Das könnte Ihnen auch gefallen
- 2020 McosmosDokument12 Seiten2020 McosmosKarthik Red100% (3)
- CMM Software BrochureDokument16 SeitenCMM Software BrochureDhan CNoch keine Bewertungen
- CMM Machine Measures Geometric PartsDokument34 SeitenCMM Machine Measures Geometric PartsShanti Lal MeenaNoch keine Bewertungen
- Geopak ManualDokument41 SeitenGeopak Manualsmcgrew12375% (4)
- CAT1000S: Program For Tolerance Comparison of 3D Surfaces and BordersDokument41 SeitenCAT1000S: Program For Tolerance Comparison of 3D Surfaces and BordersYnomata RusamellNoch keine Bewertungen
- Good Practice Guide No. 39 Dimensional Measurement Using Vision SystemsDokument97 SeitenGood Practice Guide No. 39 Dimensional Measurement Using Vision SystemsVolca CmmNoch keine Bewertungen
- Coordinate Measuring Machine (CMM)Dokument31 SeitenCoordinate Measuring Machine (CMM)nurul ainiNoch keine Bewertungen
- Manual Ppap 4 2006 EspanolDokument55 SeitenManual Ppap 4 2006 Espanolcmm5477Noch keine Bewertungen
- How to choose between CMM touch-trigger and scanning probesDokument60 SeitenHow to choose between CMM touch-trigger and scanning probesKemalMalovcicNoch keine Bewertungen
- Hexagon MI Optiv Brochure EN PDFDokument20 SeitenHexagon MI Optiv Brochure EN PDFSuneel PanditNoch keine Bewertungen
- 3D Tool PDFDokument37 Seiten3D Tool PDFDinis FariaNoch keine Bewertungen
- Test CMM 2016 Hand-Out PDFDokument14 SeitenTest CMM 2016 Hand-Out PDFJuan Pablo Chumba LaraNoch keine Bewertungen
- Tebis 4.0 R3 A4 2016Dokument8 SeitenTebis 4.0 R3 A4 2016Paul VeramendiNoch keine Bewertungen
- Presentation On CMMDokument17 SeitenPresentation On CMMSonu Sharma100% (1)
- Cimatron Mold Handout 2P en Letter WEBDokument2 SeitenCimatron Mold Handout 2P en Letter WEBPaul VeramendiNoch keine Bewertungen
- Global Classic: Cost-Effective, All-Purpose Bridge CMMDokument12 SeitenGlobal Classic: Cost-Effective, All-Purpose Bridge CMMMauricio SilvaNoch keine Bewertungen
- CMM LazerDokument6 SeitenCMM LazermechanicemreNoch keine Bewertungen
- MCOSMOS Rack Alignment v3.2 - MCR20 Jul11Dokument22 SeitenMCOSMOS Rack Alignment v3.2 - MCR20 Jul11sensacjeNoch keine Bewertungen
- Basic Principles of Coordinate Measuring Machines (CMM) ExplainedDokument31 SeitenBasic Principles of Coordinate Measuring Machines (CMM) Explainednveman100% (1)
- Essentials Poly Works Inspector Probing PackageDokument519 SeitenEssentials Poly Works Inspector Probing PackageGabriel StoichitaNoch keine Bewertungen
- CAT1000P Training TextbookDokument103 SeitenCAT1000P Training TextbookWally Onfashion100% (1)
- Um String Code 2 0 eDokument46 SeitenUm String Code 2 0 ehydrasearchNoch keine Bewertungen
- Mastercam 2017 Mill Advanced Training Tutorial SAMPLE PDFDokument36 SeitenMastercam 2017 Mill Advanced Training Tutorial SAMPLE PDFsekhon875115Noch keine Bewertungen
- Software PolyWorks V12 Inspector Airfoil Gauge Module enDokument2 SeitenSoftware PolyWorks V12 Inspector Airfoil Gauge Module entheflamebearerNoch keine Bewertungen
- Tesa Micro-Hite: The Quick and Accurate MeasurementDokument32 SeitenTesa Micro-Hite: The Quick and Accurate MeasurementEnggCoordNoch keine Bewertungen
