Das könnte Ihnen auch gefallen
- Daf Ix Ecas4 BlockdiagramDokument46 SeitenDaf Ix Ecas4 BlockdiagramMircea Gilca100% (1)
- Oxygen Plant Specification (50Nm3)Dokument6 SeitenOxygen Plant Specification (50Nm3)Win MinNoch keine Bewertungen
- Portable Oxygen Cylinders Training and Safety Guidelines (Homecare Series)Dokument4 SeitenPortable Oxygen Cylinders Training and Safety Guidelines (Homecare Series)Haruna.2008 Ghareeb2003Noch keine Bewertungen
- Checking The EquipmentDokument6 SeitenChecking The Equipmentapi-142637023100% (1)
- Worksheets Electropneumatics Basic LevelDokument128 SeitenWorksheets Electropneumatics Basic LevelNur SyimahNoch keine Bewertungen
- Pneumatic System ComponentDokument29 SeitenPneumatic System Componentbhadresh100% (1)
- Prepared By: Hassan Alqarni Abdullah AlsubahiDokument50 SeitenPrepared By: Hassan Alqarni Abdullah Alsubahiاشرينكيل مسونكيل100% (1)
- Compressor Exams SolutionsDokument18 SeitenCompressor Exams SolutionsMohamed BalbaaNoch keine Bewertungen
- Cylinder Filling PlantDokument67 SeitenCylinder Filling PlantPassmore Dube100% (1)
- The Maisotsenko CycleDokument10 SeitenThe Maisotsenko Cyclenishith_soni100% (1)
- Gas Cylinder SafetyDokument5 SeitenGas Cylinder SafetyS C GaurNoch keine Bewertungen
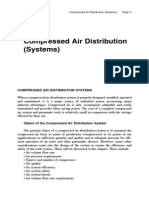
- Compressed Air Distribution SystemsDokument33 SeitenCompressed Air Distribution SystemsSamik MukherjeeNoch keine Bewertungen
- Experiment No. 1 CompressorsDokument9 SeitenExperiment No. 1 CompressorsgmNoch keine Bewertungen
- Amerex Vs Manual 16400a Pneum OpDokument93 SeitenAmerex Vs Manual 16400a Pneum OpWalid RzigNoch keine Bewertungen
- Pressure Measurement: Gauge CompoundDokument35 SeitenPressure Measurement: Gauge CompoundTHEOPHILUS ATO FLETCHERNoch keine Bewertungen
- Process Dynamics of AntiSurge SystemDokument7 SeitenProcess Dynamics of AntiSurge SystemBodhisatya DasNoch keine Bewertungen
- Parker Europe Solenoid ValveDokument580 SeitenParker Europe Solenoid Valvecarlosmmateus92610% (1)
- 1.1 Control Philosophy CAS-1 NMDCDokument36 Seiten1.1 Control Philosophy CAS-1 NMDCkoushik42000Noch keine Bewertungen
- ORIG - Oxygen Cylinder Checks and StorageDokument8 SeitenORIG - Oxygen Cylinder Checks and StorageImnot Realanymore ImanillusionNoch keine Bewertungen
- CMPAPPP Separator Vessel and Filter Design GuideDokument18 SeitenCMPAPPP Separator Vessel and Filter Design GuideJWilson73Noch keine Bewertungen
- VACUUM AND PRESSURE SYSTEMS HANDBOOK - Gastmfg PDFDokument20 SeitenVACUUM AND PRESSURE SYSTEMS HANDBOOK - Gastmfg PDFDayo IdowuNoch keine Bewertungen
- 03 Preparation of Compressed AirDokument3 Seiten03 Preparation of Compressed AirNatsuko KayamaNoch keine Bewertungen
- Standard Operating Procedure - Liquid Nitrogen - Storage, Use & Transportation Guidance & Code of PracticeDokument9 SeitenStandard Operating Procedure - Liquid Nitrogen - Storage, Use & Transportation Guidance & Code of PracticejrodNoch keine Bewertungen
