Das könnte Ihnen auch gefallen
- Basic Scaffolding Questions AnswersDokument11 SeitenBasic Scaffolding Questions AnswersSomu Mahadevan89% (27)
- ZRC Zero VocDokument2 SeitenZRC Zero Vochksn77Noch keine Bewertungen
- Jotaprime Mastic 80 AGDokument8 SeitenJotaprime Mastic 80 AGMuthu Sivarama Krishnan Nallaiah100% (1)
- Installation Operation Maintenance Mission 2500 Supreme PDFDokument16 SeitenInstallation Operation Maintenance Mission 2500 Supreme PDFRAHULNoch keine Bewertungen
- Installation Operation Maintenance Mission 2500 Supreme PDFDokument16 SeitenInstallation Operation Maintenance Mission 2500 Supreme PDFRAHULNoch keine Bewertungen
- Welding SopDokument6 SeitenWelding SopRuban GeorgeNoch keine Bewertungen
- Penguard HB AGDokument10 SeitenPenguard HB AGSindh ScrapNoch keine Bewertungen
- Chemflake Special AGDokument9 SeitenChemflake Special AGAnantha PadmanabhanNoch keine Bewertungen
- Chemflake SpecialDokument5 SeitenChemflake SpecialBiju_PottayilNoch keine Bewertungen
- Solvalitt Alu: Technical Data Sheet Application GuideDokument9 SeitenSolvalitt Alu: Technical Data Sheet Application GuideEngTamerNoch keine Bewertungen
- HereShield TDSDokument5 SeitenHereShield TDSMahdi BagheriNoch keine Bewertungen
- Application Guide - Jotun Solvalitt AluDokument9 SeitenApplication Guide - Jotun Solvalitt AluPolem IskandarNoch keine Bewertungen
- Penguard HB: Technical Data Sheet Application GuideDokument10 SeitenPenguard HB: Technical Data Sheet Application GuideAbrar HussainNoch keine Bewertungen
- Chemflake Special: Technical Data SheetDokument5 SeitenChemflake Special: Technical Data SheetSalmanNoch keine Bewertungen
- Penguard Special Application GuideDokument10 SeitenPenguard Special Application GuideRaju KCNoch keine Bewertungen
- Barrier 77: Technical Data Sheet Application GuideDokument8 SeitenBarrier 77: Technical Data Sheet Application GuideNurmalinda SihombingNoch keine Bewertungen
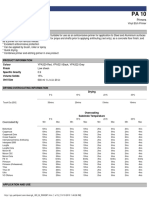
- Pa 10Dokument3 SeitenPa 10LymeParkNoch keine Bewertungen
- Barrier: Technical Data Sheet Application GuideDokument8 SeitenBarrier: Technical Data Sheet Application GuideNurmalinda SihombingNoch keine Bewertungen
- Aliphatic Acrylic Polyurethane Finish CoatDokument4 SeitenAliphatic Acrylic Polyurethane Finish CoatDexter R. RoqueNoch keine Bewertungen
- Resist 78: Technical Data Sheet Application GuideDokument7 SeitenResist 78: Technical Data Sheet Application GuideMohd YusriNoch keine Bewertungen
- Penguard Express ZP AGDokument9 SeitenPenguard Express ZP AGengramir07Noch keine Bewertungen
- Tankguard PlusDokument11 SeitenTankguard PlusAbrar HussainNoch keine Bewertungen
- Baltoflake: Technical Data Sheet Application GuideDokument11 SeitenBaltoflake: Technical Data Sheet Application GuideNurmalinda SihombingNoch keine Bewertungen
- Boletim Técnico Interplus 356Dokument4 SeitenBoletim Técnico Interplus 356Erik RochaNoch keine Bewertungen
- Barrier: Technical Data Sheet Application GuideDokument8 SeitenBarrier: Technical Data Sheet Application GuideANIBALLOPEZVEGANoch keine Bewertungen
