Das könnte Ihnen auch gefallen
- Material Selection GuideDokument0 SeitenMaterial Selection GuidebbmokshNoch keine Bewertungen
- Durco® BTV-2000Valve L I N E D C H E M I C A L S E R V I C E V A L V E SDokument12 SeitenDurco® BTV-2000Valve L I N E D C H E M I C A L S E R V I C E V A L V E SgullenariNoch keine Bewertungen
- Modern PumpingDokument68 SeitenModern Pumpingbbmoksh100% (1)
- Rubber LiningDokument16 SeitenRubber Liningbbmoksh100% (1)
- CPI MaterialsDokument263 SeitenCPI Materialsbbmoksh100% (1)
- Teflon LiningDokument4 SeitenTeflon LiningbbmokshNoch keine Bewertungen
- Materials Selection Guide Final VersionDokument77 SeitenMaterials Selection Guide Final VersionRahul ManeNoch keine Bewertungen
- Handling of Hydrochloric AcidDokument30 SeitenHandling of Hydrochloric AcidbbmokshNoch keine Bewertungen
- Sure Seal LBF Series Lined Butterfly Valves for Demanding ApplicationsDokument8 SeitenSure Seal LBF Series Lined Butterfly Valves for Demanding ApplicationsbbmokshNoch keine Bewertungen
- Challenges API-Safety Relief ValvesDokument5 SeitenChallenges API-Safety Relief ValvesheitorgmsNoch keine Bewertungen
- Valve Chemical ResistanceDokument0 SeitenValve Chemical ResistancebbmokshNoch keine Bewertungen
- Corrosion Resistant Alloys.Dokument8 SeitenCorrosion Resistant Alloys.bbmokshNoch keine Bewertungen
- Nickel Base Alloys: Aci/Astm DIN Afnor UNS OthersDokument3 SeitenNickel Base Alloys: Aci/Astm DIN Afnor UNS OthersbbmokshNoch keine Bewertungen
- Material SelectionDokument4 SeitenMaterial SelectionbbmokshNoch keine Bewertungen
- ACHE ManualDokument129 SeitenACHE ManualbbmokshNoch keine Bewertungen
- GD ToursDokument52 SeitenGD ToursbbmokshNoch keine Bewertungen
- Seal Selection GuideDokument89 SeitenSeal Selection GuidebbmokshNoch keine Bewertungen
- Acids HandlingDokument8 SeitenAcids Handlingminhphuongpham0% (1)
- US Chemical Resistance ChartDokument18 SeitenUS Chemical Resistance ChartCarlos Esaú López GómezNoch keine Bewertungen
- Sodium Hydroxide BookletDokument24 SeitenSodium Hydroxide BookletbbmokshNoch keine Bewertungen
- Caustic Soda ManualDokument63 SeitenCaustic Soda ManualFarhan Zafar Khan100% (1)
- 10019Dokument12 Seiten10019Emir MujićNoch keine Bewertungen
- RD Combo With Relief ValvesDokument11 SeitenRD Combo With Relief ValvesbbmokshNoch keine Bewertungen
- Safe Handling of Caustic Soda PDFDokument1 SeiteSafe Handling of Caustic Soda PDFStephen OgunladeNoch keine Bewertungen
- APPDS Zirconium in Hydrochloric Acid ApplicationsDokument5 SeitenAPPDS Zirconium in Hydrochloric Acid ApplicationsbbmokshNoch keine Bewertungen
- Valve Material Selection GuideDokument5 SeitenValve Material Selection GuidekamiloktayNoch keine Bewertungen
- MSDS Sodium Hydroxide (50 Solution)Dokument11 SeitenMSDS Sodium Hydroxide (50 Solution)bbmokshNoch keine Bewertungen
- Material SelectionDokument4 SeitenMaterial SelectionbbmokshNoch keine Bewertungen
- Castings Stainless Steel and Nickel Base 11022Dokument0 SeitenCastings Stainless Steel and Nickel Base 11022DavindRa SoniNoch keine Bewertungen
- Corrosion Performance and Fabric Ability of The New Generation of Highly Corrosion Resistant NiCrMo AlloysDokument12 SeitenCorrosion Performance and Fabric Ability of The New Generation of Highly Corrosion Resistant NiCrMo AlloysbrkmechNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- TicketDokument2 SeitenTicketbikram kumarNoch keine Bewertungen
- Quality Risk ManagementDokument29 SeitenQuality Risk ManagementmmmmmNoch keine Bewertungen