- Calibration Procedure - Pressure TransmitterDokument1 SeiteCalibration Procedure - Pressure TransmittersathyanduraisamyNoch keine Bewertungen
- Air DryersDokument4 SeitenAir Dryersmanpreetsodhi08Noch keine Bewertungen
- 2447 - Pneumatech Gas Generator Catalogue - LR PDFDokument24 Seiten2447 - Pneumatech Gas Generator Catalogue - LR PDFwgonzalesm100% (1)
- Industrial TrainingDokument21 SeitenIndustrial TrainingVinamra MittalNoch keine Bewertungen
- Oxygen Cylinder Safety: Do NotDokument1 SeiteOxygen Cylinder Safety: Do NotMahammadNoch keine Bewertungen
- Oxygen Generators Manual Ver - 20140507Dokument63 SeitenOxygen Generators Manual Ver - 20140507chrismo74Noch keine Bewertungen
- Gorter r200Dokument6 SeitenGorter r200Manish SaraswatNoch keine Bewertungen
- Fabrication of Automatic Sheet Metal Cutting MachineDokument55 SeitenFabrication of Automatic Sheet Metal Cutting MachineElakkiya Karthic50% (2)
- Air Compressors and Pneumatic Control SystemsDokument7 SeitenAir Compressors and Pneumatic Control SystemsBader Shrbaji100% (2)
- High-Purity Oxygen Production Using Mixed Ionic-Electronic Conduc PDFDokument108 SeitenHigh-Purity Oxygen Production Using Mixed Ionic-Electronic Conduc PDFJason MandelaNoch keine Bewertungen
- SG Actuator Gas Over OilDokument4 SeitenSG Actuator Gas Over Oiltoader56Noch keine Bewertungen
- Biomedical New Hire OrientationDokument29 SeitenBiomedical New Hire OrientationBEJOYNoch keine Bewertungen
- Prince Rupert Natural Gas Transmission Compressor Station Basics Factsheet TranscanadaDokument2 SeitenPrince Rupert Natural Gas Transmission Compressor Station Basics Factsheet TranscanadaShaho Abdulqader MohamedaliNoch keine Bewertungen
- Manual Regulators Man Slamshut 2-4inchDokument20 SeitenManual Regulators Man Slamshut 2-4inchDelfin Rosanieto TapiaNoch keine Bewertungen
- O2 SafetyDokument3 SeitenO2 Safetyrajpatil0007Noch keine Bewertungen
- Ratio Pressure Reducing ValvesDokument4 SeitenRatio Pressure Reducing Valveskanem1Noch keine Bewertungen
- 04 Technical PDFDokument64 Seiten04 Technical PDFRashel HasanNoch keine Bewertungen
- HP Regulators v2Dokument9 SeitenHP Regulators v2Danny SánchezNoch keine Bewertungen
- GgsDokument21 SeitenGgsKrishna KumarNoch keine Bewertungen
- Model O2 CalibrationDokument2 SeitenModel O2 CalibrationAhmed HummerNoch keine Bewertungen
- EZR Installation ManualDokument40 SeitenEZR Installation ManualRoberto Aldayuz HerediaNoch keine Bewertungen
- Vortex Pilot Gas Heater Over Temperature ProtectionDokument17 SeitenVortex Pilot Gas Heater Over Temperature ProtectionDon BettonNoch keine Bewertungen
- Solenoid Operated Valves: Nuclear Power GenerationDokument12 SeitenSolenoid Operated Valves: Nuclear Power GenerationVeerabhadra BujurkeNoch keine Bewertungen
- Natural Gas AssignmentDokument9 SeitenNatural Gas AssignmentJagathisswary SatthiNoch keine Bewertungen
- Compressed Air Filters Sample FiltersDokument46 SeitenCompressed Air Filters Sample FiltersMohsinShaikhNoch keine Bewertungen
