Das könnte Ihnen auch gefallen
- Gas Chromatography - COLIN F. POOLE 2012 PDFDokument743 SeitenGas Chromatography - COLIN F. POOLE 2012 PDFVo Manh Tien100% (1)
- Dictionary of Oil Industry TerminologyDokument79 SeitenDictionary of Oil Industry Terminologyniksharris100% (22)
- Basic Instrumentation For Oil Gas Industries - Presentation - 29.08.10Dokument101 SeitenBasic Instrumentation For Oil Gas Industries - Presentation - 29.08.10Tejas Patel100% (5)
- Structural Steel Erection Best PracticesDokument60 SeitenStructural Steel Erection Best Practicessudhakarballur92% (26)
- Research of William Wells at HarvardDokument10 SeitenResearch of William Wells at HarvardARGHA MANNANoch keine Bewertungen
- Reactor piping design guideDokument19 SeitenReactor piping design guidesyedahmad39Noch keine Bewertungen
- Design Practice General PipeDokument8 SeitenDesign Practice General PipedevNoch keine Bewertungen
- Piping Engineering - Piping SystemsDokument18 SeitenPiping Engineering - Piping Systemskeiko davilaNoch keine Bewertungen
- Checklist for Nozzle Orientation LayoutDokument4 SeitenChecklist for Nozzle Orientation LayoutDayo IdowuNoch keine Bewertungen
- Design Basis for Piping PresentationDokument50 SeitenDesign Basis for Piping Presentationrajachem100% (1)
- Basic Engineering SpecificationDokument16 SeitenBasic Engineering SpecificationOvaisNoch keine Bewertungen
- Piping Engineering - Piping Layout Procedure and Pipe Rack - XyntechDokument14 SeitenPiping Engineering - Piping Layout Procedure and Pipe Rack - XyntechKeiko DavilaNoch keine Bewertungen
- Plot Plan Layout and Design ConceptsDokument19 SeitenPlot Plan Layout and Design Conceptsmsriref9333Noch keine Bewertungen
- Piping Designers Vessel OrientationDokument13 SeitenPiping Designers Vessel OrientationkazishidotaNoch keine Bewertungen
- BN-DG-C01K Plant Layout PumpsDokument16 SeitenBN-DG-C01K Plant Layout Pumpshalder_kalyan9216Noch keine Bewertungen
- Rack Piping For A Piping Stress EngineerDokument4 SeitenRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- PVE Piping Layout Presentation - Part 2Dokument117 SeitenPVE Piping Layout Presentation - Part 2Nguyen Quang NghiaNoch keine Bewertungen
- Plant Layout (Relief Valve)Dokument10 SeitenPlant Layout (Relief Valve)Mee WinNoch keine Bewertungen
- Example Pumps PresentationDokument31 SeitenExample Pumps PresentationsonpvmsNoch keine Bewertungen
- Piping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDokument5 SeitenPiping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDhiren PatelNoch keine Bewertungen
- Microsoft PowerPoint - Lesson 10 SpecificationsDokument32 SeitenMicrosoft PowerPoint - Lesson 10 SpecificationsPranayNoch keine Bewertungen
- Presentation On SPRING HANGERDokument113 SeitenPresentation On SPRING HANGERvishal MauryaNoch keine Bewertungen
- Adding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFDokument19 SeitenAdding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFangel gabriel perez valdez100% (1)
- How Do You Carry Out Estimation? Ans: 1. Input From BidDokument21 SeitenHow Do You Carry Out Estimation? Ans: 1. Input From BidSunil ShaNoch keine Bewertungen
- Distillation Column Nozzle Location Guidelines PDFDokument21 SeitenDistillation Column Nozzle Location Guidelines PDFShyam MurugesanNoch keine Bewertungen
- Plot Plan DevelopmentDokument18 SeitenPlot Plan DevelopmentJOBIN YOHANNANNoch keine Bewertungen
- Equipment and PipingDokument49 SeitenEquipment and Pipingnuruddin2409Noch keine Bewertungen