- Technical Data Sheet Application GuideDokument10 SeitenTechnical Data Sheet Application GuideMina RemonNoch keine Bewertungen
- Technical Data Sheet and Application Guide SummaryDokument10 SeitenTechnical Data Sheet and Application Guide SummaryMohanadNoch keine Bewertungen
- Technical Data Sheet Application Guide for Tankguard DWDokument10 SeitenTechnical Data Sheet Application Guide for Tankguard DWNico NgNoch keine Bewertungen
- Penguard Mio Application GuideDokument9 SeitenPenguard Mio Application Guidenachi100Noch keine Bewertungen
- Nitoseal 290Dokument4 SeitenNitoseal 290Venkata RaoNoch keine Bewertungen
- Carboguard 635 Thinned 50% - Sealer PDSDokument5 SeitenCarboguard 635 Thinned 50% - Sealer PDSjakeNoch keine Bewertungen
- Penguard Express ZP: Technical Data Sheet Application GuideDokument8 SeitenPenguard Express ZP: Technical Data Sheet Application GuideAzar SKNoch keine Bewertungen
- ZRC GALVILITE Galvanizing Repair CompoundDokument2 SeitenZRC GALVILITE Galvanizing Repair CompoundRaymond LalumiereNoch keine Bewertungen
- Technical Data Sheet Application GuideDokument8 SeitenTechnical Data Sheet Application GuideAyman JadNoch keine Bewertungen
- Penguard Special: Technical Data SheetDokument5 SeitenPenguard Special: Technical Data SheetajuhaseenNoch keine Bewertungen
- Interbond 1202UPC: Universal Pipe CoatingDokument4 SeitenInterbond 1202UPC: Universal Pipe CoatingChennaNoch keine Bewertungen
- Aluminium Paint HR TDSDokument4 SeitenAluminium Paint HR TDSRaja S0% (1)
- Barrier - 80 - Product - Description - Technicad HL PDFDokument8 SeitenBarrier - 80 - Product - Description - Technicad HL PDFDimas BatamNoch keine Bewertungen
- Jotamastic 80 AG NewDokument10 SeitenJotamastic 80 AG NewMuthu Sivarama Krishnan NallaiahNoch keine Bewertungen
- Fast-setting pure polyurea waterproof coatingDokument4 SeitenFast-setting pure polyurea waterproof coatingVenkata Raju KalidindiNoch keine Bewertungen
- Penguard Express Application GuideDokument10 SeitenPenguard Express Application GuidenizamuddinNoch keine Bewertungen
- Alkydprimer AGDokument8 SeitenAlkydprimer AGangelito bernalNoch keine Bewertungen
- Aluminium Paint HR Technical Data SheetDokument4 SeitenAluminium Paint HR Technical Data SheetGurdeep Sungh AroraNoch keine Bewertungen
- Jotamastic 90 GF: Technical Data Sheet Application GuideDokument11 SeitenJotamastic 90 GF: Technical Data Sheet Application GuidemanthoexNoch keine Bewertungen
- Aluminium Paint H.R.: Technical Data SheetDokument4 SeitenAluminium Paint H.R.: Technical Data SheetBiju_PottayilNoch keine Bewertungen
- Resist 5 WF: Technical Data Sheet Application GuideDokument7 SeitenResist 5 WF: Technical Data Sheet Application GuideEngTamerNoch keine Bewertungen
- Interplus 1180: Protective CoatingsDokument4 SeitenInterplus 1180: Protective CoatingsAnindya Aulia PratiwiNoch keine Bewertungen
- Barrier ZEP: Technical Data Sheet Application GuideDokument7 SeitenBarrier ZEP: Technical Data Sheet Application GuideNurmalinda SihombingNoch keine Bewertungen