- 4 Allowable Leakage Rate For Standard InstallationsDokument2 Seiten4 Allowable Leakage Rate For Standard InstallationsGdfsndh GfdvhjzdNoch keine Bewertungen
- LP Gas Regulators Equipment Application Guide Technical Section en 126594 PDFDokument152 SeitenLP Gas Regulators Equipment Application Guide Technical Section en 126594 PDFIsaac FloresNoch keine Bewertungen
- Burkert Catalog 2002 Pgs 1 To 44Dokument44 SeitenBurkert Catalog 2002 Pgs 1 To 44Maximiliano Dreyer100% (1)
- FILTROSDokument24 SeitenFILTROSJessica MontenegroNoch keine Bewertungen
- FloBoss™ S600+ Flow Computer Instruction Manual PDFDokument152 SeitenFloBoss™ S600+ Flow Computer Instruction Manual PDFSibabrata ChoudhuryNoch keine Bewertungen
- Instrument Air Dryer and Instrument Air ReceiverDokument4 SeitenInstrument Air Dryer and Instrument Air ReceiverAzizul HakimNoch keine Bewertungen
- Redundant Solenoid ValveDokument2 SeitenRedundant Solenoid ValveAmanda PorterNoch keine Bewertungen
- Oxygen Generator - PresentationDokument24 SeitenOxygen Generator - PresentationVinas KusdinarNoch keine Bewertungen
- API STD 521-Control Valve FailureDokument1 SeiteAPI STD 521-Control Valve Failuremuhammad_asim_10Noch keine Bewertungen
- Overflow Valves: Type OFV 20-25 Type OFV-SS 20-25Dokument13 SeitenOverflow Valves: Type OFV 20-25 Type OFV-SS 20-25LucioRimacNoch keine Bewertungen
- Sample Exam2cDokument10 SeitenSample Exam2cnaefmubarakNoch keine Bewertungen
- Atmospheric Relief Valve ManualDokument12 SeitenAtmospheric Relief Valve ManualTarun ChandraNoch keine Bewertungen
- Refrigeration (VCRS &VARS)Dokument19 SeitenRefrigeration (VCRS &VARS)Vinesh TalpankarNoch keine Bewertungen
- GC Principle of OperationDokument30 SeitenGC Principle of OperationWilmer EgeaNoch keine Bewertungen
- Intro Process Xmitters (Suresh)Dokument33 SeitenIntro Process Xmitters (Suresh)sreeyukthaNoch keine Bewertungen
- Ultrasonic Flow Measurement TechniqueDokument2 SeitenUltrasonic Flow Measurement TechniqueAnish MajumderNoch keine Bewertungen
- Air Pollution Control: Carbon Adsorption For Vocs: Course No: C03-013 Credit: 3 PDHDokument46 SeitenAir Pollution Control: Carbon Adsorption For Vocs: Course No: C03-013 Credit: 3 PDHwangbeifuNoch keine Bewertungen
- Rotary CompressorDokument6 SeitenRotary CompressorEzhil ArasuNoch keine Bewertungen
- EIGA 151 Prevention of Excessive Pressure During Filling of Cryogenic VesselsDokument14 SeitenEIGA 151 Prevention of Excessive Pressure During Filling of Cryogenic VesselsFilipNoch keine Bewertungen
- Aircraft Pneumatic Systems and Air SystemDokument11 SeitenAircraft Pneumatic Systems and Air SystemRaihan AkbarNoch keine Bewertungen
- Ae2255 Propulsion-1 Question Bank UNIT-1Dokument5 SeitenAe2255 Propulsion-1 Question Bank UNIT-1kanscse100% (1)
- Unit III Differentiation and IntegrationDokument2 SeitenUnit III Differentiation and IntegrationkanscseNoch keine Bewertungen