- PDMS Shortcuts - The Piping Engineering WorldDokument10 SeitenPDMS Shortcuts - The Piping Engineering WorldsanmiteNoch keine Bewertungen
- Pipe RoutDokument10 SeitenPipe Routghkashyap1Noch keine Bewertungen
- Expansion Loop DesignDokument61 SeitenExpansion Loop DesignTauqueerAhmadNoch keine Bewertungen
- Zinq - AnalysisDokument116 SeitenZinq - AnalysisAimiNoch keine Bewertungen
- Considerations For Centrifugal Compressor Piping LayoutDokument6 SeitenConsiderations For Centrifugal Compressor Piping LayoutRakesh RanjanNoch keine Bewertungen
- Develop Plot Plans for Piping ProjectsDokument9 SeitenDevelop Plot Plans for Piping ProjectsTom0% (1)
- Design Practice Piping Around EquipmentDokument4 SeitenDesign Practice Piping Around EquipmentdevNoch keine Bewertungen
- Iit MumbaiDokument243 SeitenIit MumbaiYogesh JagdaleNoch keine Bewertungen
- SP3D Equipment S4 Practice LabDokument9 SeitenSP3D Equipment S4 Practice LabKrishna KNoch keine Bewertungen
- Pipeline Inspection: Pipe RackDokument4 SeitenPipeline Inspection: Pipe RackAnushi DahariaNoch keine Bewertungen
- Piping Model Review ProcedureDokument8 SeitenPiping Model Review Procedurekad-7Noch keine Bewertungen
- Flange Types and ClassificationsDokument11 SeitenFlange Types and Classificationsrajesh119100% (1)
- Piping ArticlesDokument187 SeitenPiping Articlesdhanu1308Noch keine Bewertungen
- Piping Input and OutputDokument7 SeitenPiping Input and OutputpraneshNoch keine Bewertungen
- Online Piping and Caesar Course SyllabusDokument10 SeitenOnline Piping and Caesar Course Syllabusm 418Noch keine Bewertungen
- Process Plant Layout and Piping Design: Fundamentals ofDokument4 SeitenProcess Plant Layout and Piping Design: Fundamentals ofSolakhudin Al Ayubi100% (1)
- AutoCAD Plant 3D New User TrainingDokument1 SeiteAutoCAD Plant 3D New User TrainingMecanichal SteelNoch keine Bewertungen
- Flare Line Stress AnalysisDokument7 SeitenFlare Line Stress AnalysisdhurjatibhuteshNoch keine Bewertungen
- Implementation of Expansion LoopsDokument13 SeitenImplementation of Expansion LoopsSSSNoch keine Bewertungen
- PIPING PROCEDURESDokument9 SeitenPIPING PROCEDURESippon_osotoNoch keine Bewertungen
- Piping Design CriteriaDokument15 SeitenPiping Design CriteriaSubash Chandrabose0% (1)
- Nozzle Flexibility PDFDokument4 SeitenNozzle Flexibility PDFkaruna346100% (1)
- Pipe Stress Analysis & Design Services - Openso EngineeringDokument2 SeitenPipe Stress Analysis & Design Services - Openso EngineeringAmit Sharma100% (1)
- SEM 3037E Tower Piping.Dokument52 SeitenSEM 3037E Tower Piping.Kodali Naveen KumarNoch keine Bewertungen
- Project Piping Isometric Drawing ChecklistDokument1 SeiteProject Piping Isometric Drawing ChecklistRajesh KheraNoch keine Bewertungen
- Tips For Layout1Dokument3 SeitenTips For Layout1amitrai86Noch keine Bewertungen
- Column Piping - Study Layout, Nozzle Orientation & Platforms RequirementsDokument23 SeitenColumn Piping - Study Layout, Nozzle Orientation & Platforms Requirementsarfat nadaf100% (1)
- P&id PDFDokument66 SeitenP&id PDFFarook MohideenNoch keine Bewertungen
- Piping Design Considerations For Vertical Columns or Tall Towers Column PipingDokument14 SeitenPiping Design Considerations For Vertical Columns or Tall Towers Column PipingmaxalfreNoch keine Bewertungen
- Equipment LayoutDokument25 SeitenEquipment LayoutCalNoch keine Bewertungen
- Section II Equipment Piping and Assembly ApplicationsDokument47 SeitenSection II Equipment Piping and Assembly ApplicationsAndy ChongNoch keine Bewertungen
- 1.0 Sequence of Column Piping StudyDokument31 Seiten1.0 Sequence of Column Piping StudyhervekumNoch keine Bewertungen