- AG 18420 Penguard Pro GF Euk GBDokument12 SeitenAG 18420 Penguard Pro GF Euk GBaandueza_1Noch keine Bewertungen
- Ambigard - 2K Waterproof Coating For ConcreteDokument4 SeitenAmbigard - 2K Waterproof Coating For ConcreterudrabirNoch keine Bewertungen
- Coal Tar PDFDokument4 SeitenCoal Tar PDFMohammadreza AsheghNoch keine Bewertungen
- AG 7740 Tankguard SF Euk GBDokument11 SeitenAG 7740 Tankguard SF Euk GBChandran NairNoch keine Bewertungen
- TDS 582 Muki+Z+2001 Euk GBDokument5 SeitenTDS 582 Muki+Z+2001 Euk GBIsyfi QulubanaNoch keine Bewertungen
- Marathon 500 AGDokument10 SeitenMarathon 500 AGAbdul KharisNoch keine Bewertungen
- Application Jotamastic 90 AlDokument13 SeitenApplication Jotamastic 90 Aladitya kristantoNoch keine Bewertungen
- Chemflake SpecialDokument5 SeitenChemflake Specialmajmor-1Noch keine Bewertungen
- Chemflake SpecialDokument10 SeitenChemflake SpecialNabeel K SNoch keine Bewertungen
- Jotamastic 80 Aluminium: Technical Data Sheet Application GuideDokument10 SeitenJotamastic 80 Aluminium: Technical Data Sheet Application GuideRohit KambleNoch keine Bewertungen
- Barrier 65: Technical Data Sheet Application GuideDokument8 SeitenBarrier 65: Technical Data Sheet Application Guidesabari ramasamyNoch keine Bewertungen
- Epoxy HR: Technical Data Sheet Application GuideDokument10 SeitenEpoxy HR: Technical Data Sheet Application GuidesufizamaniNoch keine Bewertungen
- Tankguard 412 Jotun PaintDokument6 SeitenTankguard 412 Jotun PaintGurdeep Sungh AroraNoch keine Bewertungen
- Penguard Express ZP Application GuideDokument8 SeitenPenguard Express ZP Application GuidenizamuddinNoch keine Bewertungen
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldVon EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldBewertung: 3 von 5 Sternen3/5 (2)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsVon EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsBewertung: 5 von 5 Sternen5/5 (1)
- Deluge Valve Skid - 82204244Dokument1 SeiteDeluge Valve Skid - 82204244RAHULNoch keine Bewertungen
- Bilge Pump Op ManualDokument32 SeitenBilge Pump Op ManualRAHULNoch keine Bewertungen
- For Any Details Please Mail atDokument47 SeitenFor Any Details Please Mail atRAHULNoch keine Bewertungen
- Cobra Monitor 82202901Dokument1 SeiteCobra Monitor 82202901RAHULNoch keine Bewertungen
- La Extraña Vida de Nikola Tesla PDFDokument47 SeitenLa Extraña Vida de Nikola Tesla PDFrecursoseducNoch keine Bewertungen
- Power BankDokument1 SeitePower BankRAHULNoch keine Bewertungen
- NEBOSH International Certicate - Fire & SafetyDokument2 SeitenNEBOSH International Certicate - Fire & SafetyRAHULNoch keine Bewertungen
- P&ID Foam System - 82203668Dokument1 SeiteP&ID Foam System - 82203668RAHULNoch keine Bewertungen
- Nebosh International Certificate - Oil & GasDokument3 SeitenNebosh International Certificate - Oil & GasRAHULNoch keine Bewertungen
- Bilge Pump Op ManualDokument32 SeitenBilge Pump Op ManualRAHULNoch keine Bewertungen
- Actuator InstallationDokument3 SeitenActuator InstallationRAHULNoch keine Bewertungen