- Fly by Wire AncienDokument40 SeitenFly by Wire Anciennkfrpro90Noch keine Bewertungen
- AeronauticalEngineering AerodynamicsDokument4 SeitenAeronauticalEngineering AerodynamicskanscseNoch keine Bewertungen
- Hydraulics NotesDokument193 SeitenHydraulics NotesKunal KabraNoch keine Bewertungen
- 2 Marks With Answers PDFDokument15 Seiten2 Marks With Answers PDFdurgapriyaNoch keine Bewertungen
- Valve Catalog ARODokument106 SeitenValve Catalog AROMartin DavilaNoch keine Bewertungen
- Product Leaflet Ballast Control SystemsDokument4 SeitenProduct Leaflet Ballast Control SystemskorpaapNoch keine Bewertungen
- DJJ5123 Introduction of PneumaticDokument35 SeitenDJJ5123 Introduction of PneumaticMigug SalamNoch keine Bewertungen
- Saic A 2004Dokument8 SeitenSaic A 2004karthi51289Noch keine Bewertungen
- Robot Actuators:: Actuators Are Used For Converting The Hydraulic, Electrical orDokument12 SeitenRobot Actuators:: Actuators Are Used For Converting The Hydraulic, Electrical orNani KumarNoch keine Bewertungen
- TD Sad-M 03 180 e 15Dokument3 SeitenTD Sad-M 03 180 e 15joseocsilvaNoch keine Bewertungen
- HPDC Maintenance Quick Guide: ElectricalDokument41 SeitenHPDC Maintenance Quick Guide: ElectricalchuysokmengNoch keine Bewertungen
- 10810096-MAN - Rev 1 - MUX Pod and Control (Updated 4-16-20) - Compactado-CompactadoDokument611 Seiten10810096-MAN - Rev 1 - MUX Pod and Control (Updated 4-16-20) - Compactado-CompactadoJoão Vitor PionaNoch keine Bewertungen
- 01-Silo Cut-Off GateDokument6 Seiten01-Silo Cut-Off GateTranQuocThinhNoch keine Bewertungen
- Data Sheets Multi Flow Elements enDokument2 SeitenData Sheets Multi Flow Elements enwmgb249529Noch keine Bewertungen
- Hydraullic and Pneumatic ToolsDokument4 SeitenHydraullic and Pneumatic ToolsShishir VardeNoch keine Bewertungen
- REMF-1 Fist Clutch For Physically Challenged HumansDokument3 SeitenREMF-1 Fist Clutch For Physically Challenged HumansretechNoch keine Bewertungen
- Learning Outcomes:: Module 1 - Introduction To Pneumatics (LAB)Dokument6 SeitenLearning Outcomes:: Module 1 - Introduction To Pneumatics (LAB)ABDULLA MOHAMED AHMED JASIM ASHOORNoch keine Bewertungen
- Sampling System For Dry Gas Sampling at Rotary Cement Kiln Gas Exit and Calciner Gas ExitDokument20 SeitenSampling System For Dry Gas Sampling at Rotary Cement Kiln Gas Exit and Calciner Gas ExitgldiasNoch keine Bewertungen
- Company BrochureDokument21 SeitenCompany BrochureRajendra MohantyNoch keine Bewertungen
- EN FOLIANT Vega 400ADokument2 SeitenEN FOLIANT Vega 400Adorin1758Noch keine Bewertungen
- Product Guide 2009 BDDokument31 SeitenProduct Guide 2009 BDAdrian BercanNoch keine Bewertungen
- TP Tape: Features and BenefitsDokument2 SeitenTP Tape: Features and Benefitsjcaers1Noch keine Bewertungen
- Seitz ES Datasheet PilotValveDokument2 SeitenSeitz ES Datasheet PilotValveBayanaka Tehnik100% (2)
- Exercise Solution of Chapter 3Dokument8 SeitenExercise Solution of Chapter 3Engr ShabirNoch keine Bewertungen