- Mitutoyo Crysta Apex SDokument12 SeitenMitutoyo Crysta Apex Sjeremy pohNoch keine Bewertungen
- Lathe Product MastercamDokument2 SeitenLathe Product MastercamPaul VeramendiNoch keine Bewertungen
- SingleBlade 5 Axis Cam Software HyperMILL enDokument4 SeitenSingleBlade 5 Axis Cam Software HyperMILL enPaul VeramendiNoch keine Bewertungen
- SolidCAM 2015 Mold MachiningDokument177 SeitenSolidCAM 2015 Mold Machininghed_pan100% (1)
- SolidCAM 2021 Multiblade MachiningDokument47 SeitenSolidCAM 2021 Multiblade MachiningArminNezićNoch keine Bewertungen
- Model Contura G2 Manufactured by Carl Zeiss Same YearDokument4 SeitenModel Contura G2 Manufactured by Carl Zeiss Same YearB VarunNoch keine Bewertungen
- MCOSMOS Rack Alignment v3.2 - SCR200 Jul11Dokument22 SeitenMCOSMOS Rack Alignment v3.2 - SCR200 Jul11sensacje100% (1)
- ZEISS CALYPSO Release Information en PDFDokument87 SeitenZEISS CALYPSO Release Information en PDFcmm547750% (2)
- 04 - ALL - Feature FittingDokument33 Seiten04 - ALL - Feature FittingBeNjaz NorthcuttNoch keine Bewertungen
- BRO CAM Strategies enDokument80 SeitenBRO CAM Strategies enTaner AkkasNoch keine Bewertungen
- Co-Ordinate Measuring Machines & It's Applications: Introduction ToDokument65 SeitenCo-Ordinate Measuring Machines & It's Applications: Introduction Toshiva dNoch keine Bewertungen
- Mitutoyo (U.K.) LTD Institute of Metrology: GEOPAK Three Software TrainingDokument64 SeitenMitutoyo (U.K.) LTD Institute of Metrology: GEOPAK Three Software TrainingsensacjeNoch keine Bewertungen
- My CNC TurningDokument7 SeitenMy CNC Turningde_stanszaNoch keine Bewertungen
- MH Hexagon NCGage Product Brochure enDokument8 SeitenMH Hexagon NCGage Product Brochure enphungNoch keine Bewertungen
- CMM (Coordinate Measuring Machine) GuideDokument18 SeitenCMM (Coordinate Measuring Machine) GuideDeepak ChoudharyNoch keine Bewertungen
- GD&T Training BrochureDokument5 SeitenGD&T Training BrochurePritam PolekarNoch keine Bewertungen
- CMM Probing, Good Practice GuideDokument104 SeitenCMM Probing, Good Practice GuideTomas Trojci Trojcak100% (1)
- Aberlink 3D CNCDokument344 SeitenAberlink 3D CNCcmm5477Noch keine Bewertungen
- DS DMG DMU 80P DuoBLOCK Automotive Tire Mold enDokument2 SeitenDS DMG DMU 80P DuoBLOCK Automotive Tire Mold enPaul VeramendiNoch keine Bewertungen
- Zeiss M3 Catalog PDFDokument82 SeitenZeiss M3 Catalog PDFAnonymous IGpzRYsP0100% (1)
- IscarDokument158 SeitenIscarDOBJAN100% (1)
- EML2322L-Drilling and Milling Speeds and FeedsDokument9 SeitenEML2322L-Drilling and Milling Speeds and Feedsjromero_rpgNoch keine Bewertungen
- PDFDokument210 SeitenPDFquyen2012Noch keine Bewertungen
- NX CAD CAM AutomationDokument12 SeitenNX CAD CAM AutomationfalexgcNoch keine Bewertungen
- Designing and Manufacturing Ruled Surface Blades: Peter Klein, CAM Software Director, Concepts NRECDokument6 SeitenDesigning and Manufacturing Ruled Surface Blades: Peter Klein, CAM Software Director, Concepts NRECCésarNoch keine Bewertungen
- RDS User Manual V4.0.0.086 - en PDFDokument185 SeitenRDS User Manual V4.0.0.086 - en PDFCesar Arellano100% (3)
- CMMDokument37 SeitenCMMSachin AggarwalNoch keine Bewertungen
- NX 6 ProgDieProcess PDFDokument32 SeitenNX 6 ProgDieProcess PDFcidipNoch keine Bewertungen