- FS24X Operation 2-5 SecondsDokument1 SeiteFS24X Operation 2-5 SecondsRAHULNoch keine Bewertungen
- G7P37355 - Digital BrochureDokument1 SeiteG7P37355 - Digital BrochureRAHULNoch keine Bewertungen
- Impact of US Shale Oil PDFDokument5 SeitenImpact of US Shale Oil PDFRAHULNoch keine Bewertungen
- 2014 Lube Filt QRG Book 1-24-14Dokument197 Seiten2014 Lube Filt QRG Book 1-24-14RAHULNoch keine Bewertungen
- Clive Staples LewisDokument1 SeiteClive Staples LewisRAHULNoch keine Bewertungen
- Maniobra AzimutalesDokument20 SeitenManiobra AzimutalesManuel Gomez100% (1)
- The Maharishi Effect: If The World Is Mother Than India Is Its HeartDokument1 SeiteThe Maharishi Effect: If The World Is Mother Than India Is Its HeartRAHULNoch keine Bewertungen
- Completion Job 4 STBDDokument2 SeitenCompletion Job 4 STBDRAHULNoch keine Bewertungen
- ECDIS WorkbookDokument29 SeitenECDIS WorkbookКолиш НиколайNoch keine Bewertungen
- Leg Detail 2Dokument1 SeiteLeg Detail 2RAHULNoch keine Bewertungen
- Leg Detail 1Dokument1 SeiteLeg Detail 1RAHULNoch keine Bewertungen
- Agnihotra Timings PANJIMDokument2 SeitenAgnihotra Timings PANJIMRAHULNoch keine Bewertungen
- Storm - Global Petro Tech - Aban 6 - Forouzan Field 28 29.7n 049 43.0-2013042823Dokument3 SeitenStorm - Global Petro Tech - Aban 6 - Forouzan Field 28 29.7n 049 43.0-2013042823RAHULNoch keine Bewertungen
- Double Side Ratchet Wrench For ScaffoldingDokument1 SeiteDouble Side Ratchet Wrench For ScaffoldingRAHULNoch keine Bewertungen
- Environment Aspect Impact AssessmentsDokument3 SeitenEnvironment Aspect Impact AssessmentsRAHULNoch keine Bewertungen
- Techn I Cured 10Dokument1 SeiteTechn I Cured 10Vicky MishraNoch keine Bewertungen
- WATER TREATMENT TECHNOLOGY (TAS 3010) LECTURE NOTES 3b - Water Chemistry ExtendedDokument12 SeitenWATER TREATMENT TECHNOLOGY (TAS 3010) LECTURE NOTES 3b - Water Chemistry Extendedmamat88100% (2)
- Nama Pelajar: Kelas: MarkahDokument19 SeitenNama Pelajar: Kelas: MarkahIna AmalinaNoch keine Bewertungen
- BRAGATVIDOCAFE - Comparative Analysis On The Durability of Concrete Made With Aggregates From Davao, Panabo, and Lupon Containing Water Hyacinth Ash Against Sea Water ExposureDokument4 SeitenBRAGATVIDOCAFE - Comparative Analysis On The Durability of Concrete Made With Aggregates From Davao, Panabo, and Lupon Containing Water Hyacinth Ash Against Sea Water ExposureCyndrille John BragatNoch keine Bewertungen
- 6 2021 09 15!05 15 28 PM PDFDokument36 Seiten6 2021 09 15!05 15 28 PM PDFJonella Mae ChanNoch keine Bewertungen
- Exercise 5 Determination of Adsorption Isotherm of Acetic Acid On Activated CharcoalDokument5 SeitenExercise 5 Determination of Adsorption Isotherm of Acetic Acid On Activated CharcoalNelsonNoch keine Bewertungen
- Kuraray Technical Brochure - EnglishDokument28 SeitenKuraray Technical Brochure - EnglishrbucholzNoch keine Bewertungen
- thiols, ethers, and sulfidesDokument56 Seitenthiols, ethers, and sulfidesgsy2023-9150-52879Noch keine Bewertungen
- Worksheet Grade: X SUBJECT: SCIENCE (Chemistry) Chapter: Chemical Reactions and EquationsDokument2 SeitenWorksheet Grade: X SUBJECT: SCIENCE (Chemistry) Chapter: Chemical Reactions and EquationsSoniaNoch keine Bewertungen
