenForja Abierta PDFJohan Velasco ArévaloNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Thermodynamics: 10.1 Chemical Energy and HeatDokument45 SeitenThermodynamics: 10.1 Chemical Energy and HeatMoses AquinoNoch keine Bewertungen
- Stability Analysis of Geocell Reinforced Slopes by Considering Bending EffectDokument13 SeitenStability Analysis of Geocell Reinforced Slopes by Considering Bending EffectRakesh KapoorNoch keine Bewertungen
- R.K.rajput - Steam Table & Mollier ChartDokument21 SeitenR.K.rajput - Steam Table & Mollier ChartSadhasivam Velu60% (10)
- Hydraulic StructureDokument7 SeitenHydraulic Structurekartikey papnoiNoch keine Bewertungen
- History of Thermostatic Expansion Valve: Celebrating YearsDokument6 SeitenHistory of Thermostatic Expansion Valve: Celebrating YearsLuis AlonsoNoch keine Bewertungen
- Mce Igcse Chemistry PPT c08Dokument57 SeitenMce Igcse Chemistry PPT c08Shabanito GamingNoch keine Bewertungen
- Xinlei Ge Xidong WangDokument27 SeitenXinlei Ge Xidong WangDhea Anisah SweNoch keine Bewertungen
- Heading SUPPORT: Software - Support@dnvgl.c: Open Case Save CaseDokument10 SeitenHeading SUPPORT: Software - Support@dnvgl.c: Open Case Save CaseSatxiemaNoch keine Bewertungen
- Experiment No - 4: University of Zakho College of Engineering Department of Petroleum Eng Laboratory of Drilling FluidDokument12 SeitenExperiment No - 4: University of Zakho College of Engineering Department of Petroleum Eng Laboratory of Drilling FluidNasih AhmadNoch keine Bewertungen
- CharDokument1 SeiteCharChristopher Dinorog ParillaNoch keine Bewertungen
- CRD c166 PDFDokument3 SeitenCRD c166 PDFjasimabdNoch keine Bewertungen
- Seismic Behavior of Short Coupling Beams With Different Reinforcement LayoutsDokument10 SeitenSeismic Behavior of Short Coupling Beams With Different Reinforcement LayoutsleotramontinNoch keine Bewertungen
- Manufacturing MethodsDokument33 SeitenManufacturing MethodsRafiqueNoch keine Bewertungen
- Dickens Et Al (2016) - ORCmKit - An Open-Source Library For Organic Rankine Cycle Modeling and AnalysisDokument12 SeitenDickens Et Al (2016) - ORCmKit - An Open-Source Library For Organic Rankine Cycle Modeling and AnalysisRU550Noch keine Bewertungen
- Calculation Drain Pump ADokument11 SeitenCalculation Drain Pump ASisira ChandrasomaNoch keine Bewertungen
- Heat and Mass Transfer Chapter 11Dokument12 SeitenHeat and Mass Transfer Chapter 11yogesh shindeNoch keine Bewertungen
- Aalim Muhammed Salegh College of Engineering Department of Mechanical EngineeringDokument6 SeitenAalim Muhammed Salegh College of Engineering Department of Mechanical EngineeringMaran ElangovanNoch keine Bewertungen
- IWSD M3 - 3 - Introduction To The Design of StructuresDokument124 SeitenIWSD M3 - 3 - Introduction To The Design of StructuresPourya NouryNoch keine Bewertungen
- Mechanics of Materials: Stress and Strain - Axial LoadingDokument24 SeitenMechanics of Materials: Stress and Strain - Axial Loading김수민Noch keine Bewertungen
- Chem - 215 - Thermochemistry 3 3 4Dokument48 SeitenChem - 215 - Thermochemistry 3 3 4Madhur BhaiyaNoch keine Bewertungen
- Fracture Toughness and Brittle Failure: A Pressure Vessel Case StudyDokument6 SeitenFracture Toughness and Brittle Failure: A Pressure Vessel Case StudyEnp JgcNoch keine Bewertungen
- Thesis Ebe 2015 Smuts Evan MatthewDokument224 SeitenThesis Ebe 2015 Smuts Evan MatthewdavidusachNoch keine Bewertungen
- Production Engineering (Part1)Dokument50 SeitenProduction Engineering (Part1)MHT allamNoch keine Bewertungen
- Bme Module Total SyllabusDokument120 SeitenBme Module Total Syllabussibaprasadpanda123456Noch keine Bewertungen
- 3rd To 6th Sem Mech Syllabus-2015 PDFDokument77 Seiten3rd To 6th Sem Mech Syllabus-2015 PDFUday SainiNoch keine Bewertungen
- AE4ASM506 Notes 2012Dokument216 SeitenAE4ASM506 Notes 2012Jatinder GoyalNoch keine Bewertungen
- A Simple Formula For Predicting Settling Velocity of Sediment ParticlesDokument7 SeitenA Simple Formula For Predicting Settling Velocity of Sediment ParticlescrisjrogersNoch keine Bewertungen
- Gate - Civil EngineeringDokument85 SeitenGate - Civil EngineeringDeepak PrajapatiNoch keine Bewertungen
- Low Speed Aerodynamics Piercy Aerofoil Lab ReportDokument7 SeitenLow Speed Aerodynamics Piercy Aerofoil Lab Reportsilvia100% (1)
- ASME Simulation Analysis For Pressure VesselsDokument4 SeitenASME Simulation Analysis For Pressure VesselsflcwkNoch keine Bewertungen