- ETSE Zeiss Simply MeasureDokument17 SeitenETSE Zeiss Simply MeasureDragu StelianNoch keine Bewertungen
- BRO Millturn HypermillDokument4 SeitenBRO Millturn HypermillPaul VeramendiNoch keine Bewertungen
- gpg41 CMMDokument119 Seitengpg41 CMMHelton MotaNoch keine Bewertungen
- Mcosmos E4180 525Dokument28 SeitenMcosmos E4180 525Biljana UšćumlićNoch keine Bewertungen
- Mcosmos E4180 525 PDFDokument28 SeitenMcosmos E4180 525 PDFsava88Noch keine Bewertungen
- Data Processing Manual or CNCDokument28 SeitenData Processing Manual or CNCYnomata RusamellNoch keine Bewertungen
- Bhakti MahanDokument8 SeitenBhakti MahanKarthik RedNoch keine Bewertungen
- SacchuDokument3 SeitenSacchuKarthik RedNoch keine Bewertungen
- Jagat H GuruDokument8 SeitenJagat H GuruKarthik RedNoch keine Bewertungen
- Sri MatamDokument8 SeitenSri MatamKarthik RedNoch keine Bewertungen
- Swami NathanDokument4 SeitenSwami NathanKarthik RedNoch keine Bewertungen
- Periyava PhotosDokument8 SeitenPeriyava PhotosKarthik RedNoch keine Bewertungen
- Kanchi Kamakoti PeetathipathiDokument4 SeitenKanchi Kamakoti PeetathipathiKarthik RedNoch keine Bewertungen
- Birth of A SaintDokument4 SeitenBirth of A SaintKarthik RedNoch keine Bewertungen
- Saint's YatraDokument4 SeitenSaint's YatraKarthik RedNoch keine Bewertungen
- Kamakshi and KamakotyDokument8 SeitenKamakshi and KamakotyKarthik RedNoch keine Bewertungen
- Anushathin AnugrahamDokument8 SeitenAnushathin AnugrahamKarthik RedNoch keine Bewertungen
- Chandrasekarendhra SaraswathiDokument8 SeitenChandrasekarendhra SaraswathiKarthik RedNoch keine Bewertungen
- Deenar TravelsDokument18 SeitenDeenar TravelsKarthik RedNoch keine Bewertungen
- Kanchi Maha SwamigalDokument8 SeitenKanchi Maha SwamigalKarthik RedNoch keine Bewertungen
- Thirumurai 4Dokument1 SeiteThirumurai 4Karthik RedNoch keine Bewertungen
- Thirumurai 5Dokument1 SeiteThirumurai 5Karthik RedNoch keine Bewertungen
- Thirumurai 3Dokument1 SeiteThirumurai 3Karthik RedNoch keine Bewertungen
- Calendar2017deenar PDFDokument13 SeitenCalendar2017deenar PDFKarthik RedNoch keine Bewertungen
- Thirumurai 2Dokument1 SeiteThirumurai 2Karthik RedNoch keine Bewertungen
- FreeVector Cloudy SkyDokument1 SeiteFreeVector Cloudy SkyKarthik RedNoch keine Bewertungen
- MX M2A AsusDokument92 SeitenMX M2A AsusKarthik RedNoch keine Bewertungen
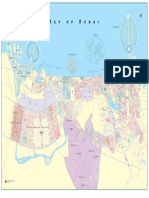
- Map of DubaiDokument1 SeiteMap of DubaiJohn Green100% (1)
- 05062012094119Dokument16 Seiten05062012094119Karthik RedNoch keine Bewertungen
- Sun GraphicDokument1 SeiteSun GraphicKarthik RedNoch keine Bewertungen
- D Link WifiDokument173 SeitenD Link WifiKarthik RedNoch keine Bewertungen
- Tamil Sangam ProfessorshipDokument4 SeitenTamil Sangam ProfessorshipKarthik RedNoch keine Bewertungen
- Deenar LogoDokument1 SeiteDeenar LogoKarthik RedNoch keine Bewertungen
- BlinkDokument2 SeitenBlinkKarthik RedNoch keine Bewertungen
- SL1000 MLT User Guide Issue 1-1Dokument20 SeitenSL1000 MLT User Guide Issue 1-1Ishtiaq AzamNoch keine Bewertungen
- CopyRights FOR TEAM VIEWERDokument14 SeitenCopyRights FOR TEAM VIEWERDavid RiveraNoch keine Bewertungen
- ScilabDokument32 SeitenScilab耿鈺庭Noch keine Bewertungen