- Water Pollution Lecture Notes Five CIE 442 (Edited)Dokument67 SeitenWater Pollution Lecture Notes Five CIE 442 (Edited)Anthony MulengaNoch keine Bewertungen
- 220VS Compressor Oil p903-2301Dokument2 Seiten220VS Compressor Oil p903-2301stevgonNoch keine Bewertungen
- IChO32 Prep ProbDokument68 SeitenIChO32 Prep ProbMuhammad GhifariNoch keine Bewertungen
- 118 ElementsDokument1 Seite118 Elementsqwerty100% (1)
- The Determination of Specific Sulfur Compounds by Capillary Gas Chromatography and Sulfur Chemiluminescence DetectionDokument12 SeitenThe Determination of Specific Sulfur Compounds by Capillary Gas Chromatography and Sulfur Chemiluminescence DetectionnhanNoch keine Bewertungen
- Technical Technical Technical Technical Bulletin Bulletin Bulletin BulletinDokument9 SeitenTechnical Technical Technical Technical Bulletin Bulletin Bulletin Bulletinprem prakash mishraNoch keine Bewertungen
- TACO HARDWARE BOOK - DigitalDokument32 SeitenTACO HARDWARE BOOK - DigitalembenNoch keine Bewertungen
- Chlorine Residual Testing Lab ExplainedDokument7 SeitenChlorine Residual Testing Lab ExplainedWaleed EmaraNoch keine Bewertungen
- History of LPG-Propane - Who Invented or Discovered It & When - Origin of LPG - ELGAS - LPG Gas For Home & BusinessDokument3 SeitenHistory of LPG-Propane - Who Invented or Discovered It & When - Origin of LPG - ELGAS - LPG Gas For Home & BusinessVenkatesh ChNoch keine Bewertungen
- ISRI Scrap Specifications - 2005Dokument53 SeitenISRI Scrap Specifications - 2005tambawalaNoch keine Bewertungen
- Biology Olympiad Cell Chemistry GuideDokument36 SeitenBiology Olympiad Cell Chemistry GuideSamarjeet SalujaNoch keine Bewertungen
- Raw Mix Design and SamplingDokument26 SeitenRaw Mix Design and SamplingShashwat Omar100% (2)
- Cyanuric Acid in Commercial Swimming Pools and Its Effects On Chlorine's "Staying Power" and Oxidation Reduction Potentials Askins, Aaron FinalDokument30 SeitenCyanuric Acid in Commercial Swimming Pools and Its Effects On Chlorine's "Staying Power" and Oxidation Reduction Potentials Askins, Aaron FinalSteve DennisNoch keine Bewertungen
- Chemistry Questions Answers: 8. Oil of Vitriol IsDokument5 SeitenChemistry Questions Answers: 8. Oil of Vitriol IsToyinNoch keine Bewertungen
- Abosrption and Flammability Test On Banana LeafDokument6 SeitenAbosrption and Flammability Test On Banana LeafsudhirNoch keine Bewertungen
- Soal Ulanan Kls Xi Genap B.inggrisDokument5 SeitenSoal Ulanan Kls Xi Genap B.inggrisarif muhamadNoch keine Bewertungen
- Redox TitrationDokument4 SeitenRedox Titrationjeena josephNoch keine Bewertungen
- CPP AminesDokument13 SeitenCPP AminesDivyansh purohitNoch keine Bewertungen
- Biomass Energy: 2 May 2015 Al Jumlat Ahmed Dept of EEE, CER, UIUDokument28 SeitenBiomass Energy: 2 May 2015 Al Jumlat Ahmed Dept of EEE, CER, UIUMontosh RoyNoch keine Bewertungen
- Activity 2-Problem StatementDokument3 SeitenActivity 2-Problem StatementSalman JalaliNoch keine Bewertungen