- LNGC Q-Flex Al Rekayyat - Imo 9397339 - Machinery Operating ManualDokument581 SeitenLNGC Q-Flex Al Rekayyat - Imo 9397339 - Machinery Operating Manualseawolf50Noch keine Bewertungen
- 1 N 2Dokument327 Seiten1 N 2Muhammad MunifNoch keine Bewertungen
- Sampling Fundamentals ModifiedDokument45 SeitenSampling Fundamentals ModifiedArjun KhoslaNoch keine Bewertungen
- PDF Problemas Ishikawa - Free Download PDF - Reporte PDFDokument2 SeitenPDF Problemas Ishikawa - Free Download PDF - Reporte PDFNewtoniXNoch keine Bewertungen
- Congress Policy Brief - CoCoLevyFundsDokument10 SeitenCongress Policy Brief - CoCoLevyFundsKat DinglasanNoch keine Bewertungen
- Denys Vuika - Electron Projects - Build Over 9 Cross-Platform Desktop Applications From Scratch-Packt Publishing (2019)Dokument429 SeitenDenys Vuika - Electron Projects - Build Over 9 Cross-Platform Desktop Applications From Scratch-Packt Publishing (2019)Sarthak PrakashNoch keine Bewertungen
- AP Statistics - 2014-2015 Semester 1 Test 3Dokument4 SeitenAP Statistics - 2014-2015 Semester 1 Test 3Camden BickelNoch keine Bewertungen
- Leyte Geothermal v. PNOCDokument3 SeitenLeyte Geothermal v. PNOCAllen Windel BernabeNoch keine Bewertungen
- Fleck 3150 Downflow: Service ManualDokument40 SeitenFleck 3150 Downflow: Service ManualLund2016Noch keine Bewertungen
- Mosaic Maker - Instructions PDFDokument4 SeitenMosaic Maker - Instructions PDFRoderickHenryNoch keine Bewertungen
- Diagram of Thermal RunawayDokument9 SeitenDiagram of Thermal RunawayVeera ManiNoch keine Bewertungen
- Human Resource Management: Chapter One-An Overview of Advanced HRMDokument45 SeitenHuman Resource Management: Chapter One-An Overview of Advanced HRMbaba lakeNoch keine Bewertungen
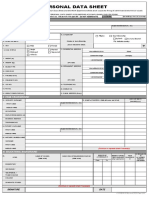
- PDS-1st PageDokument1 SeitePDS-1st PageElmer LucreciaNoch keine Bewertungen
- Rejoinder To Adom Ochere's Misrepresentation - FinalDokument3 SeitenRejoinder To Adom Ochere's Misrepresentation - FinalFuaad DodooNoch keine Bewertungen
- I-Parcel User GuideDokument57 SeitenI-Parcel User GuideBrian GrayNoch keine Bewertungen
- Duct Design ChartDokument7 SeitenDuct Design ChartMohsen HassanNoch keine Bewertungen
- Statement of PurposeDokument2 SeitenStatement of Purposearmaan kaurNoch keine Bewertungen
- English 8-Q3-M3Dokument18 SeitenEnglish 8-Q3-M3Eldon Julao0% (1)
- Fact Sheet Rocket StovesDokument2 SeitenFact Sheet Rocket StovesMorana100% (1)
- 16 BPI V FernandezDokument1 Seite16 BPI V FernandezAngelica Joyce BelenNoch keine Bewertungen
- Master StationDokument138 SeitenMaster StationWilmer Quishpe AndradeNoch keine Bewertungen
- Hillingdon Health Visiting ServiceDokument12 SeitenHillingdon Health Visiting ServiceAnnikaNoch keine Bewertungen
- Parasim CADENCEDokument166 SeitenParasim CADENCEvpsampathNoch keine Bewertungen
- Lecture7 PDFDokument5 SeitenLecture7 PDFrashidNoch keine Bewertungen
- Dewatering Construction Sites Below Water TableDokument6 SeitenDewatering Construction Sites Below Water TableSOMSUBHRA SINGHANoch keine Bewertungen
- Analysis of Trend Following SystemsDokument52 SeitenAnalysis of Trend Following SystemsClement Li100% (1)
- Exercise Manual For Course 973: Programming C# Extended Features: Hands-OnDokument122 SeitenExercise Manual For Course 973: Programming C# Extended Features: Hands-OnAdrian GorganNoch keine Bewertungen
- EE3331C Feedback Control Systems L1: Overview: Arthur TAYDokument28 SeitenEE3331C Feedback Control Systems L1: Overview: Arthur TAYpremsanjith subramani0% (1)