- Overall Plot Plan Layout (Design Considerations)Dokument20 SeitenOverall Plot Plan Layout (Design Considerations)rahult19100% (2)
- Overall Plot Plan Layout (Design Considerations)Dokument20 SeitenOverall Plot Plan Layout (Design Considerations)rahult19100% (1)
- Column Piping: Study Layout, Nozzle Orientation & Platforms RequirementsDokument23 SeitenColumn Piping: Study Layout, Nozzle Orientation & Platforms Requirementsreach_arindomNoch keine Bewertungen
- Compressor Layout and Equipment RequirementsDokument6 SeitenCompressor Layout and Equipment RequirementstiantaufikNoch keine Bewertungen
- Column PipingDokument53 SeitenColumn PipingSomnath Laha100% (1)
- Column Piping Layout & Nozzle OrientationDokument28 SeitenColumn Piping Layout & Nozzle OrientationTAMIZHKARTHIKNoch keine Bewertungen
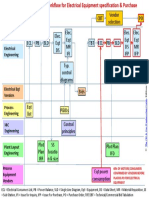
- Elec Workflow PDFDokument1 SeiteElec Workflow PDFTejas Patel100% (1)
- Elec Workflow PDFDokument1 SeiteElec Workflow PDFTejas Patel100% (1)
- Interview Questions & Answers for Planning EngineersDokument25 SeitenInterview Questions & Answers for Planning EngineersKingshuk SarkarNoch keine Bewertungen
- Imp Points On Pipe SizeDokument2 SeitenImp Points On Pipe SizeTejas PatelNoch keine Bewertungen
- Studs and Bolts Chart For BFVDokument1 SeiteStuds and Bolts Chart For BFVtejasp8388Noch keine Bewertungen
- Task 2 Sample Essay Reducing CrimeDokument3 SeitenTask 2 Sample Essay Reducing CrimeTejas PatelNoch keine Bewertungen
- IELTS TutorialDokument2 SeitenIELTS TutorialTejas PatelNoch keine Bewertungen
- Distillation Column Basics ExplainedDokument4 SeitenDistillation Column Basics ExplainedTejas PatelNoch keine Bewertungen
- Electrode CalculationDokument2 SeitenElectrode CalculationTejas PatelNoch keine Bewertungen
- Distillation Column Basics ExplainedDokument4 SeitenDistillation Column Basics ExplainedTejas PatelNoch keine Bewertungen
- Edexcel Higher Fluid Mechanics H1 Unit 8 NQF Level 4 Outcome 2 Viscosity Tutorial 2 - The Viscous Nature of FluidsDokument10 SeitenEdexcel Higher Fluid Mechanics H1 Unit 8 NQF Level 4 Outcome 2 Viscosity Tutorial 2 - The Viscous Nature of FluidsTejas PatelNoch keine Bewertungen
- Purging Brochure PDFDokument19 SeitenPurging Brochure PDFjustinctlNoch keine Bewertungen
- MtrlsDokument19 SeitenMtrlsTejas PatelNoch keine Bewertungen
- Edexcel National Certificate Unit 12 - Engineering Materials Outcome 2 Tutorial 1 - Mechanical PropertiesDokument12 SeitenEdexcel National Certificate Unit 12 - Engineering Materials Outcome 2 Tutorial 1 - Mechanical PropertiesTejas PatelNoch keine Bewertungen
- Peaking BandingDokument2 SeitenPeaking Bandingsetak100% (4)
- Steel ConnectionsDokument56 SeitenSteel ConnectionsTejas Patel94% (16)
- Material TestsDokument8 SeitenMaterial TestsTejas PatelNoch keine Bewertungen
- Pipe Stress Analysis ConceptsDokument54 SeitenPipe Stress Analysis ConceptsTejas Patel100% (12)
- Welcome To Presentation On: Pipe Support Systems & Piping FlexibilityDokument67 SeitenWelcome To Presentation On: Pipe Support Systems & Piping Flexibilitysids8292% (24)
- 1 Piping CostingDokument33 Seiten1 Piping Costingamoldhole97% (34)
- Piping Material Specification-GeneralDokument15 SeitenPiping Material Specification-GeneralTejas PatelNoch keine Bewertungen
- Plot Plan & Equipment LayoutDokument6 SeitenPlot Plan & Equipment LayoutTejas PatelNoch keine Bewertungen
- Pipe Solutions LTD - Technical Reference Guide - Thermal Pipe ExpansionDokument28 SeitenPipe Solutions LTD - Technical Reference Guide - Thermal Pipe Expansionrebecca991027Noch keine Bewertungen