- 2007 SNUG Verilog GotchasDokument18 Seiten2007 SNUG Verilog Gotchashoney_daredNoch keine Bewertungen
- C Language by Example (23-2-2021)Dokument270 SeitenC Language by Example (23-2-2021)srihari Bezawada50% (2)
- Lab Report 7Dokument7 SeitenLab Report 7AltafNoch keine Bewertungen
- Notes of C LanguageDokument24 SeitenNotes of C Languageapi-372326591% (23)
- Python List 02Dokument27 SeitenPython List 02Syed Kamran Ahmad1Noch keine Bewertungen
- PGDCA SyllabusDokument16 SeitenPGDCA SyllabusMr freakyNoch keine Bewertungen
- C Language Quiz Questions and Answers With ExplanationDokument47 SeitenC Language Quiz Questions and Answers With ExplanationarunNoch keine Bewertungen
- CS-4007 Computer and Communication Fundamentals Course SpecificationDokument24 SeitenCS-4007 Computer and Communication Fundamentals Course SpecificationmilinjdNoch keine Bewertungen
- Oo Basic Database DevDokument55 SeitenOo Basic Database DevStefano Del TedescoNoch keine Bewertungen
- Code Conversion - User - GuideDokument55 SeitenCode Conversion - User - GuideAnil S S100% (1)
- 4CP0 02 MSC 20190822Dokument30 Seiten4CP0 02 MSC 20190822Neily WimalasiriNoch keine Bewertungen
- Assembly Language Notes v2Dokument3 SeitenAssembly Language Notes v2maiyonisNoch keine Bewertungen
- Cspro Manual CapiDokument86 SeitenCspro Manual CapiGulnazNoch keine Bewertungen
- Control Flow PrinciplesDokument27 SeitenControl Flow PrinciplessubratNoch keine Bewertungen
- Module-2-Chapter-2-Decision Branching StatemntDokument31 SeitenModule-2-Chapter-2-Decision Branching StatemntVatsala B RNoch keine Bewertungen
- Str. ProgrammingDokument101 SeitenStr. ProgrammingDerrick ShihemiNoch keine Bewertungen
- Java Examination Paper2 QuestionDokument9 SeitenJava Examination Paper2 Questionnishantgaurav23Noch keine Bewertungen
- Tail and Non-Tail RecursionDokument14 SeitenTail and Non-Tail RecursionVandan ThakerNoch keine Bewertungen
- Technology PLSQL by Steven FeuersteinDokument119 SeitenTechnology PLSQL by Steven Feuersteinmshoaib76Noch keine Bewertungen
- 13 Cursors ExceptionDokument16 Seiten13 Cursors Exceptionapi-3827483Noch keine Bewertungen
- Infobasic - 1Dokument105 SeitenInfobasic - 1Saranya AnandNoch keine Bewertungen
- CSC Final Exam Study SheetDokument2 SeitenCSC Final Exam Study Sheetthess22Noch keine Bewertungen
- Chapter 10Dokument10 SeitenChapter 10shamma alketbiNoch keine Bewertungen
- JavaScript in 8 Hours - For Beginners, Learn JavaScript Fast! (PDFDrive)Dokument278 SeitenJavaScript in 8 Hours - For Beginners, Learn JavaScript Fast! (PDFDrive)Jjfreak ReedsNoch keine Bewertungen
- Introduction To LabVIEW ShortDokument46 SeitenIntroduction To LabVIEW ShortMiguelNoch keine Bewertungen
- Intermediate Python by Obi Ike-NwosuDokument160 SeitenIntermediate Python by Obi Ike-NwosuNaphtali OchonogorNoch keine Bewertungen
- 18EC56 - Module 4Dokument37 Seiten18EC56 - Module 4Latha VenkyNoch keine Bewertungen
- Coding Ninjas Bootcamp Curriculum-26523Dokument28 SeitenCoding Ninjas Bootcamp Curriculum-26523Manjeet SharmaNoch keine Bewertungen
- InformaticsPractices 2 TestPaperDokument4 SeitenInformaticsPractices 2 TestPaperapi-3703686Noch keine Bewertungen