- Piping ArrangementDokument5 SeitenPiping ArrangementTejas PatelNoch keine Bewertungen
- HDPE DesignDokument15 SeitenHDPE Designalmandhari3380% (5)
- Butt Fusion ParametersDokument9 SeitenButt Fusion ParametersarkadjyothiprakashNoch keine Bewertungen
- Rivalry and Central PlanningDokument109 SeitenRivalry and Central PlanningElias GarciaNoch keine Bewertungen
- Bargaining Power of SuppliersDokument9 SeitenBargaining Power of SuppliersPiyumi VitharanaNoch keine Bewertungen
- WCM - March 2017-Final Version PDF - 4731677 - 01Dokument211 SeitenWCM - March 2017-Final Version PDF - 4731677 - 01Antonio VargasNoch keine Bewertungen
- Lec 5Dokument22 SeitenLec 5Abcdefgh EfghabcdNoch keine Bewertungen
- JTIL Purchase Requisition for Plasma Machine SparesDokument3 SeitenJTIL Purchase Requisition for Plasma Machine Sparesshivam soniNoch keine Bewertungen
- Newton Raphson Method MCQDokument15 SeitenNewton Raphson Method MCQmd junaidNoch keine Bewertungen
- Chapter 04Dokument3 SeitenChapter 04gebreNoch keine Bewertungen
- Illegal FishingDokument1 SeiteIllegal FishingDita DwynNoch keine Bewertungen
- 1 s2.0 S0959652619316804 MainDokument11 Seiten1 s2.0 S0959652619316804 MainEmma RouyreNoch keine Bewertungen
- 2020 - Audcap1 - 2.3 RCCM - BunagDokument1 Seite2020 - Audcap1 - 2.3 RCCM - BunagSherilyn BunagNoch keine Bewertungen
- Chapter 2 Literature ReviewDokument10 SeitenChapter 2 Literature ReviewSharan BvpNoch keine Bewertungen
- Sci7 Q1 Wk-5 Module-5Dokument15 SeitenSci7 Q1 Wk-5 Module-5Lester Noel RosalesNoch keine Bewertungen
- Course Handbook MSC Marketing Sept2022Dokument58 SeitenCourse Handbook MSC Marketing Sept2022Tauseef JamalNoch keine Bewertungen
- C++ Programmierung (Benjamin Buch, Wikibooks - Org)Dokument257 SeitenC++ Programmierung (Benjamin Buch, Wikibooks - Org)stefano rossiNoch keine Bewertungen
- Stress Out?: A Study of Trends in Workplace Stress Across The GlobeDokument14 SeitenStress Out?: A Study of Trends in Workplace Stress Across The GlobeVishesh Vij100% (1)
- Extraform RsDokument47 SeitenExtraform RsCarlos David Duran AvilaNoch keine Bewertungen
- Robin Engine EH722 DS 7010Dokument29 SeitenRobin Engine EH722 DS 7010yewlimNoch keine Bewertungen
- Manuais - 727312 - manuais-Raios-X AXR - 77000001249Dokument72 SeitenManuais - 727312 - manuais-Raios-X AXR - 77000001249Hosam Ahmed HashimNoch keine Bewertungen
- Recent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4Dokument12 SeitenRecent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4sebjangNoch keine Bewertungen
- ACM JournalDokument5 SeitenACM JournalThesisNoch keine Bewertungen
- CGL Flame - Proof - MotorsDokument15 SeitenCGL Flame - Proof - MotorspriteshNoch keine Bewertungen
- 114 ArDokument254 Seiten114 ArJothishNoch keine Bewertungen
- Principal Component Analysis of Protein DynamicsDokument5 SeitenPrincipal Component Analysis of Protein DynamicsmnstnNoch keine Bewertungen
- Module-1 STSDokument35 SeitenModule-1 STSMARYLIZA SAEZNoch keine Bewertungen
- PLJ-8LED Manual Translation enDokument13 SeitenPLJ-8LED Manual Translation enandrey100% (2)
- A. What Is Balanced/objective Review or Criticism?Dokument11 SeitenA. What Is Balanced/objective Review or Criticism?Risha Ann CortesNoch keine Bewertungen
- Corporate GovernanceDokument35 SeitenCorporate GovernanceshrikirajNoch keine Bewertungen
- 1 Univalent Functions The Elementary Theory 2018Dokument12 Seiten1 Univalent Functions The Elementary Theory 2018smpopadeNoch keine Bewertungen